Opening the door to Metal Injection Molding parts: A case study on the conversion of die cast door hinges
Die casting is a widely used process for the production of Metal Injection Molding-sized parts, but its application is typically for components with lower strength requirements. When the mechanical performance specifications for a die cast component increase, opportunities arise for alternative processes such as MIM to step in. In this case study, Ecrimesa's Manuel Caballero reviews such a conversion process in which a zinc die cast hinge set is redesigned for production by Metal Injection Molding in 316L stainless steel in order to significantly improve mechanical properties. [First published in PIM International Vol. 16 No. 4, December 2022 | 10 minute read | View on Issuu | Download PDF]
Founded in 1964 in Santander, Spain, the family-owned Ecrimesa Group began life as an industrial casting foundry. The name Ecrimesa is a compound of the Spanish Electro Crisol Metal S.A., translating as ‘Electric Metal Melting Crucible.’ The company was originally established for the production of steel and aluminium investment castings, but by 1994, Metal Injection Moulding was being developed at the location using the world’s first MIM-Master continuous furnaces for catalytic debinding and sintering, in collaboration with feedstock supplier BASF SE and the furnace’s manufacturer, Cremer Thermoprozessanlagen GmbH. MIM now comprises a major portion of the group’s offering.
By 1997, Ecrimesa’s MIM operation had gown to such an extent that the company’s management took the decision to establish the independent company Mimecrisa, which would be responsible for the group’s MIM production facilities and workforce. In 2005, Ecrimesa Group bought out one of its machining suppliers in order to increase the added value of its production in investment casting and MIM. In summer 2015, this machining plant was moved to its own building.

Today, Ecrimesa is comprised of three companies: its investment casting segment, Ecrimesa; the MIM company Mimecrisa; and machining company Mecansa. The companies are located across seven locations in Santander, on the northern Spanish coast. The three companies work closely together, benefitting from one another’s capabilities and expertise; for example, the tool shop at Ecrimesa provides toolmaking and tool maintenance services to Mimecrisa, along with access to its metallurgical and measuring labs, while Mecansa carries out finishing operations for Ecrimesa and Mimecrisa as required, and both Mimecrisa and Mecansa make use of Ecrimesa’s heat treatment facilities.
Converting a die cast part to MIM: a case study
In many instances, a design developed for a conventional manufacturing process may be better suited for production by MIM. For example, a part previously produced by plastic injection moulding or die casting may no longer offer the required strength as the demands of the application increase. In cases such as these, Mimecrisa is able to offer increased value to the customer and increase MIM’s market share by employing its expertise to transition suitable parts made by competing technologies to MIM.
In this case study, Mimecrisa was tasked with transitioning a pair of door hinges from die casting to MIM. These corrosion-resistant hinges were originally manufactured from a zinc alloy. For safety reasons, the hinges must be able to open at up to 270° and, for cosmetic reasons, they need to be polished to a mirror finish.

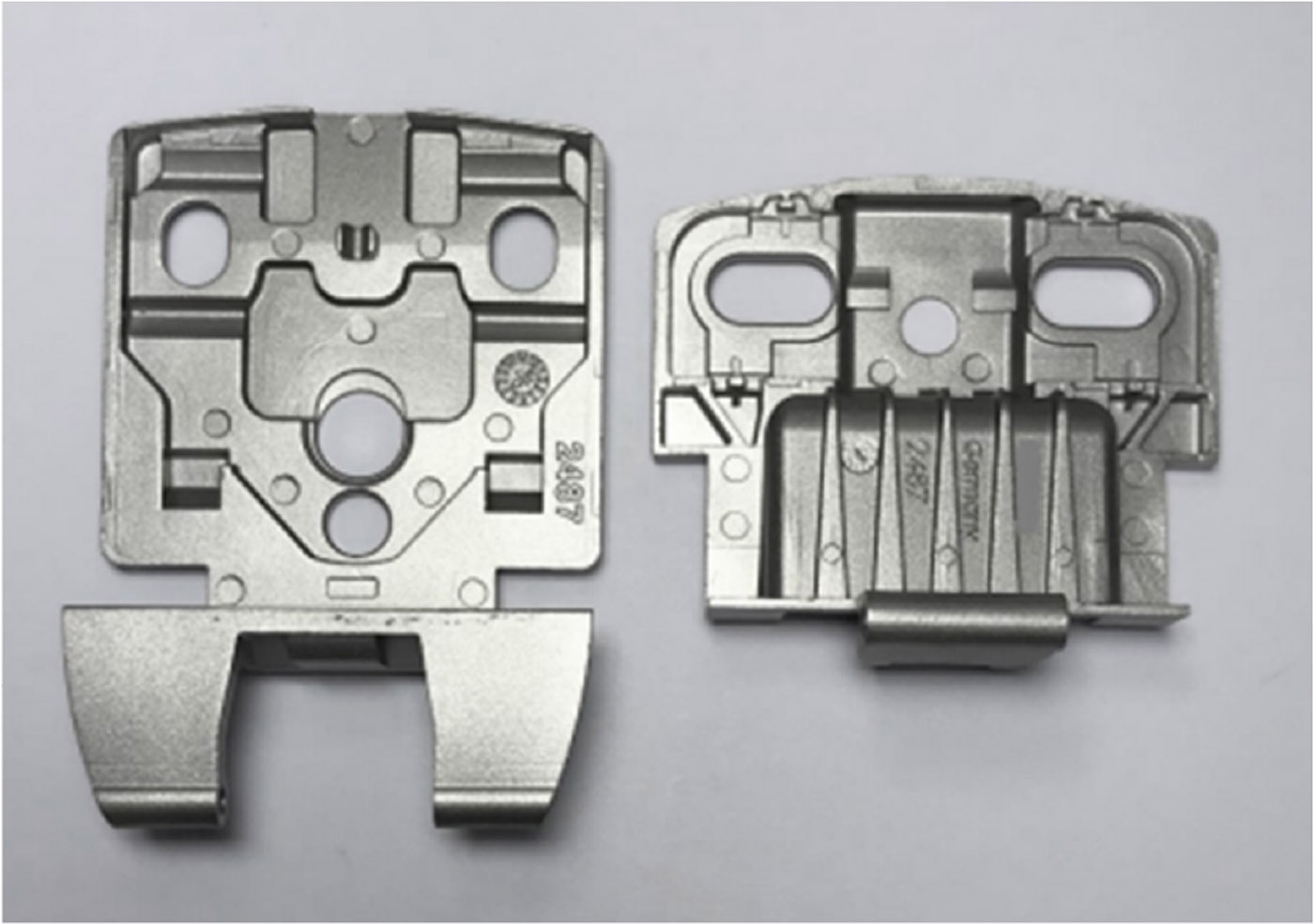
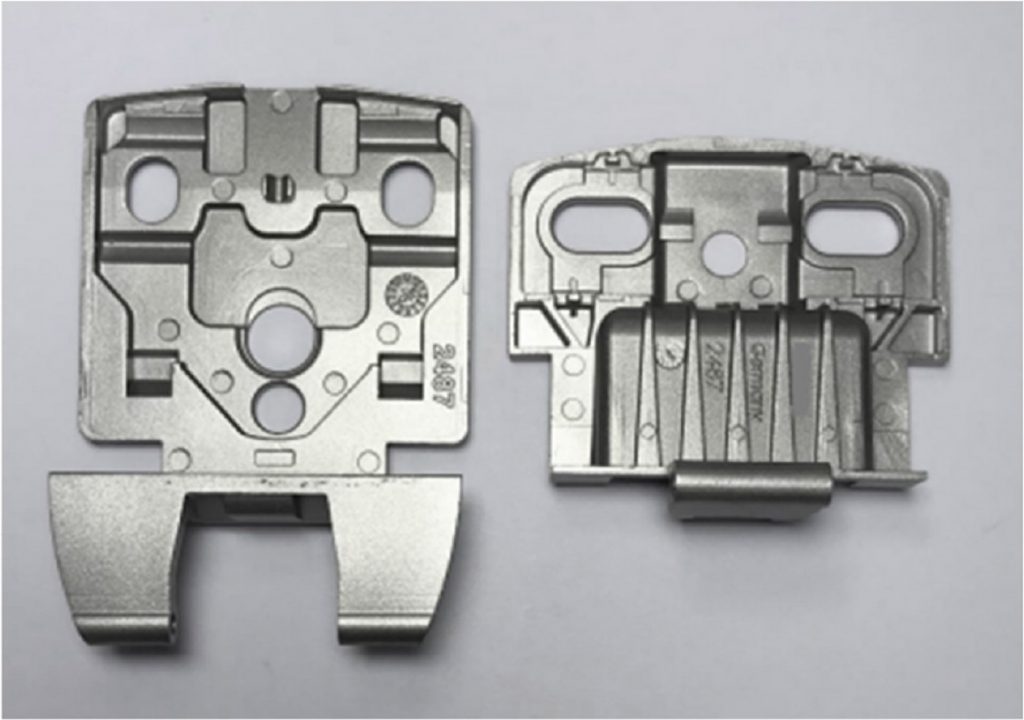
For higher-weight glass doors requiring a stronger hinge, a stainless steel version was developed for production by MIM (Figs. 2 and 3). A number of changes were made to adapt the design to MIM, focusing on the internal faces of the parts, which would not be visible to the user. These hinges are at the upper range of MIM’s size capabilities, with a typical weight of 50–80 g, and have very thin walls with a large surface area.
Both the customer and Mimecrisa knew when this product was highlighted for transitioning to MIM that some work would be needed to optimise the part for the MIM process. Initially, the lack of obvious injection points was a particular challenge. Another consideration in the design’s adaption was the addition of ribs in place of some of the thin walls featured in the original design in order to lightweight the component and reduce material costs.
For better shape retention during sintering, the parts were produced using feedstock based on 316L master alloy powder. After considering the results of mechanical and dimensional trials on the first sintered samples with the customer, MIM moulds were modified in house to meet the part specifications. Throughout this process, cosmetic and assembly limitations were identified and noted for the next modification of the MIM parts.

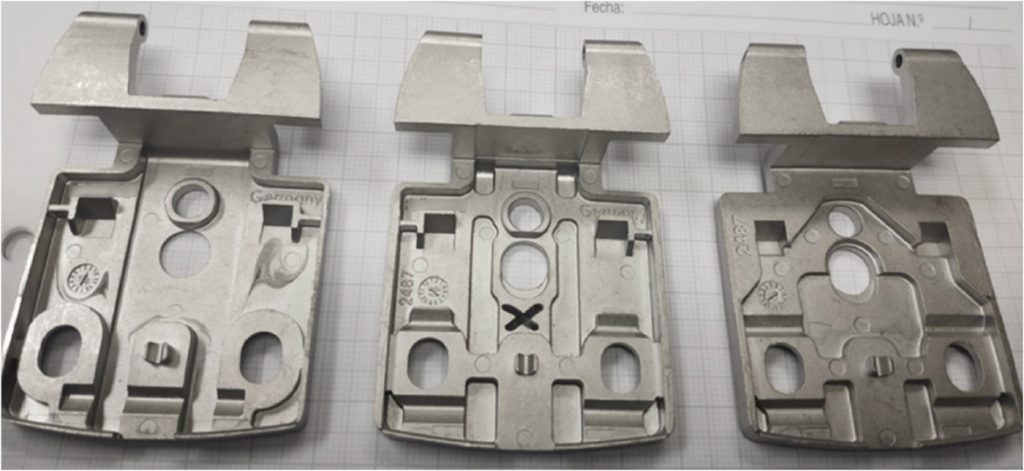
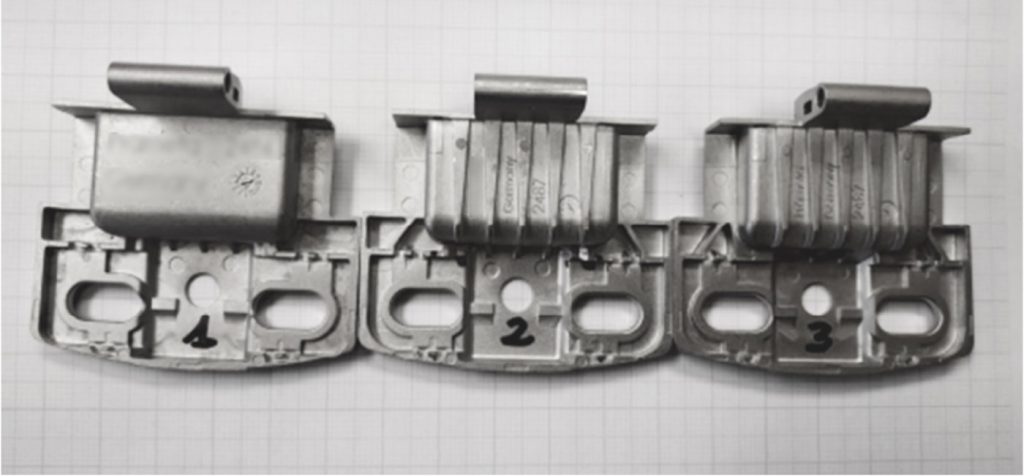
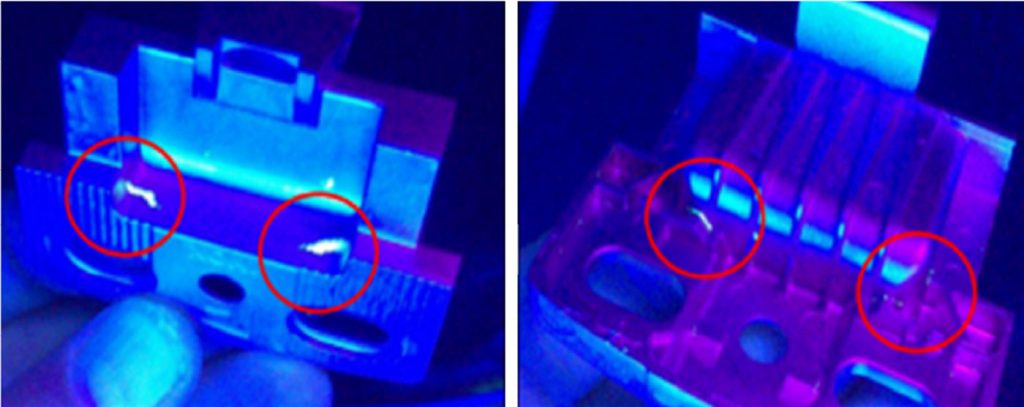
The first versions of the MIM part that were injected and sintered showed some flow lines as a result of high binder levels. Some changes were needed following this first trial run to improve feedstock flow and avoid phase demixing, mainly at the injection areas with thin walls. Penetrant tests, used internally at Ecrimesa as a process control step during development, identified porosity areas in the first iteration of the part due to demixing and sintering deformation, pointing to the need to improve the strength of the green part using some additional ribs and extra wall thickness (Fig. 4).
The external face of the part was not changed during these modifications. The first iteration, with a 4 g weight increase from the original part, was good enough to be functional, but the customer ultimately preferred a bigger fatigue margin. The final iteration, taking into account the necessary changes, saw a weight increase of 2 g, necessary to avoid defects in the thin walls, increasing the fatigue life of the product whilst remaining compatible with the hinge’s function.

Some preliminary ceramic setters were also used to support the green part during sintering (Fig. 5). Coining – the final operation to ensure flatness – was carried out on internally developed coining devices (Fig. 6). This step is necessary, even if sintering setters are optimised, to achieve narrow tolerances and avoid machining. Ecrimesa’s experience, gained from investment casting, helped the team to develop this coining device in house.
While the original parts weighed around 100 g, and the MIM part close to 130 g, the cosmetic and mechanical properties achieved by transition to MIM allowed the customer to bring the product to higher quality markets. By cooperating closely with the customer, Mimecrisa was able to bring together the part’s necessary functionality with the required expertise in designing for MIM, and achieve the common goals of both parties. Where customer requirements can be fully agreed upon during the design phase, time to market and iteration cost can be reduced compared to collaboration carried out during the sampling process. The final assembled hinge set is shown in Fig. 7.

Overview of MIM production at Mimecrisa
Mimecrisa’s MIM plant operates fourteen injection moulding machines of different sizes, most of them electrical; four continuous MIM-Master debinding and sintering furnaces; and two batch vacuum furnaces and CIM furnaces. The facility also includes a fully equipped metallurgical and dimensional laboratory, and the principles of LEAN manufacturing and Industry 4.0 are evident throughout the business’s workflows.
Almost exclusively commercially available feedstocks, designed for catalytic debinding, are used, avoiding the need to invest in and maintain equipment for feedstock preparation, or the specific knowledge and expertise that goes along with this. All incoming feedstock deliveries are checked for compliance with specifications in the company’s materials laboratory, where chemical composition is analysed and standard samples are used to determine shrinkage. Differential thermal analysis equipment is also used to analyse binder decomposition rates and the amount of binder in the feedstock.
The production floorspace at Mimecrisa is about 6,000 m2, staffed by around fifty employees, and all injection moulding machines are equipped with pick-and-place systems, some robotic. Using these pick-and-place systems, green parts are transferred to trays that fit into sinter boxes specifically designed for MIM-Master furnaces, meaning that green parts do not have to be handled until they exit the sintering furnace. In some cases, parts are placed on specially shaped ceramic supports, or setters, for improved dimensional stability. These supports are manufactured in-house.
The typical sintering conditions in Mimecrisa’s furnaces are suited to low-alloy steels, low-carbon FN08, low-alloy steel with elevated carbon 4605, 42CrMo4, 100Cr6, 17-4 PH and 316L stainless steel. A large proportion of its products are made from heat treated steels that require a higher carbon content; the production of these carbonaceous sintered steels poses a special challenge for many MIM manufacturers, as these materials require very precise control of the sintering atmosphere. In many cases, components made from these materials are hardened and tempered following sintering – an area in which Mimecrisa has a large deal of experience. Three carburising furnaces are available for case hardening and quench-and-temper heat treatments, with fine-tuned programs for MIM materials and small parts.
In 2020, Ecrimesa added Additive Manufacturing to its available technologies, enabling customers to manufacture wax prototypes for investment casting with short lead times, or additively manufacture parts using Fused Deposition Modelling (FDM), a form of Material Extrusion (MEX). The resulting parts can be sintered in Ecrimesa furnaces.
In 2021, in response to increasing demand for its MIM parts, the group invested €2 million in the commissioning of a new continuous MIM production line as part of its 2021/22 investment plan, to include a new continuous debinding and sintering furnace from Cremer, and injection moulding machines from Arburg, bringing its total installed MIM capacity to fourteen machines across four continuous lines and two vacuum sintering lines. The new line was scheduled to go into operation in the first quarter of 2022 and would allow Mimecrisa to process over 250 tons of MIM feedstock per year.
Conclusions and future opportunities
In this case study, a part produced via die casting, typically produced with low-melting point alloys, was highlighted as a potential MIM candidate thanks to the customer’s need for higher mechanical and aesthetic properties. In order to transition the part successfully, a high degree of design work and process expertise was required in order to take full advantage of MIM’s capabilities and satisfy all of the customer’s requirements.
Ecrimesa Group, with facilities for both investment casting and MIM, used this expertise to fully understand the limitations and advantages of each process during the design transition, and bring this expertise to the customer. By taking advantage of the synergies between its different manufacturing capabilities, the group was able to accompany and support the customer across the full redesign and manufacturing process, from conception to finishing.
The use of Additive Manufacturing technologies for prototyping, such as metal MEX or metal Binder Jetting, is expected to help further speed up the development of such complex parts. While filament-based MEX techniques are not accurate enough to accurately replicate the finest design features, they can be of help in carrying out sintering tests prior to production. Binder Jetting can more closely match the MIM design as a ‘brown part’ with just a ‘backbone’ binder (though potential demixing or ‘injection memory’ issues will not be highlighted in such prototypes). In future, Ecrimesa plans to utilise these techniques for prototyping new MIM parts. Simulation techniques can also offer some capability to predict the injection path inside the mould, but some other important aspects are not covered by these techniques.
Choosing between MIM and investment casting
Ecrimesa is one of the few companies to be able to offer its customers a choice of between investment casting, machining and MIM. This brings the opportunity to truly find the best process for an application, or to offer a wider choice of solutions as a part’s specifications evolve.
Compared to investment casting, which represents one of the oldest applied metal forming processes, Metal Injection Moulding is a relatively new technology, first commercialised in the 1980s and seeing wider adoption in the 1990s. To this day, investment casting is still one of the most widely used precision forming technologies, with MIM remaining far less known and, where it is applied, primarily being used for the manufacture of small parts.
Both technologies are applied to manufacture small parts that are generally more complex in design and, therefore, processes such as forging cannot be used. One of the main differences between investment casting and MIM is the range of materials that can be processed. In general, investment casting allows for a wider variety of materials, as the MIM process can only be performed with alloys of a higher melting temperature. Materials such as aluminium, for example, do not work efficiently with MIM.
Aside from the choice of materials you want to work with, the decision between investment casting and MIM depends on other primary factors: the size of the part, the complexity of the part and the tolerances required, as well as the number of parts you want to manufacture. The ideal part for the MIM process has a length of less than 100 mm and is produced in batches of more than 5,000 pieces.
In general, most parts with a final weight of less than 15 g produced by Ecrimesa are – depending on the material – produced by MIM, since this technology allows thinner structures and is more material and energy efficient. However, there are still designers who, even for smaller parts, have a preference for investment casting.
Traditionally, 90% of parts weighing more than 100 g at Ecrimesa Group are manufactured by investment casting, since, at that size, the cost of the fine powders used in the MIM process is high, as well as the energy/time required to sinter them. However, due to the experience the group has accumulated in MIM, and the performance of the materials used, more and more parts weighing more than 100 g are being produced by MIM. The supply of the tooling required for MIM has also improved, allowing the technology to be used in wider range of cases. There are, of course, limits: using investment casting, parts weighing up to 25 kg can be produced, whereas, with MIM, the maximum realistic weight of a part is around 250 g.
Finally, there are some additional criteria for deciding between investment casting and MIM. In general, it can be said that the development and production process of new parts is shorter with MIM, since there is no obligation to make multiple moulds and prototypes before starting production, which may be necessary when working with investment casting. In addition, the part design that a user begins with in the MIM process is generally closer to the final part, and machining processes are saved. Typically, parts manufactured by MIM have a very high surface quality without the need for finishing processes.
Author and contact
Manuel Caballero
Technical Director
Ecrimesa Group
Santander
Spain
[email protected]
www.ecrimesa.es