



Mass production potential for PIM superhydrophilic copper surfaces
Superhydrophilicity refers to the phenomenon of excess hydrophilicity (attraction to water) and, in superhydrophilic materials, the contact angle of water is equal to zero degrees. Such materials have various advantages and can be used, for example, to defog or self-clean glass. Hydrophilic metallic surfaces have also been widely studied for use in several practical applications, including pool boiling heat transfer, water sanitation, water harvesting, and corrosion protection. Hydrophilic metallic surfaces are usually fabricated by micromilling and laser machining processes. However, these machining processes have a low production rate and are unsuitable for mass production.
Research carried out at the Pohang University of Science and Technology (POSTECH), the Smart Manufacturing Technology R&D Group at the Korea Institute of Industrial Technology (KITECH), and the Convergence Research Center for Flat Optics and Megaphotonics (Pohang), all based in the Republic of Korea, has been investigating using Powder Injection Moulding to produce hydrophilic micropatterned copper surfaces on a mass production basis. The results of this research have been published in the journal Powder Technology, July 2022, with the authors Hanlyun Cho, et al., and showed that superhydrophilic micropatterned copper surfaces could be produced by PIM without any defects on a mass production basis.
The authors reported that polymethylmethacrylate (PMMA) was used as the sacrificial tool insert material to achieve the desired micropatterned copper surface during injection moulding because PMMA can be readily removed by immersion in a solvent. PMMA sacrificial mould inserts can be fabricated by photolithography. The height of the final micropattern can vary depending on the thickness of the PMMA layer. The micropatterns are restricted to 2D patterns because the photolithography process is unsuitable for 3D patterning.
A spherical copper powder, having a median particle size (D50) of 4.43 µm, was mixed with a wax-polymer-based binder for 3 h at 160°C to produce the PIM feedstock. Optimum solids loading in the feedstock was established as 56 vol.% and the feedstock was mixed three times to provide a homogeneous mixture. Feedstock – at a temperature of 160°C – was injection moulded into a square mould cavity having a length of 12.5 mm and thickness of 0.7 mm. Various sacrificial mould inserts were placed in the mould cavity to shape the micropatterns. Plain surfaces without micropatterning were also produced by injection moulding without an insert for comparison. Mould temperature was maintained at 50°C and an injection pressure of < 80 MPa was used.
The PMMA sacrificial mould insert was removed by dissolution in acetone at 50°C for 3 h and the PIM binder system was removed by solvent debinding and thermal debinding steps. The debound parts were then sintered in a tube furnace in a hydrogen atmosphere at 1030°C for 1 h to reach a sintered density of over 90%. The selected processing conditions resulted in defect-free micropatterned surfaces and the authors stated that mass production could be achieved by scaling up the debinding and sintering steps by using a continuous furnace.
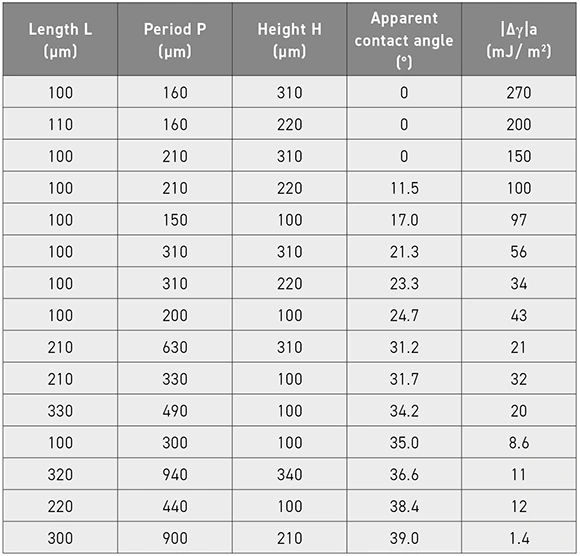
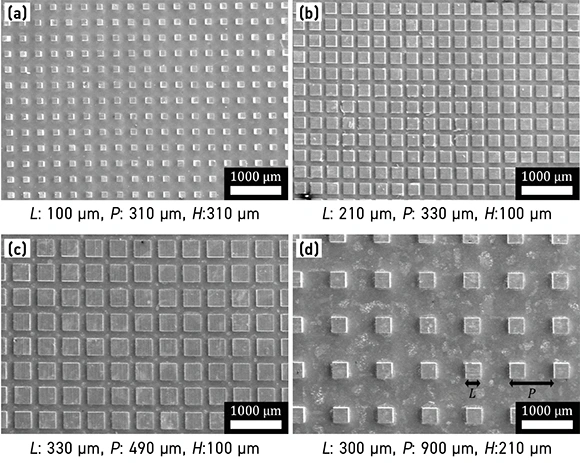
A selection of the PIM micropatterned copper surfaces are shown in Fig. 1 and the dimensions of the surfaces, as measured from SEM images, are listed in Table 1. SEM images of the superhydrophilic surfaces obtained in this research are shown in Fig. 2.
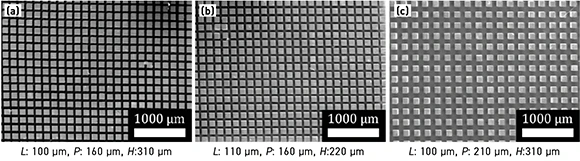
The authors also investigated the wettability of the manufactured PIM surfaces by measuring the apparent contact angle. They found that the apparent contact angle tends to decrease as the absolute value of the difference in effective surface free energy between the wet and dry states increases. When the absolute value of the difference is equal to or exceeds 150 mJ/m2, the surface is fully wetted immediately and exhibits superhydrophilicity. Both high aspect ratio and small gap size are key to achieving superhydrophilicity of the micropatterned copper surface.
The authors are therefore confident that superhydrophilic micropatterned copper surfaces can be obtained by PIM, even though the micropatterns are restricted to 2D. Furthermore, because PIM exhibits a good material flexibility, it may also be possible to manufacture the superhydrophilic micropatterned surfaces using other materials, such as stainless steel.
www.sciencedirect.com/journal/powder-technology
The news story is part of the December 2022 edition of PIM International. The magazine is available, in full, to read in your browser or via pdf.



















