Sintering and creep properties of MIM titanium aluminides (Ti(43-47)Al5Nb0.2B-0.2C)
Titanium aluminides show outstanding high temperature mechanical properties with low density, making them attractive light materials for aerospace and automotive applications. However, conventional processing methods that involve solidification (e.g., casting), can result in segregation which can be eliminated only through thermomechanical treatments. Powder metallurgical processes, including Metal Injection Moulding, can offer both near-net shape fabrication to substantially reduce manufacturing costs, as well as providing a fine and isotropic microstructure in small to medium complex shaped parts.
Some research has already indicated that MIM produced titanium aluminides have good mechanical properties at room temperature achieving a tensile strength of >600 MPa. There is, however, only limited information available on the creep properties of these sintered materials, and how the different microstructural features of sintered TiAl (such as colony size, lamellar spacing, presence of precipitates, porosity, etc.) influence creep properties. Understanding these unique microstructural characteristics is important to allow wider application of MIM titanium aluminides.
Recent collaborative research undertaken at Universidade Estadual de Campinas, Brazil, and Helmholtz-Zentrum Hereon, Germany, has been investigating the effect of Al variations on the sintering behaviour and creep resistance in MIM processed titanium aluminides based on the alloy TNB-V5 (Ti45Al5N0.2B-0.2 C at%). The results of this work have recently been published in a paper by J Soyama, W Limberg, T Ebel, and F Pyczak in the journal Advanced Engineering Materials (Vol.22, 2020, 2000377, 7pp).
The authors reported that an argon gas atomised prealloyed Ti45Al5Nb0.2B-0.2C (TNB-V5) powder (<45 µm) was used as the starting material, and to achieve the aluminium variations high-purity elemental titanium and aluminium powders with particle size also of <45 μm were added to the prealloyed TNB-V5 powder. The titanium addition was used to decrease the aluminium content to 43 at% – designated 43Al, whereas addition of elemental aluminium increased it to 47 at% and was designated 47Al. In addition, high-purity niobium and boron powders were added in small amounts to keep the relative composition constant at the TNB-V5 value.
The binder system used to prepare MIM feedstocks from these powder mixtures was composed of paraffin waxes, polyethylene-vinyl-acetate, and stearic acid. The paraffin waxes and stearic acid were removed chemically in a bath of hexane for 15 h at 45°C. The remaining backbone polymer was removed thermally inside the sintering furnace. The feedstock was injection moulded to produce tensile test bars from which were cut cylindrical specimens of about 8 mm in length and 4.1 mm diameter.
The sintering temperatures investigated were 1450°C and 1500°C with a dwell time of 2 h in a high vacuum of ≈10-4 mbar. After sintering, the cooling rates were in the order of 10°C min-1 from the sintering temperature. The authors stated that the process of sintering is very sensitive and based on the dilatometry results, it was possible to consider the two sintering temperatures of 1450°C and 1500°C. In the case of 43Al and 47Al, a lower temperature could suffice for proper sintering as densification took place below 1500°C. However, the higher sintering temperature of 1500°C could improve densification due to the presence of liquid phase, as in the case of TNB-V5 (45Al).
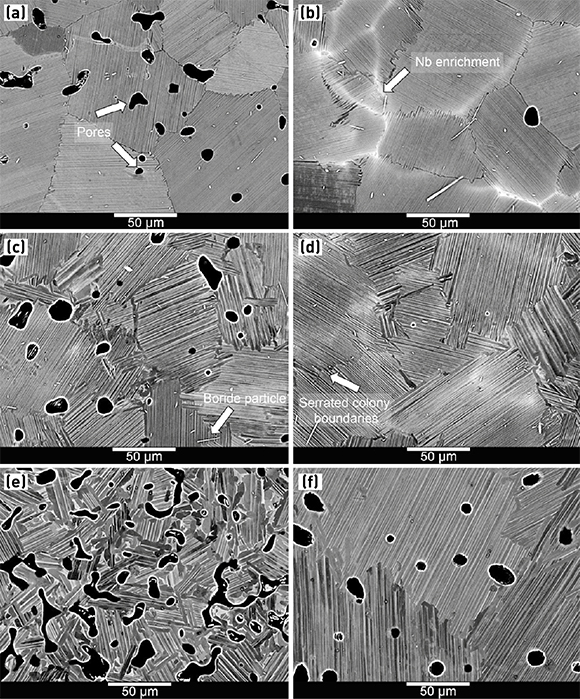
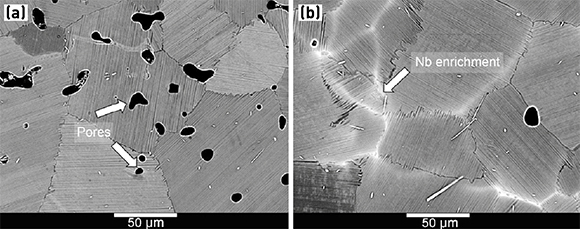
Fig. 1 shows SEM images of specimens with the three aluminium variations sintered at 1450 and 1500°C for 2 h. In all cases, a fully lamellar microstructure was achieved with different colony sizes. From the SEM images it was possible to identify pores, represented by the dark (mostly circular features) elongated particles that correspond to borides and areas of increased Nb content, as shown in Fig.1b. It was also established that colony size and porosity were influenced by the sintering temperatures. Sintering at 1450°C led to higher porosity of ≈10% in the case of the most porous 47Al, whereas sintering at 1500°C could significantly decrease the porosity to values <1% for the alloys with 43Al and 45Al, whereas for 47Al, a value of about 7% was achieved.
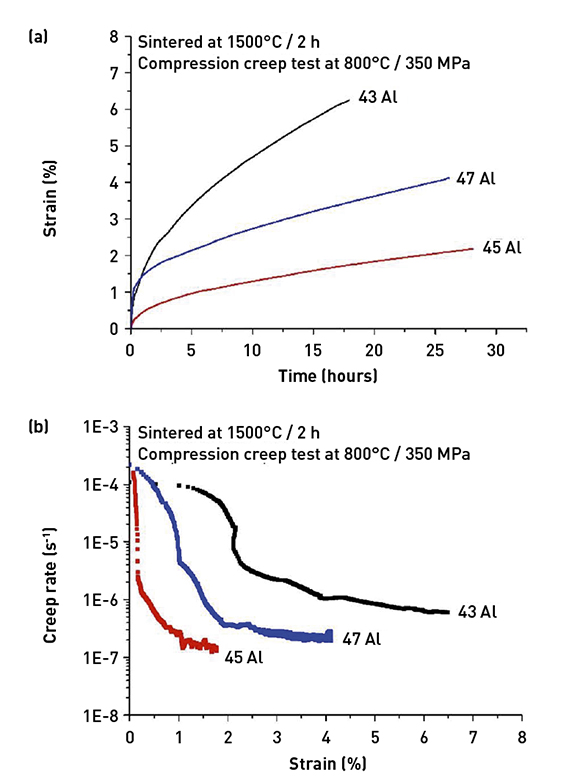
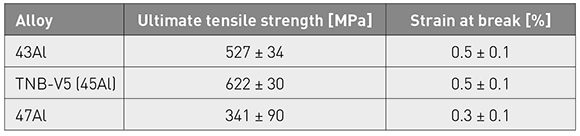
The researchers also investigated the mechanical properties of the MIM TiAl alloys. They established that, at room temperature, high tensile strength of around 500–600 MPa was achieved for Ti45Al5Nb0.2B-0.2C and Ti43Al5Nb0.2B-0.2C, whereas Ti47Al5Nb0.2B-0.2C resulted in reduced tensile strength due to higher porosity (Table 1). The most creep-resistant alloy was Ti45Al5Nb0.2B-0.2C, which could be sintered to very low porosity and showed serrated colony boundaries. For the same sintering parameters, Ti47Al5Nb0.2B-0.2C showed higher creep resistance in comparison to Ti43Al5Nb0.2B-0.2C (Fig. 2), which was attributed to the larger colony size achieved after sintering induced by the higher Al content. This, they state, indicates that the effect of porosity was secondary to colony size in compressive creep at 800°C and 350 MPa loading.