



Sintex: Exploring the full flexibility of metal powder-based processes for corrosion-resistant applications
Founded as a press and sinter PM parts maker, Denmark’s Sintex has proactivity in its DNA. Having establishing itself in this field, the company initially expanded into Metal Injection Molding in order to meet customer demand for more complex geometries. In recent years, to be able to meet the need for mass customisation, it has explored metal Binder Jetting. In addition, custom alloys have been optimised for applications that require excellent corrosion resistance. Peter Kjeldsteen, Peter Valler and Poul Søgaard offer insight into the history and future of innovation within the company. [First published in PIM International Vol. 16 No. 4, December 2022 | 10 minute read | View on Issuu | Download PDF]

Sintex, based in the Danish city of Hobro, celebrated its 25th anniversary in 2022. The name ‘Sintex’ is a contraction of ‘sintering experts’, and the company has specialised in advanced alloys such as stainless steels, high-temperature alloys and both soft and hard magnetics. Today, Sintex employs 170 staff and processes around 1,000 tons of stainless steel powder annually.
The process experts and metallurgists at Sintex have specialised in producing complex components and have, over the years, developed their own alloys, placing the company at the forefront of corrosion-resistance solutions. Often, development within the company is driven by high demand from customers and its parent company, Grundfos. Grundfos, also based in Denmark, is the largest pump manufacturer in the world, with more than 19,000 employees globally. More than 16 million pump units are produced annually, including circulator pumps, submersible pumps, and centrifugal pumps.

To a man with a hammer, everything looks like a nail
Sintex was founded as a provider of press and sinter Powder Metallurgy parts, made using traditional uniaxial compaction of metal powder in mechanical presses. In the beginning, all customer requests were either solved with a press and sinter solution, or, where this was not possible, the business was turned down and sent to other companies to be produced using a different technology.
An example of a conventional PM component produced by Sintex is a seal shaft produced for Grundfos CR pumps, which is shown in Fig. 2. This design made it possible to integrate several functions into one component, and, because of its application in harsh environments, its corrosion resistance had to be equal to or better than sheet-formed 316L stainless steel.

This requirement led to the development of a new alloy by metallurgists from both Grundfos and Sintex in an open innovation project. The aim was to fulfil the needs regarding both corrosion resistance, mechanical properties, weldability, and tight tolerances. The alloy was named STX2000 and became a differentiator that enabled PM components to enter highly corrosive environments.

Proactivity in the DNA
In recent years, the market’s increasing focus on sustainability and the need for reduced consumption of alloying elements on the scarcity list has been a major driver for improvement within Sintex. Therefore, the company initiated development of duplex stainless steel alloys using PM. This resulted in two new alloys where the majority of nickel was substituted with nitrogen, causing a reduction of nickel in STX2000 from 19% to 5% in a duplex 2205 alloy with similar or even better corrosion properties. These new alloys are now being tested together with the customer with a great cost reduction potential on one hand and a strong increase in the mechanical properties on the other.

Metal Injection Molding at Sintex
In 2006, Sintex started a project to introduce MIM technology. The first samples were sintered in our standard press and sinter furnaces, but shortly after, an investment in debinding and high-temperature sintering equipment was initiated. Fig. 3 shows some of the first components made by MIM at Sintex. They were made in existing composite tools in order to obtain the most learning at the lowest possible cost.

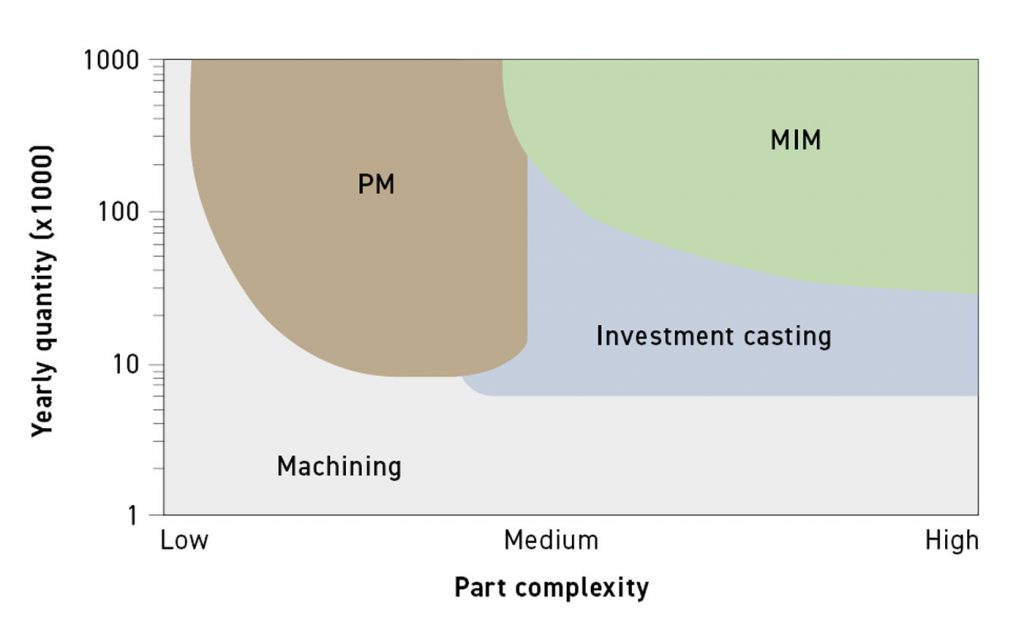
In 2006, many people saw MIM as a competing technology to press and sinter PM, but a deeper analysis of the cost versus performance proved otherwise. Fig. 4 shows that the overlap between Press and Sinter and MIM is very limited as MIM has the possibility for higher part complexity at an elevated cost.
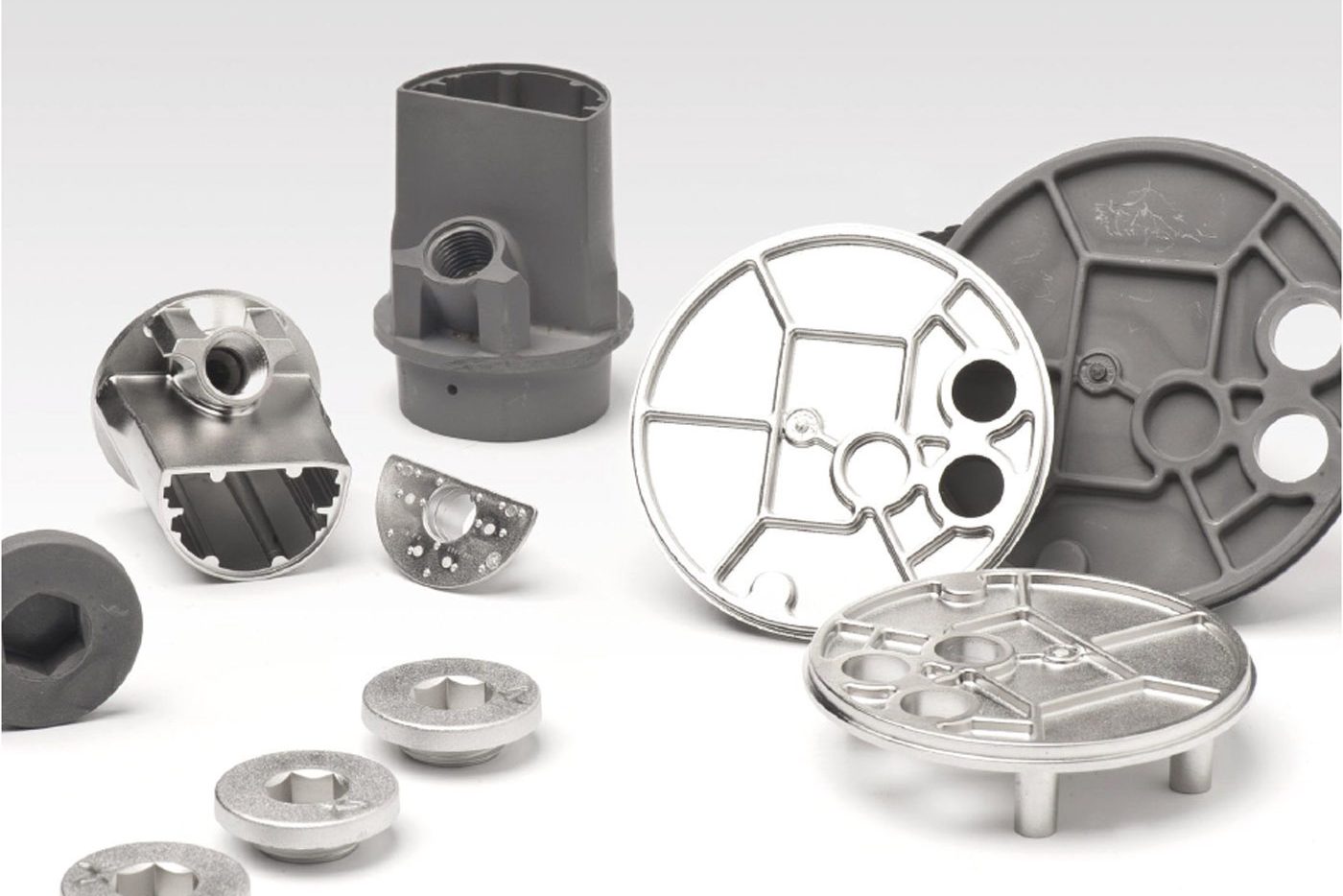
The majority of MIM parts produced at Sintex are for pump applications. A good example of this can be seen in Fig. 5 (front right), which shows a standard MIM component for a power inlet in a submersible pump. This component was developed in both AISI 316L, as well as a duplex 2507 version for highly corrosive environments. Our metallurgists needed to develop a proper sintering process to ensure a corrosion resistance that would enable the components to survive in a 6% ferric chloride solution at temperatures up to 40°C, with very low weight losses according to the ASTM G48 critical pitting temperature test.

A shift to Binder Jetting enables mass customisation
Occasionally, customer needs vary for specific applications, so production of more subtypes of a part is required. The creation of several variants using MIM, especially in low quantities, is very costly due to tooling costs. Therefore, to fulfil this need, Sintex has investigated the possibilities of different metal Additive Manufacturing technologies that could give similar part properties to those achieved using MIM.
The choice fell on Binder Jetting (BJT), as the powders, and thereby the properties, are similar to those of MIM, and BJT technology has a good process output and cost point compared to other AM processes. The two components at the rear of Fig. 5 show variants of the standard MIM component, wherein the top of the part has been changed to fulfil a specific customer request.
This case is a perfect example of how Sintex is working to expand its flexibility as a manufacturer and ensure that the customer gets the right part, in the right material, with the required properties, and in the ideal geometry for the application.
Future potential
At the EURO PM2012 conference Sintex presented what is called Metal Powder Extrusion (MPE) for the first time, with the first products being complex-shaped filters. The process involves the extrusion of metal powders mixed with a binder into profiles. The technology originates from the ceramic industry and has similarities to MIM.
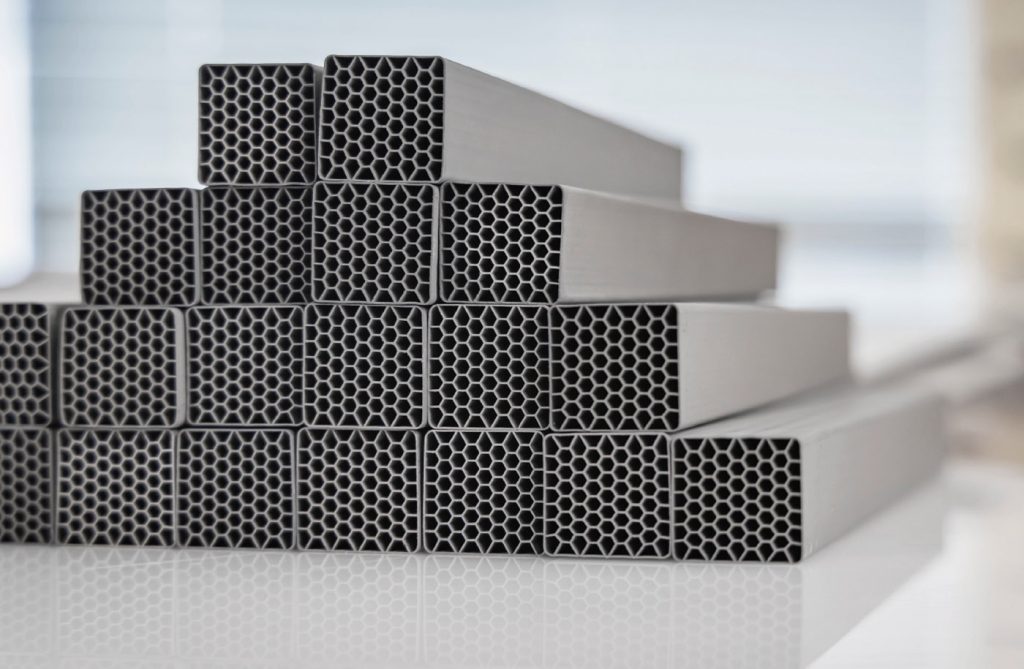
Recently, Sintex has developed special alloys for functional materials and MPE applications covering high-temperature alloys, as well as a new TWIP formulation for high energy absorption. A decade after first presenting the technology, Sintex gave an update on its progress with MPE at World PM2022 Congress in Lyon, France. Examples of powder extruded components can be seen in Fig. 6, where an internal honeycomb structure was used to give the parts a high mechanical integrity, as well as a very high surface area.
The use of simulation in both alloy design and process development has made new opportunities available to Sintex over recent years. Entirely new alloys have been developed, and the lead time from design phase to the first part with the right dimensions has been decreased significantly. This is expected to have a major positive impact on innovation in the years to come.
The freedom to choose
In developing its expertise from traditional press and sinter PM to encompass MIM, AM, and now MPE, Sintex aims to position itself as one of the leading companies for flexible metal powder-based manufacturing solutions, able to offer its customers not only the right choice of process, but also the right choice of material for their applications.
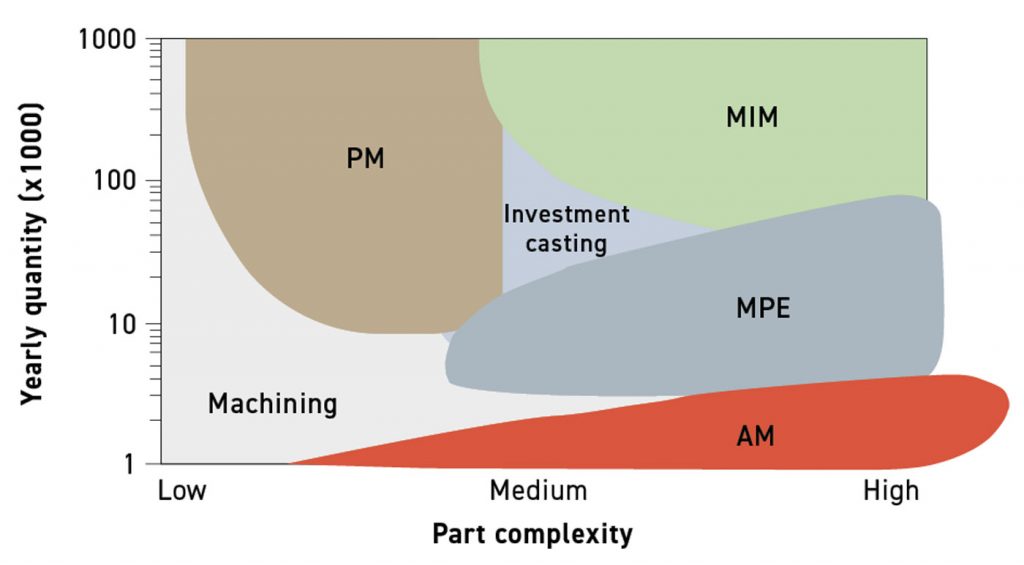
Fig. 7 shows the distribution of the different powder metal processes employed by Sintex as a function of complexity and yearly part quantity. As shown, both AM and MPE ‘break the chart’, as they enable the user to produce geometries that would not be possible with traditional manufacturing technologies. Today, the Sintex team has more than just a hammer in its toolbox, and can help its customers to solve problems larger than just nails.
Authors & contact
Peter Kjeldsteen, Chief of Innovation & Marketing
Peter Valler, Head of Development & Projects
Poul Søgaard, Senior Process Specialist, MIM
Sintex a/s
Hobro
Denmark




