



Tritone’s MoldJet: The definition-defying AM technology advancing steadily toward commercialisation
Tritone’s MoldJet is unique as an Additive Manufacturing process – not Binder Jetting, Material Extrusion, nor Material Jetting, the MoldJet process involves a number of steps that share features with common sinter-based AM technologies, but don’t quite fall under their definitions. But this isn’t simply a novel fringe technology: Tritone’s founders have drawn on extensive experience within Israel’s 2D and 3D printing ecosystem to build a robust AM platform that is very simple, yet highly sophisticated. Joseph Kowen visited Tritone and here reports on the MoldJet process and its potential applications. [First published in PIM International Vol. 16 No. 4, December 2022 | 15 minute read | View on Issuu | Download PDF]

After making my first visit to Tritone a few years back, as the company was just starting out, I grappled with an intriguing thought about how exactly to categorise the process I had just learned about. The standards people drill into us the need to define an AM process as belonging to one of seven categories defined in ISO/ASTM 52900 that, we are told, cover every imaginable way that objects can be additively manufactured layer-by-layer.
I came away with the feeling that the process I had just seen did not quite fit into one of those neatly parsed definitions. After all, it was not exactly ‘Material Jetting’, since the part itself was not jetted, although the process did involve jetting of mould material; nor was it Binder Jetting, since no binder was jetted onto a powder, even though the initial green production parts looked similar to binder jetted parts and involved a form of binding of a powder feedstock. Could it be that this process belonged, all alone, in a new category of Additive Manufacturing processes?

Far be it for me to judge if, in fact, the process broke new definitional grounds. There are standards experts that do that sort of analysis. Clearly, though, I had just seen an innovative new process for making AM parts, at the same time striking in its simplicity and intriguingly and quietly impressive in its sophistication.
At the heart of the innovation was a concept that avoided directly forming a three-dimensional object layer-by-layer, and focused on additively manufacturing a mould; a negative image of the part being made. The build cavity is filled with a feedstock in the form of a paste, or a high-viscosity slurry. The feedstock could be metal, or it could be ceramic, and, at the end of the day, the green part that emerges from the built mould requires sintering. The central principle is that the part itself is not jetted, nor is it composed of a powder that is infiltrated or bound or glued together by a binder. We shall describe the process in more detail below.
Fast forward four years. I had followed from afar with interest the development of the early platform I had first seen in 2018. A product had been launched, first beta machines installed, initial sales made, and commercial channels of distribution established. It was time for a peek behind the curtain at Tritone to see what the experience of the past four years had taught it, and more importantly, where the company was headed. I visited Tritone in October 2022, and I can report on a vibrant, yet modest, growing young company, wary of over-promising, and level-headed about the challenges of taking their innovative platform forward in a managed and realistic way.

Origins
The team that founded Tritone draws its experience from deep within Israel’s 2D and 3D printing ecosystem. The founder, Ofer Ben-Zur, is a mechanical engineer who gained his first printing industry experience with Scitex, one of the country’s earliest technology success stories. He went on to found Kornit Digital, a digital printing company that specialises in printing on textiles using industrial inkjet technology. The roots of the company in an inkjet-driven industrial success story is not just a curious background fact. As we shall see, this experience has imbued the company with the industrial mindset to understand what is needed to build a robust printing platform – this time in three dimensions.
How it works

The Tritone process in its full version comprises six different processes all encapsulated in a single platform. The output from this process is an ink jetted mould filled with metal (or ceramic) paste. The company called the process MoldJet, a simple name which describes exactly what it does. The flagship machine of the company is called Dominant (Fig. 2). MoldJet and Dominant is a factory in a box. The machine encompasses the building of the mould, inspecting it, and filling it – all in a single enclosure. It is designed in the form of a carousel (Fig. 3). Each build plate revolves through six different stations, each performing a distinct function.

Station 1: Additively manufacturing the mould
A negative image of a part, or a setup of multiple parts, is additively manufactured layer-by-layer by jetting a variable layer (25 – 200 μm) of a proprietary wax-like material onto a build plate. Industrial inkjet is a robust and accurate technology that is used in material jetting AM processes, such as Polyjet (Stratasys) and Nano Particle Jetting (XJet), as well as the jetting of binders in all Binder Jetting processes.
Station 2: Paste filling station
A wiper fills the cavity created in the printed wax layer from Station 1 with a paste containing metallic or ceramic powder. The materials will be described in more detail later.

Station 3: Drying
Since the paste contains a water-based binder that facilitates its spreadability, it needs to be well dried to form a strong green part.
Station 4: Additional drying
Since drying is the longest process, two stations are dedicated to this function.
Station 5: Hardening
A vacuum is applied to harden the green layer and prepare it for the next layer.
Station 6: Inspection
The layer is inspected by an AI-driven optical inspection system on the fly to verify that the cavity has been built and filled according to the layer parameters of the part being additively manufactured. If a layer fails to meet the desired quality standard, it can be mechanically removed by a milling function integrated in Station 2 and a new layer built at Station 1 in the next cycle of the process.

The output

The finished operation produces a build plate containing dried, green parts of metal or ceramic material, encapsulated in the proprietary, wax-like mould material. A key point to understand about the productivity of the machine is that although each build plate must pass through all six stations to produce each layer of the additively manufactured and filled mould, there are up to six build trays in operation at any given time. In addition, if a particular tray is completed, it can be removed from the machine and sent to post-processing without interrupting the build plates that are still in process, offering flexibility and variability of the contents of each build plate.

Post-processing
A build plate containing the metal or ceramic green parts must undergo processing to remove the wax-like shell. Demoulding is a hands-free process. The first step of the process is the placement of the entire build plate in a standard lab oven heated to 120ºC for around 2-5 hours. The melted mould material is collected in a tray and can be partially reused as a base material on which future moulds can be jetted. At this stage, the material cannot be reused in the inkjet machine. The green parts that emerge from this process are hardened, which makes their handling easier and less prone to breakage, comparable to green MIM or binder jet parts. This is an important consideration in achieving high yields, and for the future implementation of automation systems, such as pick-and-place robots.
The next stage is the cleaning of the parts in a solvent recirculation tank to remove small residues of the mould material. The solvent can be Isopar, a locally sourced material that can be reused until saturated and then recycled. The process could take up to three hours, depending on the size of the build and the geometry of the parts. The parts are then dried in a standard oven for 30 minutes to prepare them for sintering.
Sintering is similar to the process that is used for all sinter-based AM processes (Binder Jetting, Material Extrusion, Material Jetting and Vat Photopolymerisation). However, unlike many other metal AM processes which require a separate debinding stage, MoldJet parts can undergo debinding and sintering in the same process due the low binder content of less than 2% of the green part.
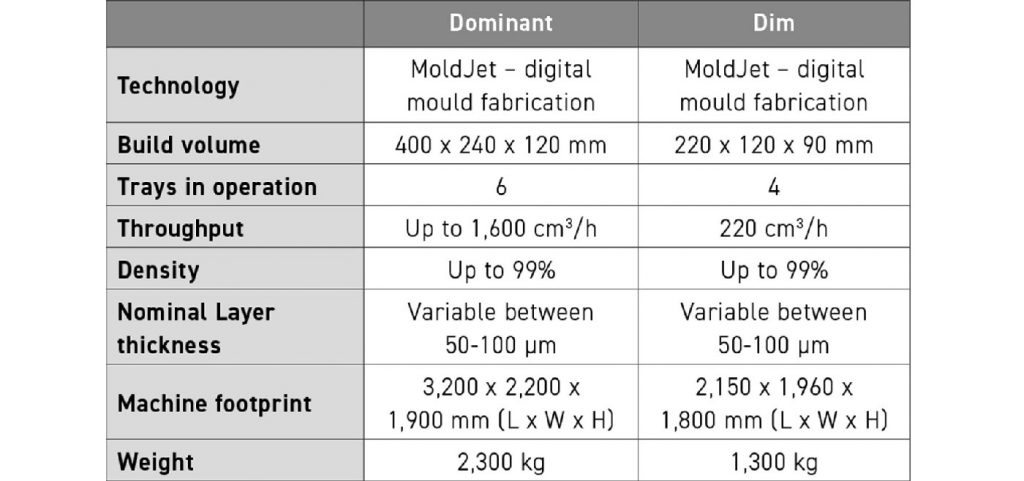
Machine specifications
Tritone produces two machines. The Dominant is the full process machine with six processing stations. The Dim machine is a reduced-footprint machine that uses only four processing stations and is therefore considerably slower than the Dominant. The Dim is generally more suitable for smaller parts, lower quantities or development work. Processes developed for the Dim can be upscaled to the Dominant, as the basic process is identical.
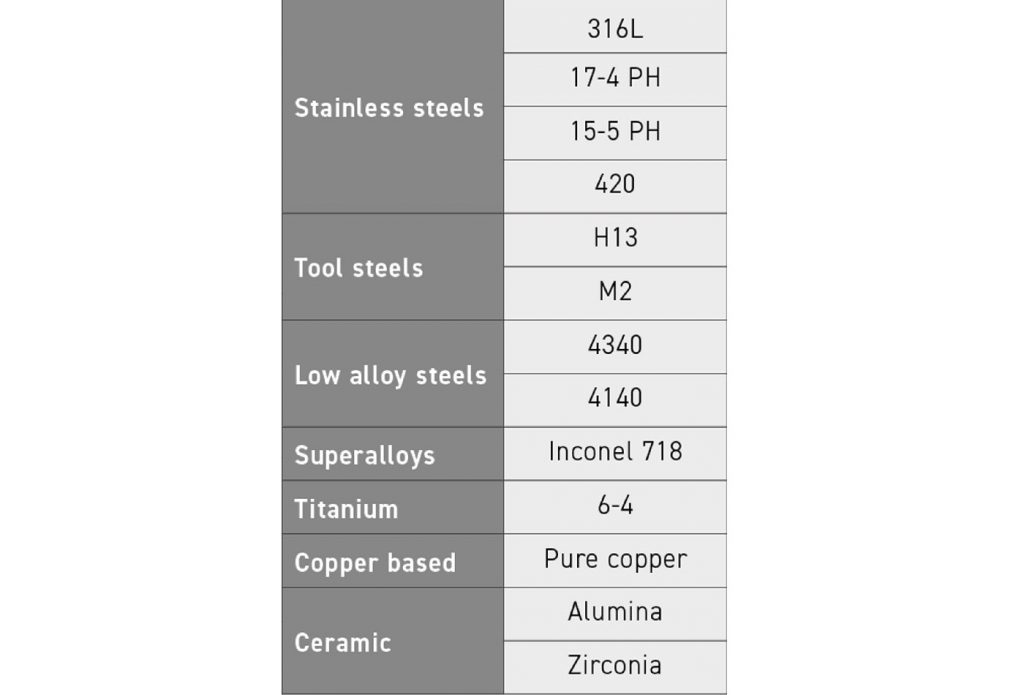
Materials
The MoldJet process supports an extraordinary number of materials considering its young age. That said, not all of the materials should be considered fully commercialised and available at this stage. There are at least thirteen materials that have been approved and are, in principle, available for use with the platform. They are listed in the materials table.
So how can such an impressive range of materials be available for a machine that was first shown publicly at Formnext in November 2019, and for which first beta machines arrived at customer locations starting only in 2021? The answer lies in the simplicity of the process, and the ease with which the basic platform can be converted to use new materials.
Perhaps it might be more instructive to describe what problematic pain points the machine does not have:
- There is no laser or electron beam
- There are no inkjet heads that jet the part itself (although the inkjets do print wax to build the mould)
- There is no jetting of binder that interacts with flowable dry powder
- There is no loose powder of any kind, just cartridge-borne pastes
- There are no specially engineered metal or ceramic powders required for use in the machine
- There is no significant heat or inert gas needed to create the part
- There is no lengthy process required to change materials
The innovation of the material system could be generically described as follows: MoldJet uses standard off-the-shelf industrial powders, such as those supplied to the MIM industry today, mixed with a water-based binder material, to create a high-viscosity, mechanically spreadable paste to create robust green parts in a powder free Additive Manufacturing environment. Green parts produced on the machine are surprisingly strong, as anyone who tried to manually break them at the company’s stand at Formnext 2022 will attest.
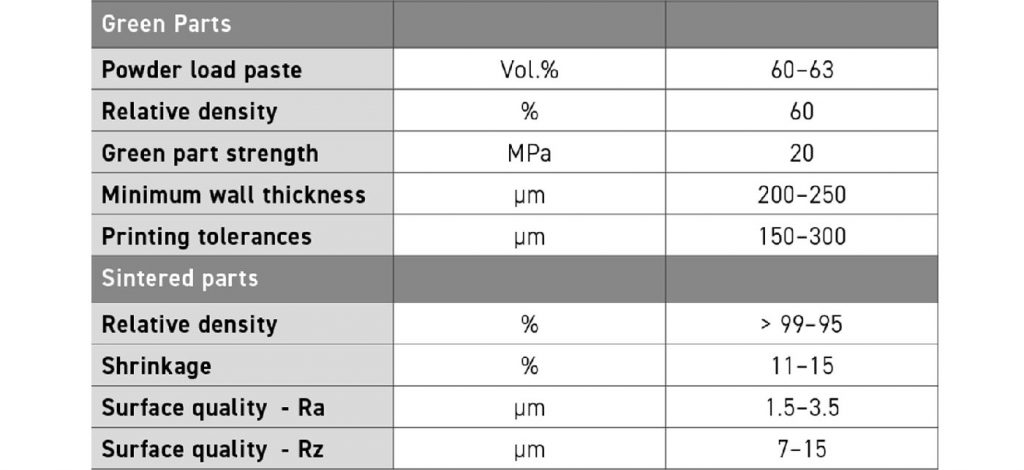
No successful metal Additive Manufacturing technology ever succeeded without good metallurgy. All data from testing of the materials and comparing them to the properties of traditional MIM processes seem to show at least close performance to what one would expect from metal injection moulded parts. One of the company’s first customers, Fraunhofer IFAM, conducted tests on the materials with good results (Table 3).
Business development
If simplicity is the word that could be used to describe the MoldJet process, then the same term could be used to describe the company’s business development path and marketing strategy. The company has been fortunate to be supported by a seasoned investor, Fortissimo Capital, with which the founders of Tritone have successfully worked in the past. The experienced management team and investor group are knowledgeable enough to know that the development of reliable mechanical systems, especially those involving new processes and advanced materials, takes time, and no amount of aggressive product development will be able to shorten that process. By all accounts, sufficient resources have been allocated in advance to ensure that the company will be able to bring the product to market in the right way. Not all startups are privileged enough to enjoy such nurturing conditions, and Tritone is fortunate to be one of them. Even so, the company runs a tight ship, and only recently moved to a more spacious office in a suburb of Tel Aviv.
The first machine was supplied to a service provider in Israel with which the company worked closely. In fact, Tritone’s in-house sintering capability is located at the customer’s site, such that the company was able to learn and grow through the supplying of real production parts to industrial customers in Israel. Listening to the market has been a central principle as the company sought to have the platform meet industry’s needs. After gathering initial feedback and conclusions close to home, the company’s second machine was installed at Fraunhofer IFAM in Dresden, Germany (Fig. 7). The Fraunhofer’s brief is to collaborate with industry, and, through this installation, Tritone was able to gather yet more input from real customers.

To date the company has installed machines in Israel, Europe and the US. Its first US installation was delivered in September 2022 to Alpha Precision Group (APG) in Pennsylvania. The company has also been quietly assembling distributors in key markets, generally companies with experience in other additive technologies, and with the knowledge and connections to locate successful early adopters. In November 2022 the company announced the establishment of its first overseas subsidiary, located in the United States.
So who are – or might be – the early adopters of the Tritone platform? In general, one might say that the typical early customer of the machine would be service providers already invested in, and knowledgeable about, Powder Metallurgy and sintering, looking for new processes and materials to offer tool-less production at short notice of small to medium lot sizes, of relatively small parts, many of which are desirous to take advantage of the design complexity that AM is able to offer. Quite a mouthful, but one which appears to touch, in one complex sentence, on all of the key elements that MoldJet is able to address.

Does that description sound familiar to many readers of this magazine? I suspect it does. Which is not to say that customers of the Dominant will not want to use it for other applications as well, such as larger parts, or even larger runs. Or that customers of the Dominant will be OEMs and not only service providers. Tritone displays impressive larger parts too, even larger than what is generally accepted to be in the sweet spot of metal Binder Jetting. But we think that what is described above is most likely the place where it will first take root.
With such a glowing prognosis, our conclusions might be suspected of being an overly optimistic, rosy-eyed view of the company. So let me quickly add that many of the usual suspects around the business and technological cases for Additive Manufacturing apply here too. The Tritone platform is not immune from questions of cost, time, properties, yield, reliability, lack of automation, when comparing to traditional manufacturing, which all AM technologies share. But it seems that when compared to quite a number of competing technologies, Tritone’s technology may have successfully been able to address many of the ills or challenges inherent in more mature metal AM processes.

One challenge that Tritone will have to meet is to ensure machine uptime in an environment where six independent processes are occurring in one space at the same time. But this is an engineering challenge that is likely to be met, and not an inherent limitation of one (or a number) of the processes running in the machine. There may be a complex interrelationship between the tasks that each station is required to perform, but each of those tasks, when examined separately, is not more complex than anything that the AM industry has had to deal with until now. And with a team experienced in bringing robust industrial systems to market, Tritone is better positioned than most to ensure that the technology will not sputter because of failures of engineering.
Applications and business model
The company displays a wide range of possibilities for the kinds of parts that can be successfully made by the machine. The figures in this article do a better job at showing the types of parts that make sense. If we assume for a moment that ‘anything’ can be additively manufactured, and that ‘almost any materials’ can be efficiently developed to run on the machine, then it all comes down to the business case for a particular part. As the machine makes its way to market, we can expect more applications to find their way to the platform.

Materials are supplied in cartridges by the machine supplier. No third-party materials will be available at this stage out of concern that failure to meet the minimum requirements for the machine could lead to poor results and potential damage to the machine. Tritone has expressed its willingness to work with customers to qualify new materials for use with machine, but this would clearly only make sense if the potential for the application was sufficient to justify the development. The company claims that the amount of effort needed to qualify new materials is very reasonable, since the starting point is standard MIM powders.
Looking ahead
So what should we expect from Tritone in the months and years ahead? At a minimum, we can expect more steady development, more materials put through the machine, and more interesting parts. The challenge will be to find interesting production applications that will showcase the ability of the platform to transition from a machine that can do many things to a platform that can excel at short-run manufacturing and beyond. That might not happen tomorrow morning, but Tritone appears to be making all the right moves as it journeys towards a more industrial destiny.
The key to MoldJet’s potential lies in the innovative nature of its process. The spreading of a paste containing MIM powder mixed with a water-based binder into a additively manufactured mould has apparent advantages in many facets of the process, from the avoidance of the challenges of powder, through low binder content and easy debinding, to robust green parts.
It seems that Tritone is betting on the power of paste over the pain of powder.
Author
Joseph Kowen is an industry analyst and consultant who has been involved in rapid prototyping and Additive Manufacturing since 1999. He is an Associate Consultant at Wohlers Associates, part of ASTM International’s AM Center of Excellence.
Tel: +972 54 531 1547
www.linkedin.com/in/joseph-kowen-a5129b
Contact
Nardit Pfeffermann Mosacho
Marketing Communications Manager
Tritone Technologies Ltd.
[email protected]
www.tritoneAM.com




