



Ceramic AM at scale: The story of how Steinbach AG scaled production to 12,000 parts a year for Da Vinci Surgical Systems
Steinbach AG is considered a pioneer in the use of Additive Manufacturing for the serial production of high-performance technical ceramics. This case study describes its pioneering path to successfully implement the manufacturing of a new type of ceramic tube, with highly complex geometries, to be used in Da Vinci Surgical Systems robotic solutions for endoscopic surgery. With this application, Steinbach has achieved an annual production rate of 12,000 units and, in so doing, established itself as a leading service provider in ceramic AM. First published in PIM International Vol. 17 No. 1, Spring 2023 | 15 minute read |
View on Issuu |
Download PDF

In the summer of 2017, Steinbach AG, based in Detmold, Germany, received a request from a renowned manufacturer of surgical products, to manufacture a series of ceramic tubes through which glass fibres would be fed. These tubes were to be used as guide elements in the newly-developed, ground-breaking Da Vinci robotic surgical solution, one module of which is shown in Fig. 1. After testing the first prototype components, produced using a CeraFab Additive Manufacturing machine from Austria’s Lithoz GmbH, the customer selected Steinbach to develop and serially produce the parts.
The production of these complex tubes – which could only be manufactured via Additive Manufacturing, and would not be possible by any conventional manufacturing processes – had to fulfil challenging technical and commercial objectives to satisfy the goals of the customer. As no parts with a similar level of complexity existed prior to this project, Steinbach had to develop an entirely new and innovative design for production using Lithoz’s Lithography-based Ceramic Manufacturing (LCM) technology, defined as a VAT photopolymerisation (VPP) process under ISO/ASTM 52900 guidelines.
Concrete goals were set for both the manufacturing cost and timescale – only six months for the part to enter production. But while the timescale was tight, the most notable aspect of the project was Steinbach’s use of Lithoz ceramic AM technology to scale up to industrial levels of production.

Key features of the part and project
Steinbach’s specific goal was to guarantee the scalability of the production process whilst maintaining consistently high part quality throughout and achieving the defined cost objectives.
To be suitable for use, the project’s curved tube had to meet two given parameters. Firstly, the diameter of the tube was dictated by the design of the robot arm, into which the tube had to be inserted without breaking. Secondly, the mass of glass fibres, vital to ensure the function of the robot arm, could not fall below a given critical value, which dictated the inner cross-section. The customer’s most critical criterion, however, was to deliver the lowest minimal surface roughness achievable. This was required to minimise the risk that the glass fibres would tear as they moved through the tube. Due to the nature of the application, polymer materials could not be used for these components.
Initially, conventional manufacturing was attempted, in which the glass fibres were introduced into the metal tube before it was bent mechanically. During these attempts, however, the glass fibre tore apart under the mechanical stress of bending and the inner channel’s surface roughness. Prior to the use of ceramic Additive Manufacturing, metal was considered as a potential material by the customer and metal AM prototypes were manufactured, but the achievable surface quality was insufficient.

Steinbach was contacted following this customer’s decision to examine the potential of ceramic Additive Manufacturing. On the first attempt, the company’s ceramic AM proved capable of providing a surface quality that went beyond the customer’s expectations. This success led to the project being awarded to the Steinbach Technical Ceramics team. One of the ceramic AM tubes produced by Steinbach is shown in Fig. 2.

The main challenge Steinbach faced at the beginning of the project was how to meet some of the dimensions defined in the production order. An entirely new tube was designed, considering the given constraints (diameter and cross-section), combined with a sharp bend and complex inner contours. This resulted in a necessary minimum wall thickness of 200 μm (Fig. 3). In addition, the combination of a perfectly smooth surface roughness value of Ramax = 0.4, a narrow tolerance of + 20 μm in the outer geometry, and the need to manufacture 12,000 parts a year, meant that the full innovative potential of Lithoz’s ceramic AM technology had to be employed to meet this project’s requirements.

To meet the customer’s cost expectations, Steinbach committed to reliably transferring the excellent material properties achieved in the first parts into large-scale serial production. Implementation took place in three phases, each with its individual challenges. This article will focus on the key criteria addressed during the project’s implementation: productivity, process stability, quality assurance and economic efficiency.
Phase 1: Finding a suitable design for the component using LCM technology
Using Design for Additive Manufacturing (DFAM) methodologies to produce the complex geometry, Steinbach worked closely with the customer to guarantee full functionality of the tubes throughout the serial production of thousands of components. For the customer, it was of the utmost importance that the part fulfilled as many requirements as possible to ensure perfect functionality and accuracy.
Three major factors characterised this research phase:
- Ensuring a minimum wall thickness of 200 µm
- Optimisation of the debinding and sintering process for serial production
- The ability to establish and maintain 100% quality control.
Once the process had been agreed upon with the customer, the project moved into the prototyping phase. Here, two different lengths of tubes were needed for the application. LCM’s technical capabilities meant there was little need to adapt the original part design. Steinbach, therefore, needed only to focus on optimising the workflow for efficient serial production, rather than for the AM process itself.

The design of the bent component itself was, in principle, only a minor challenge for LCM technology at this stage, and was relatively simple to realise – neither the bends, channels nor angles of the design needed to be adapted for the process. One well-known obstacle in these types of projects is that such fine and very thin ceramic parts generally require very challenging and careful handling, but – thanks to the rapid customisation enabled by AM – this was overcome with a few small design changes.
The main challenge Steinbach encountered was that an exactly defined number of glass fibre elements had to be installed inside the bent tubes, without any breakage in either the materials or ceramic tubes themselves – that is, the customer needed to fit the entire tube into the given dimensions of the already-established construction parameters of the surgical robot’s arm and to guarantee the cross-section was an exact match to the mass of glass fibre elements. After much research, a final minimum cross-section was established, resulting in a calculated design specification of 0.2 mm wall thickness. Those parameter constraints focused the company’s attention on the optimisation of the tube’s walls, finding a way to reduce thickness without the part breaking, whilst stabilising the process for serial production runs. Consequently, wall thickness was the biggest design challenge and, ultimately, the focus of the prototyping phase.

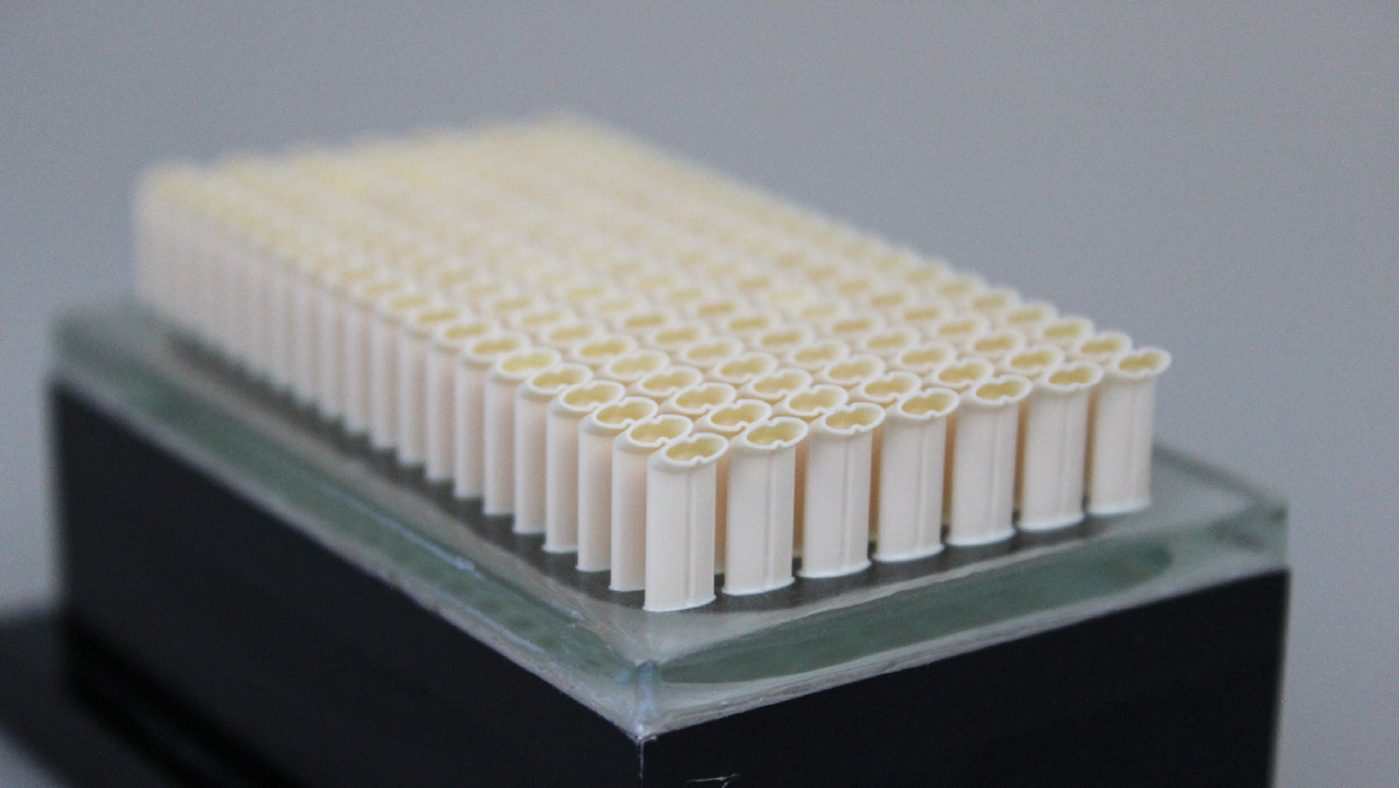
Although Steinbach had gained a lot of experience with the thermal processing of additively manufactured ceramic components, scaling up to higher volumes within the economic framework of profit-oriented serial production made it necessary to considerably refine the entire process. The exactly balanced position and quantity of the tubes had to be found to ensure the minimum rejection rate for the parts, which could not be used if they showed even the slightest deviation in form or length. A production batch of green parts on the build platform is shown in Figs. 4 and 5.
Experimenting with the optimal heating curve and loading, Steinbach went through multiple test runs until the final setup was found. After positioning the tubes in an upright or lying position, the correct setup was defined as horizontal ‘belly-down’ for the shorter variant and ‘belly-up’ for the longer variant of the tube. The exact quantity was logged in at eight batches per sintering run.
The functionality of the prototypes developed was always thoroughly tested under near-series build conditions, ensuring that component quality was ready for serial production from the very first iteration. Extremely narrow tolerances had to be maintained during production to keep parts as consistent as possible.
Steinbach also concentrated closely on quality management, following strict requirements. A three-step quality check process was established and applied to every single produced tube:
- Microscope test – for an optical check on defects on the part’s surface
- Calliper test – for the exact length
- Gauge test – instrument provided by the customer, to check for deformation
During the course of this prototyping stage, Steinbach implemented multiple changes to the design, which were easily and rapidly implemented thanks to the use of CAD files in the AM process. Upon receiving each prototype, the customer was able to give exact feedback. A single prototype run contained six tubes – all of which had to withstand seven weeks of use. As a result, the test cycle for iterations was relatively long before any design adaptations could be implemented and new, updated prototypes were additively manufactured.
Validation of the final prototype was carried out at the customer’s premises after about one year, concluding the first phase, concluding the first phase of the project with the customer’s approval of the additively manufactured part geometry.
Phase 2: Scaling-up to industrial mass production

Subsequently, Steinbach’s technical ceramics team focused on the details of process optimisation to ensure the reproducibility of part properties in mass production without any loss of quality. To achieve this, every available potential of LCM technology had to be fully explored and exploited. This phase was characterised by two main points of attention:
- Establishing the correct mixture of the primer for easy removal from the build platform
- Optimising the cleaning process
Software upgrades were carried out in close cooperation with Lithoz. The level of accuracy and exact reproducibility offered by a newly-developed software feature significantly reduced the number of rejects, resulting in significant material, time and cost savings.
To be able to ramp up to serial production, Steinbach had to find a solution for quicker and safer removal of the green parts from the build platform. After trialling two standard primers offered by Lithoz, a specific mixture of the two was developed in-house to provide a solution tailored exactly to this production’s specifications, which required easier removal of intricate parts from the build platform. Alongside this, a systematic effort was also placed on ensuring the best conditions for the manufacturing process set-up (e.g. a longer post-processing time was introduced to ensure the final parts were in precisely the correct position every time, without any deformation).
Following all other single process steps, cleaning of the ceramic tubes had to be adapted to the profit-oriented nature of the project. Starting with the purely manual cleaning process, a variety of cleansing agents were tested, during which the parts could only be handled with tweezers. Steinbach soon moved on to cleaning the tubes with ultrasound; the temperature and duration of the ultrasound bath were calibrated to receive the best fitting parameters for a more efficient cleaning process.
At the end of phase 2, the entire process was able to be precisely managed and controlled – from the slurry or vat batch, to the AM process, to the level of humidity and temperature, to the thermal process. Using the Lithoz CeraFab System’s software, each individual parameter of every step was documented in detail, with the data obtained throughout process optimisation serving as an analytical basis for future improvements and quality assurance, and as a statistical basis to enable rational decisions to be taken in subsequent projects. Once established, this level of documentation was adopted as a standard aspect of Steinbach’s manufacturing service.
Ultimately, this second phase of process optimisation resulted in an additional 40% reduction in manufacturing costs. Upon achieving the highest possible levels of efficiency and optimisation in this phase, the customer was brought into the Steinbach facilities for the entire two days during which the final parts were additively manufactured and post-processed. After this successful process audit, the customer was convinced by the final products and profitable outcome of the entire project overall; the final milestone of the second phase was therefore reached.
Phase 3: Continuous economic optimisation of serial production
Six months after receiving the order, Steinbach delivered the first serial production batch of components on time. Once the process had been set up for serial production, the volume of production runs was extended continuously, rather than in waves, in accordance with the demand for the surgical robot. By July 2019, in line with growing sales numbers, the full production volume of 12,000 tubes per year was reached.
From the first serial production runs to the achievement of the entire production capacity, through further step-by-step optimisation of various parameters and a resulting further reduction of rejects, Steinbach was able to cut back manufacturing cost per unit by another 40%, thus meeting the specified target range not only technically, but also in terms of economic efficiency, in respect to the framework given by the customer.
Throughout serial production, Steinbach maintained its strict 100% testing policy and conducted thorough examination of each individual tube – from prototype to mass production – to ensure perfect results, including the various checks previously mentioned of identical lengths to identify deformations. Each new adaptation was subject to customer approval of the resulting sample, with any subsequent feedback being addressed by the Steinbach expert team.
To complete its 360° approach to this project, Steinbach developed its own packing solution in-house, to streamline the logistics of processing these highly sensitive parts. A specifically designed stencil ensured that packing was swiftly executed, and allowed the team to fall back on its extensive know-how in the handling of such ceramic parts to secure the best possible transport safety.
Successful completion of the project
By establishing profit-oriented production of ceramic AM components, Steinbach took a decisive step from theory into business practice. Thanks to its consistent optimisation of the entire manufacturing process – from prototyping to adaptation of the LCM process to industrial scale production runs to continuous improvements of parameters in ongoing serial production – Steinbach not only pioneered the successful serial production of additively manufactured high-performance ceramic parts but also succeeded in achieving the expected Return On Investment (ROI) along the entire value chain.
Due to the intense research and development involved in the successful completion of this project, this Steinbach case study can be considered one of the major breakthrough projects in the industrial application of high-performance ceramic Additive Manufacturing. Following this lighthouse project, Steinbach has already secured several new customer orders for similar volumes of parts of 10,000–15,000 parts per year, on top of its smaller-scale productions.
Over the course of this project, the Steinbach Technical Ceramics team gained complete competence across the entire production process – from part design to post-processing to shipping of the finished sintered component. Subsequent customers have benefitted from this tried-and-tested user knowledge, along with Steinbach’s quality management and delivery performance. A selection of serially produced ceramic AM parts is shown in Fig. 7

The pioneering research was so successful that it has helped to build up an important pool of ceramic Additive Manufacturing knowledge along the entire ceramic AM process chain and made a technological revolution in surgery a reality. Steinbach’s achievement of producing 12,000 parts per year demonstrates the effectiveness of Lithoz CeraFab machines, which are currently employed in serial production projects by numerous customers worldwide.
Contact
Steinbach AG Technical Ceramics
Viktoria Lieder / Head of Production
Westerfeldstraße 32 – 42
32758 Detmold,
Germany
[email protected]
www.steinbach-ag.de
Lithoz GmbH
Mollardgasse 85a
1060 Vienna
Austria
Tel: +43 1 934 66 12 200
[email protected]
www.lithoz.com
Authors
Norbert Gall and Alice Elt
Lithoz GmbH




