



Insight from Fraunhofer IFAM’s 4th Workshop on Sinter-based Additive Manufacturing: A status update
The 4th Workshop on Sinter-based Additive Manufacturing, organised by Fraunhofer IFAM, in Bremen, Germany, took place from September 13-14 2023. It convened global experts to discuss advancements and challenges in the field. The workshop explored the maturation and potential applications of sinter-based AM technologies and highlighted the latest technical advances. Sonja Böske da Costa reports on the workshop’s presentations and discussions. [First published in PIM International Vol. 17 No. 4, Winter 2023 | 30 minute read | View on Issuu | Download PDF]

At the 4th Workshop on Sinter-based Additive Manufacturing, organised by Fraunhofer IFAM in Bremen, Germany, the ‘who’s who’ of this dynamic branch of metal AM made it their mission to address the biggest challenges that this area of the technology faces, consider if and where progress has been made, and explore what happens now, after the ‘AM hype’ of recent years.
Without giving it all away, by the end of the event the answer was clear: the technology has matured immensely over the past few years and, as a group of manufacturing processes, sinter-based AM has found more than just a niche. Every aspect of the technology is constantly developing and maturing, from powders to binders, furnaces to process automation.
The audience at the workshop was an international mix of suppliers, researchers, and users. During and between presentations, the discussions were very open about understanding the current status quo, the challenges, and exploring the quo vadis. On the first day, following a welcome by Fraunhofer IFAM’s Dr Sebastian Boris Hein, Head of Department Powder Technology, the opening session featured a statistics-based presentation on current and future addressable markets for sinter-based AM by Bastian Barthel, AMPOWER, and a hands-on ‘how to’ talk on debinding and sintering technology by Stefan Joens, Elnik Systems LLC.
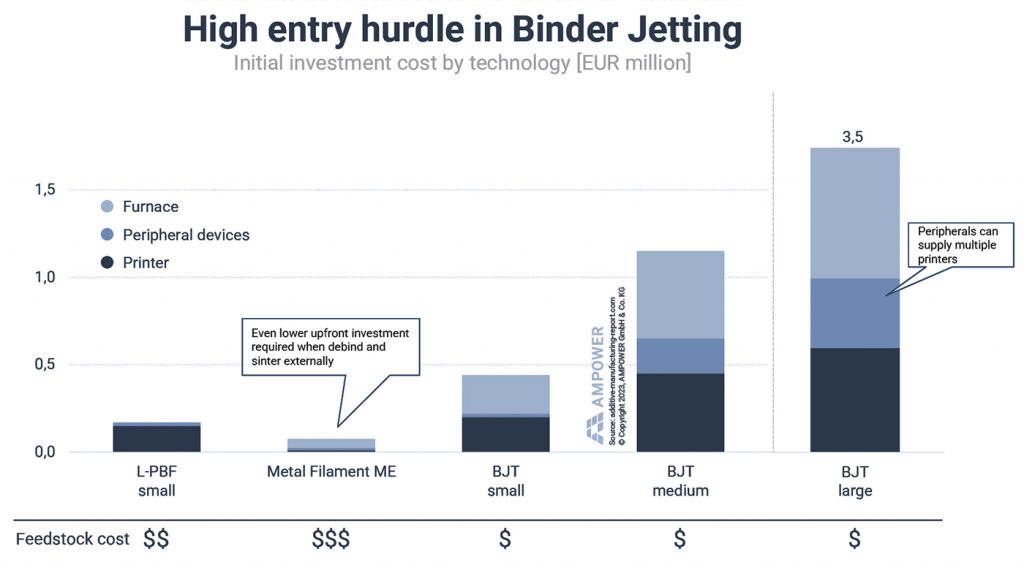
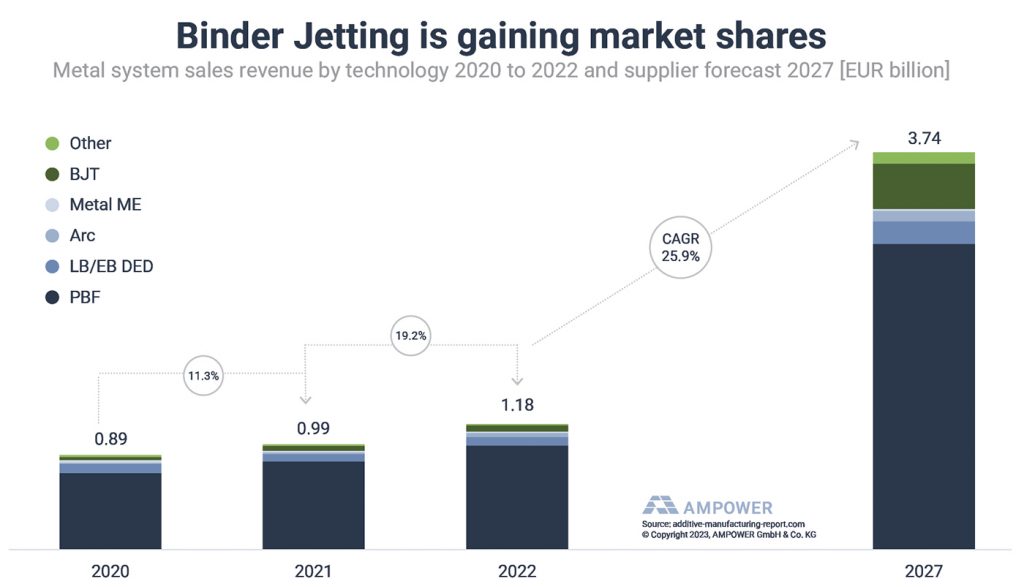
Both agreed that the Binder Jetting (BJT) technology landscape is maturing. From stainless steel valves to surgical jaws and smart watches – anything appears to be possible. Barthel presented a projection that forecasts that Binder Jetting will see a significantly increasing share of metal AM machine sales between now and 2027 (Fig. 2). Yet, the question remains as to why the most likely application areas for the technology are only slowly being adopted by the mass market. As in any industry, the lower the cost of a technology, the bigger its potential market becomes. Cost reduction, it was agreed, is therefore key. Fig. 3 shows that the current initial cost of entry for both small, medium and large-scale Binder Jetting operations are significantly higher than other metal AM processes. To capture the addressable market, three goals (Fig. 4) were identified:
- The effective transfer of expertise/knowledge
- Lowering of barriers to entry
- Technology advancements

These relate closely to what Joens focused on when he defined his mission as “turning the black box situation in sinter-based Additive Manufacturing into a glass box.”
He also shared an ‘insider’s tip’ with participants: focus on fewer binder types, and use Thermogravimetric Analysis (TGA) to fully understand your debinding process. All binders are different, he stated, and he encouraged participants to perform TGAs using the processing environment which will be used for volume production. His rules for TGAs were outlined as follows:
- Ramp rate should be 1-2°C per minute – not more!
- Perform the TGA with the same gas as used for debinding
- Ramp up to 600-700°C
His key message? You can’t over-debind your parts, but you can certainly under-debind your parts, and TGA will show you what is happening.
Another process consideration highlighted was build density – the denser, the better – but strive for build density consistency. Residual stresses resulting from the build direction are usually only noticeable after sintering, when it is too late, so the use of sinter simulation software may help to prevent scrap.

Lightweight and reactive materials
The opening session was followed by discussions on the Binder Jetting of lightweight and reactive materials – with Takafumi Sasaki, Ricoh Company Ltd., and Matteo Zanon, Kymera International, focusing on aluminium alloys. Pierre-Victor Sabatier, Desktop Metal, also considered lightweight metals, including titanium alloys.
Commercialising aluminium BJT
Ricoh’s Takafumi Sasaki stated that it was his mission to commercialise aluminium Binder Jetting. The difficulties of sintering aluminium are well-known. Sintering at a temperature that breaks the oxide layer will melt the aluminium as well, making it impossible to retain the shape of the green part. Ricoh’s solution to the problem is an optimisation of Liquid Phase Sintering. The company had introduced three strategies to retain green part shape:
- Precise temperature control
- Advanced support strategies including setters and ceramic powders
- Design for AM – knowing the limits of the technology and geometry.
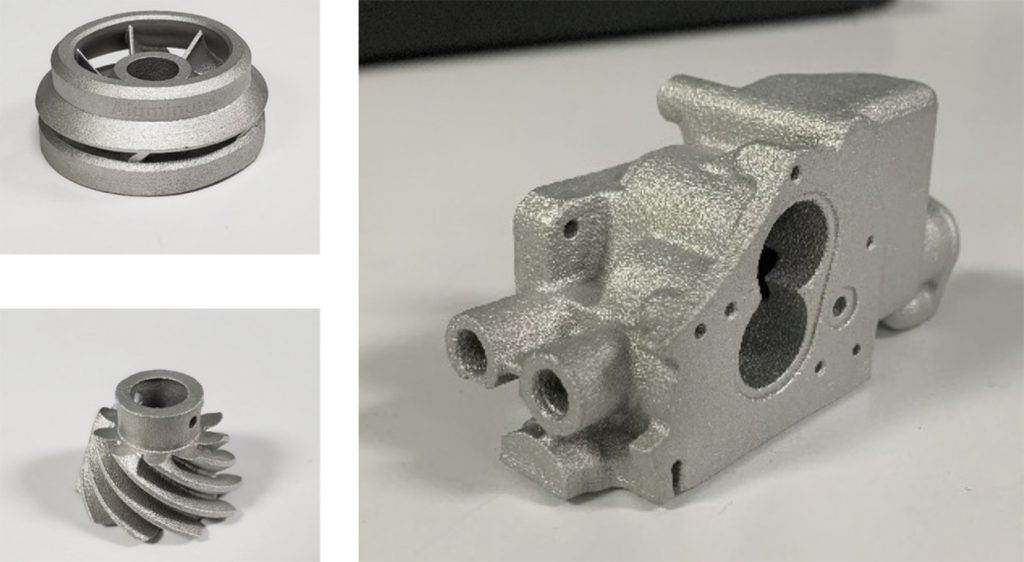
Ricoh’s presentation concluded with two case studies and two life-cycle cost analyses, which considered not only material and production costs, but also the parts’ respective carbon footprint. Fig. 5 shows one example of an aluminium alloy (AlSi) BJT part produced by the team at Ricoh.
BJT process safety, stability, and repeatability
David Wonn and Pierre-Victor Sabatier from Desktop Metal added their latest developments on printing and sintering aluminium in an inert atmosphere, which ensures process safety and process stability as well as the repeatability that is indispensable with regards to industrialisation. A number of sample parts were presented, including those shown in Fig. 6.
The biggest challenge in general is variability – that the results vary from day to day. One key factor behind the successful development of aluminium Binder Jetting, Wonn and Sabatier stated, is the use of Live Sinter, Desktop Metal’s sintering simulation and distortion compensation software. The second key factor is the development of new binder systems, together with Fraunhofer IFAM in Bremen, for reactive materials such as aluminium and titanium, in order to control carbon content and improve green strength for safe handling.

Binder Jetting vs. Material Extrusion
Kymera’s Matteo Zanon elaborated on the Binder Jetting of aluminium versus filament-based Material Extrusion (MEX), also known as Fused Filament Fabrication (FFF). He stressed that the binder is one of the most important parameters of the process, and that deformation after sintering is the biggest challenge which jeopardises the repeatability of results.
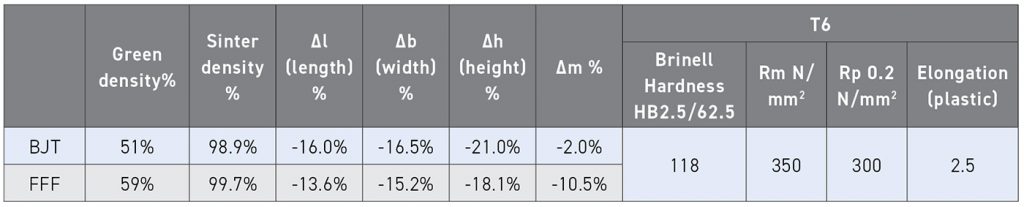
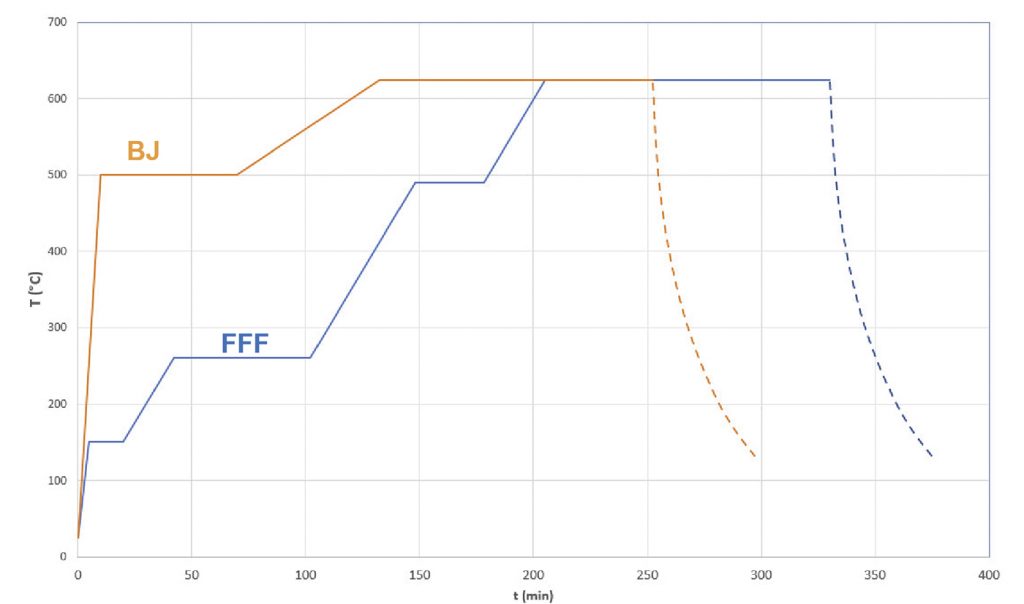
Filament-based MEX and BJT have similar properties. Whilst the mechanical properties are comparable (Table 1), the green density of filament-based MEX is higher, which leads to a lower shrinkage rate and, therefore, more exact dimensional control. Thus the raison d’être for both processes is legitimate, and the actual application needs to be validated for each business case. A comparison of the debinding and sintering cycles is shown in Fig. 7.
Binder Jetting: Gas, HIP, and technology accessibility
The first day of the workshop was rounded off with insights on hardware and processing-related considerations for Binder Jetting – with a focus on the role of gases from Kai Zissel, Linde GmbH, post-sintering heat treatments by Fredrik Berg Lissel, Markforged, and upscaling of complex metal part production by using cost-effective solutions from Eren Tigrel, Sintertek.
The role of gases in the complete process chain

Kai Zissel elaborated on the role of gases along the Binder Jetting value chain and started with the atomisation process, where gases play a major role in improving the process. The storage of powder in a protective environment then ensures consistent powder quality. An inert environment during printing & curing, he stated, enhances the choices of processable materials by reducing safety risks as well as improving process robustness and powder reusability by limiting oxidation. Linde, it was stated, is developing an argon/oxygen mixture for efficient debinding, while limiting oxidation. For sintering, Linde has developed an ‘office-friendly’ ADDvance® Sinter250 product, an argon/hydrogen mixture for improved sintering performance. Linde AM’s R&D centre in Munich, which features a Desktop Metal Production System P1 along with post-processing and analysis equipment, supports the company’s work on process gas optimisation for BJT (Fig. 8).

Post-sintering HIP of BJT-processed H13 tool steel
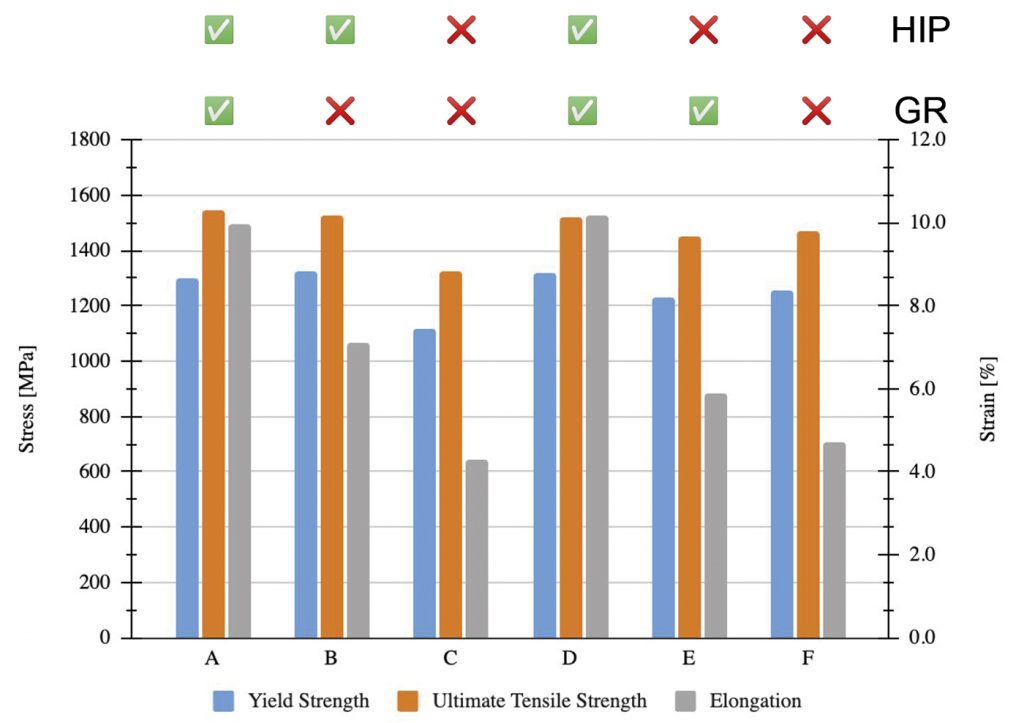
Frederik Berg Lissel provided an overview of different post-sintering heat treatment approaches at Markforged, based on the BJT technology it acquired from Digital Metal, to improve the mechanical properties, especially the impact toughness, of BJT H13 tool steel.
Different combinations of sintering temperature and HIP cycle with a view to grain refinement were applied, and the resulting material properties were examined. HIP and grain refinement have a significant impact on the elongation of hardened and tempered H13, whereas yield strength and ultimate tensile strength is only marginally affected by the microstructural changes. Low temperature sintering provides for lower density, but it is still possible to HIP and achieve significant grain growth (Fig. 9).
Why aren’t more people ‘doing’ AM?
Eren Tigrel attempted an answer to the question: why is everybody talking about Additive Manufacturing, but few do it? He mirrored the earlier suggestion that high initial barriers to entry are surely a leading explanation for this. His ranking of barriers was as follows:
- High initial costs
- Complexity in process parameters
- Limited access to training
- Post-processing challenges
- Material limitations
Accessibility is key, he stated, and the more a technology is used, the more everyone can benefit from the insights and learnings.
Material and process-related developments
The second day started off with a session on material and process developments. This began with the presentation of a project on the manufacturing of highly-stressed powertrain components by Gerrit Hellenbrand, from the Laboratory for Machine Tools and Production Engineering (WZL) at RWTH Aachen, followed by a discussion of the potential opportunities in the area of high-speed steels led by Dr Ing. Patrick Koehnen, GKN Additive Manufacturing. The session concluded with insight into the benefits of fine gas atomised powders by Dr Paul Davies, Sandvik Osprey Ltd.
Evaluating a BJT powertrain gear
Much work has been done on the production of automotive gears via the ‘press and sinter’ Powder Metallurgy route, with some successes. Gerrit Hellenbrand and colleagues are taking the use of metal powder-based processes a step further by evaluating the performance of gears produced by Binder Jetting. Motivations include the ability to easily rapid prototype gears, the ability to significantly reduce part weight (hence impedance) and material usage, improved management of noise, vibration and harshness (NVH), and reduced overall energy consumption in manufacturing and operation.
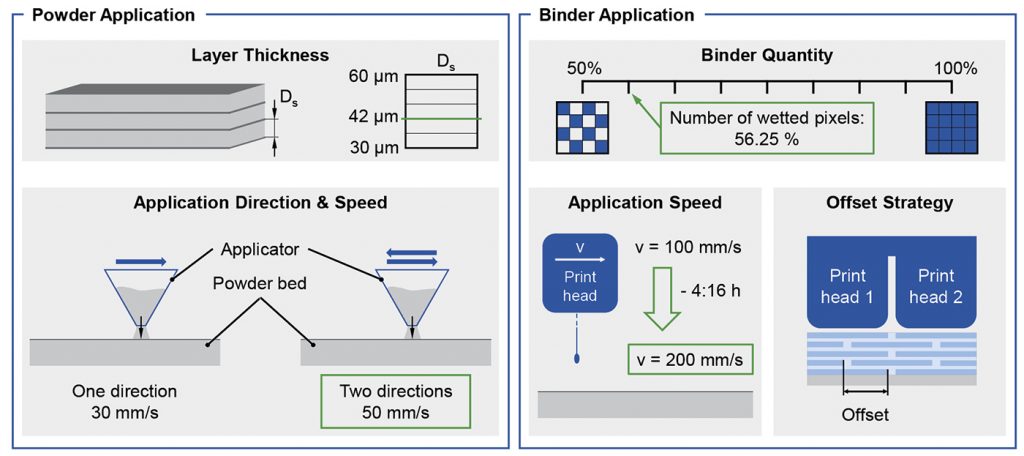
To achieve a high green part density, 17-4 PH stainless steel was used for the gears featured in this presentation. Much effort was made to understand and control the process variables for the optimisation of BJT gears, including in relation to powder and binder application (Fig. 10) The produced gears were tested either by a running test or by an analogy test of the tooth root (Fig. 11). The endurance limit for the tooth root load capacity of Binder Jetting gears made from 17-4 PH was improved by 96% compared to 316L. Future work will include the development and certification of further materials, in particular case hardenable steels.
An exploration of BJT for high speed steels
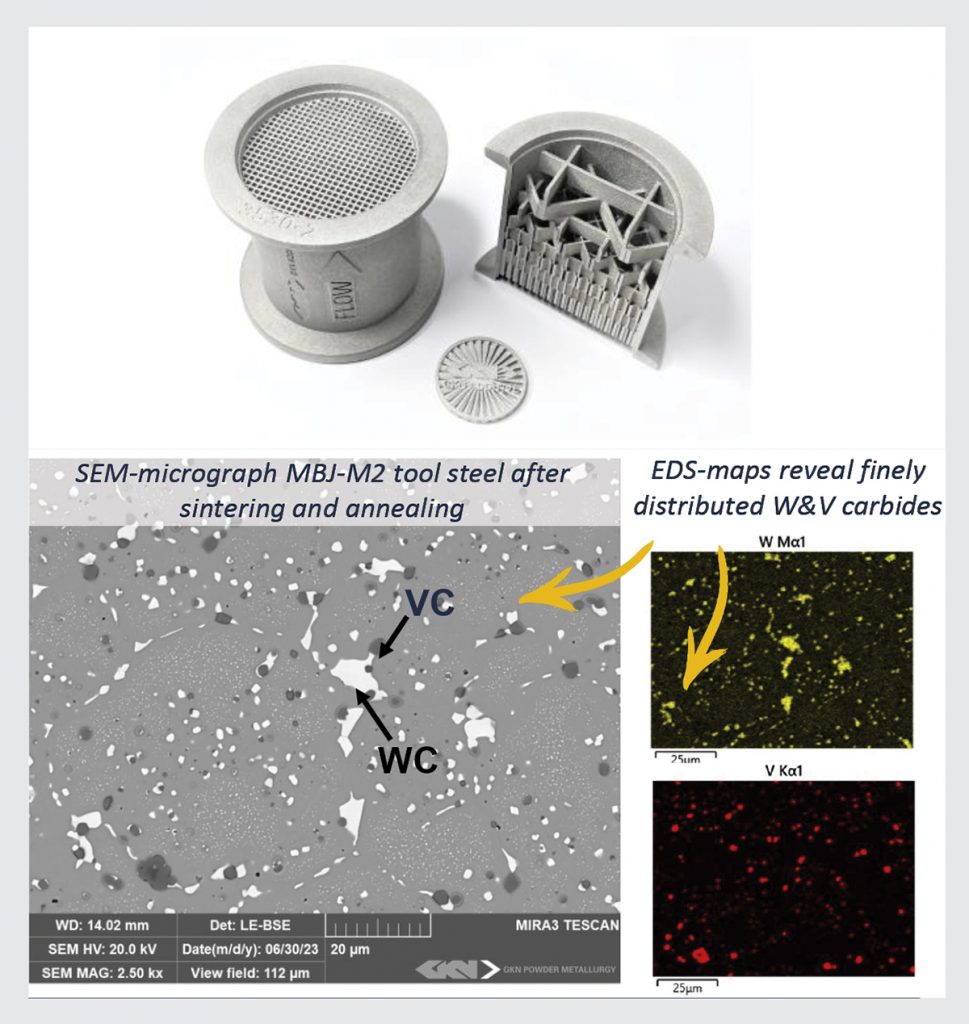
Patrick Köhnen, GKN Additive Manufacturing, focused on the potential of industrial metal Binder Jetting in the field of high-speed steels. He stressed that sintering simulation software is key for highly complex parts. The wider challenge, of course, is that metal AM is an expensive endeavour, but there is great potential for the serial production of high-speed steels via sinter-based AM. Supersolid liquid phase sintering helps in achieving high densities, it was stated, but, as pointed out by the previous speakers, process control is key to shape loss in sintering.
The results presented showed part densities that varied between 99.6 and 99.7% without HIP treatment. It was shown that a high (and finely distributed) carbide content resulted in excellent hardness and wear-resistance (Fig. 12). The benefits of using BJT were stated as 50% higher productivity, 67% higher tool lifetime and 70% less raw material compared with conventional production.
Powder selection for high density parts
Paul Davies explained how Sandvik’s fine gas atomised powders can make a significant contribution to sinter-based AM technologies. For example, the material properties of 316L stainless steel powder (<22 µm) processed by BJT can meet and exceed minimum requirements, as defined by relevant ISO, ASTM and MPIF standards developed for MIM, if the porosity level is reduced to less than 2%, and ideally less than 1%.
To achieve maximum sintering density, Davies stated that the powders should be as fine as possible and have a high sintering activity, which is typically inversely proportional to the flow characteristics. He stated that the latest Binder Jetting technologies incorporate techniques to mitigate the limited bulk flow characteristics of fine powder, and a great deal of research has focused on the powder size distribution, morphology, and surface chemistry and even additions of flow aids like fumed silica, provided some promising results regarding increased apparent, tap and powder bed density, and in turn increased green and sintered density.
He concluded by stating that the range of alloy powders is expanding as new applications emerge, including high-conductivity copper alloys and tungsten carbide powder, which are suitable for Binder Jetting.
Expert panel discussion
An expert panel discussion had a focus on the implementation of sinter-based AM. This proved to be lively and insightful, with experts from both suppliers as well as end users on the panel. Initial advice was to start small, bring the experts to the table, and collaborate more.
In general, setting the right expectation for sinter-based AM processes is essential. It is important to push customers to define their needs clearly and consecutively, to be trandrsparent about the process chain and machinery that has to be included, as well as the price of the part. Creating new business models is a multi-stage process, and educating the market about the need for a complete ‘production system’ for Binder Jetting is still a big task.

With regards to the question of competition from China, the panel showed little concern. The consensus was ‘the more, the merrier’ – competition in general is beneficial for a new technology.
Where concern was expressed for the BJT process, it was with regards to the so-called ‘archaeological’ work of depowdering parts. Some suggested that this is – and in some cases always will be – a manual and time-consuming task and with potential health risks if the necessary precautions against exposure to metal powder are not taken.
The overall conclusion was that it is necessary to clearly define the remaining problems that must be addressed and to narrow down which technology can solve them best. Communication with users is key to create the success stories this technology needs. All panel participants agreed that sinter-based AM technology has made its mark, but is yet to see a successful widespread breakthrough to mass production.
Alternative sinter-based AM processes
The afternoon’s programme had a focus on alternative sinter-based processes. Vat Photopolymerisation (VPP), also referred to as Lithography-based metal Additive Manufacturing, was covered by Denise Mödder, Incus GmbH. The Cold Metal Fusion (CMF) process was introduced by Christian Staudigel, of Headmade Materials GmbH, and Spark Plasma Sintering technology (FAST/SPS) was covered by Arnaud Fregeac, Norimat Group.
Vat Photopolymerisation for metal AM parts
As Denise Mödder elaborated, VPP or lithography-based metal AM, is a two-stage process in which a green part is created in a vat of photo-reactive liquid, followed by a debinding and sintering process that sees 18-20% shrinkage. Final part density can be up to 99% and the material that is left after the ‘de-caking’ process can easily be reused. With the new Hammer Pro machine from Incus, the build volume of lithography-based metal manufacturing is increasing, and MIM size-range parts in high quality and quantity, such as the very small laparoscopic tool mini-gripper, shown in Fig. 14, are now possible.

Cold Metal Fusion (CMF)
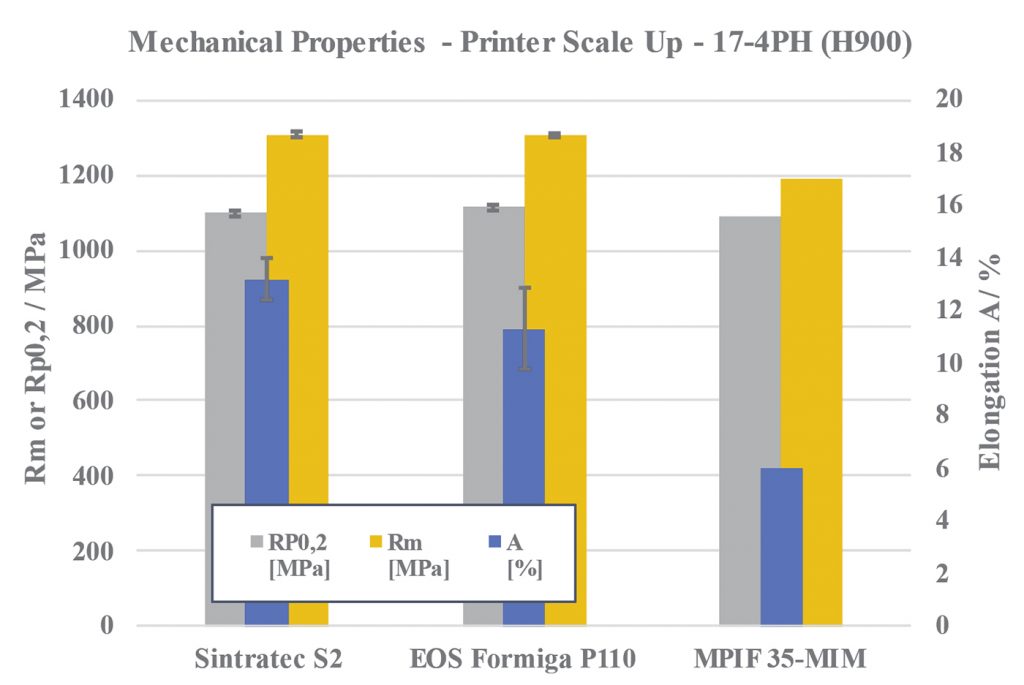
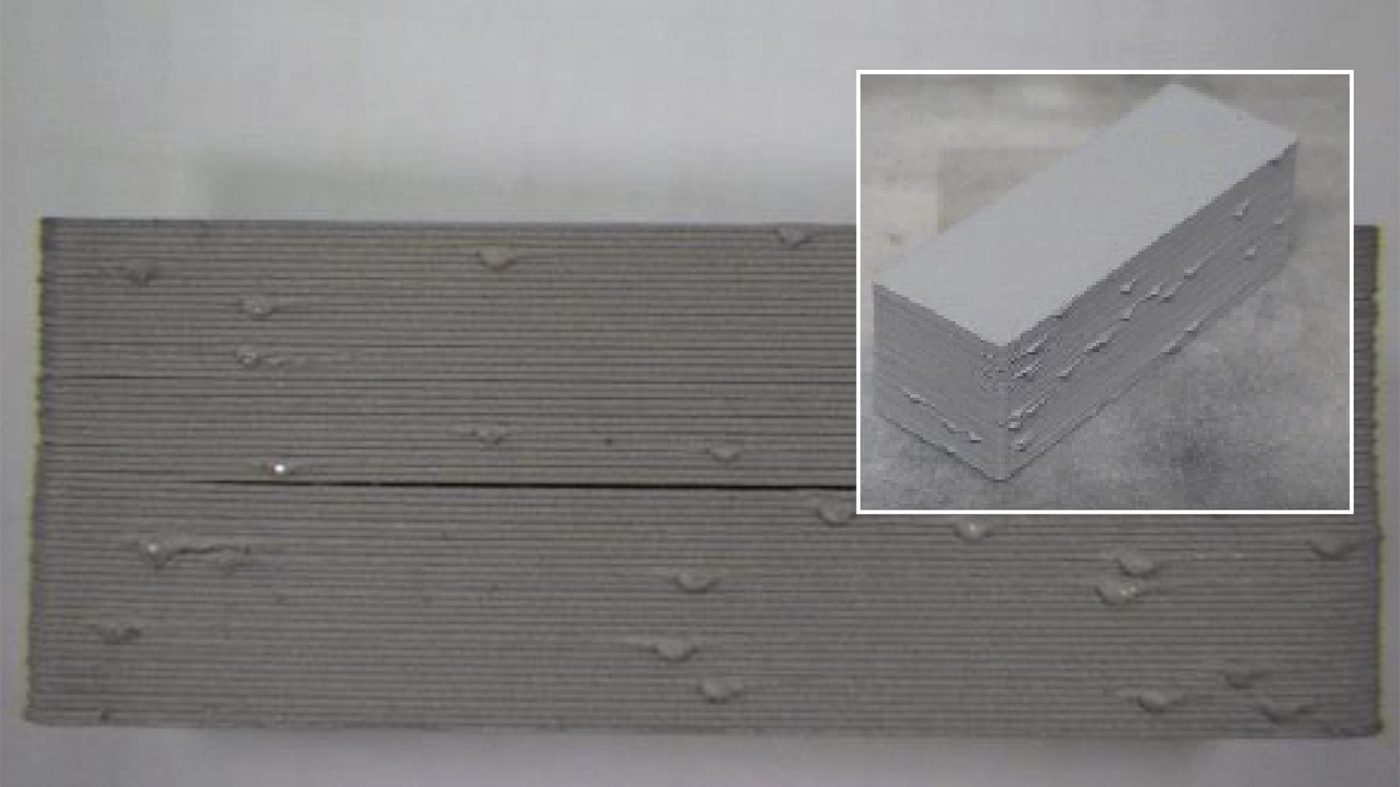
Christian Staudigel introduced the Cold Metal Fusion (CMF) technology to the participants. The process was reported to have several benefits, including the use of widely-available PBF-LB machines for processing polymer parts, a wide range of materials, scalability, and low costs, as well as strong green parts and uniform shrinkage.
The green parts, formed in polymer PBF-LB machines, are created from polymer-coated metal powders, so the processing temperature to form the green parts is a modest 50-70°C. After depowdering, the powder can be fully reused. As shrinkage in general is a problem, the good news here is that the homogeneous green parts produced by CMF display a homogeneous shrinkage behaviour.
The mechanical properties of CMF Ti-6Al-4V samples correspond with mechanical properties achieved by MIM. Additionally, CMF materials can be processed by both fibre lasers (as used in the Sintratec S2) and with CO2 lasers (as used in the EOS Formiga P110), achieving identical material properties (Fig. 15).
Spark Plasma Sintering
Arnaud Fregeac introduced FAST/SPS, a high-performance Spark Plasma Sintering and densification post-process, where a current and pressure is directly applied to the mould to influence and fine-tune the microstructure. One clear advantage of this hybrid AM and SPS process is that a rapid debinding and sintering is carried out in one step. Thanks to SPS, energy consumption is optimised and all types of materials can be used. Material consumption is very low, and any scrap can be reused. It was stressed that this is not a ‘small batch’ process – it is already being applied in mass production, as impressively demonstrated by several case studies.
Sinter-based AM process analytics
The two-day workshop ended with a spotlight cast on supporting process analytics such as IR-spectroscopy, presented by Dr Ing. Johannes Trapp, Fraunhofer IFAM Dresden, moisture monitoring in metal powders by Louis-Philippe Lefebvre, National Research Council Canada, and a final presentation by Fraunhofer IFAM’s Dr Sebastian Boris Hein, who discussed advanced analytical tools for Binder Jetting.
IR-spectroscopy in sinter-based AM
IR-spectroscopy is an efficient tool for achieving low impurities after debinding. Titanium, for example, easily becomes brittle if binder components remain in the part when it is sintered. Process gas analysis, in which the gas composition is monitored in real time to identify and measure debinding products, has been used to great success in the MIM industry and it is regarded as an essential tool to understand the breakdown and removal of the new generation binders used in Binder Jetting and other sinter-based AM processes. The resulting data can be used to optimise processes and ensure the full removal of impurities stemming from the binder.
At the same time, the costs for process gas and the energy required for furnace heating can be reduced, and the output product is optimised, with a reduction in defects caused, for example, by trying to debind parts too quickly (Fig. 16).
The effects and the measurement of moisture in AM powders
Louis-Philippe Lefebvre focused on the effects and the measurement of moisture in AM powder feedstock, which can have a major impact on final results, depending primarily on the type of material and the BJT system used (Fig. 17). Moisture, he stated, can accumulate in different stages of the process – from powder production to shipping and storage, as well as handling and during processing. The effect is rapid but reversible: drying treatments reduce the moisture – depending on the powder – but they are not 100% effective and may cause oxidation.

Use the full suite of tools for a complete understanding of your process
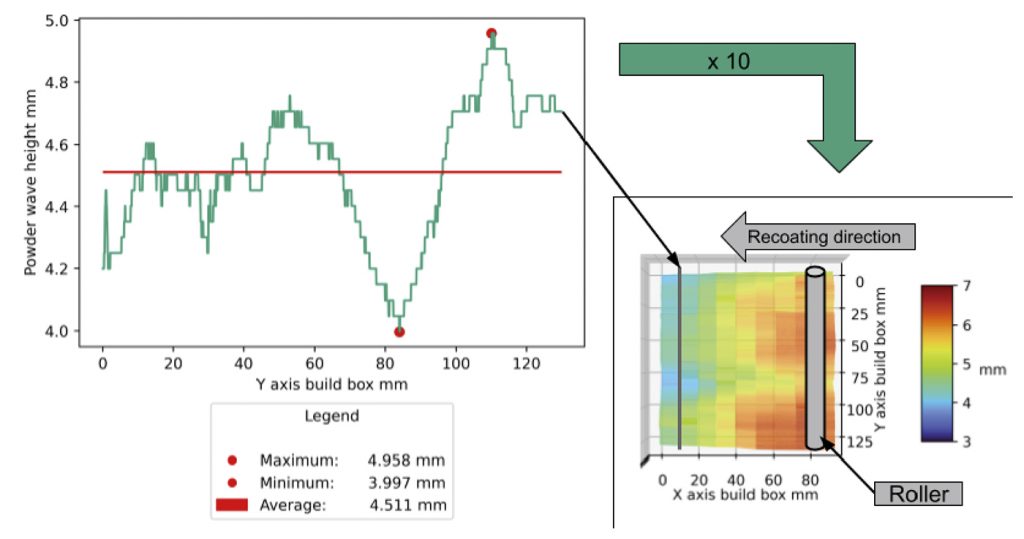
The ‘last man at the mic’, Dr Sebastian Boris Hein, pointed out that a lot of hidden potential lies in additional analytical tools for a deeper understanding of the metal Binder Jetting process. Tools under development target the ability to optically quantify the amount of powder building up in front of the roller (Fig. 18), as well as the thermal analysis of the powder bed surface during the process, and an optical geometric analysis of green bodies during the process.
As stated by other speakers before him, Hein referred to the fact that metal Binder Jetting is a complex process and stressed that there is still a lot of room for research and new analytical tools. Fraunhofer IFAM, he stated, is working on developing these tools to generate more data for a deeper understanding of the process.
Conclusion
Participants went home with a suitcase full of new insights and ideas on markets, applications, and processes, as well as new connections. All of this will likely push the ‘fast forward’ button for the future industrialisation of Binder Jetting and the wider landscape of sinter-based AM technologies.
There was full agreement that sinter-based AM is definitely ‘going places’ and that there is huge potential with regards to industrialisation and the development of a wide range of applications.
One thing is for sure: next September, at the 5th Workshop for Sinter-based AM, the industry in general will be presenting more insights and a better understanding of all the parameters in the black box called Sinter-based Binder Jetting and, without doubt, there will be more of those success stories that everybody is craving!
As we say in Germany: Gut Ding will Weile haben und vortreffliche Sachen werden ohne große Mühe und Arbeit nicht erworben – good things take time and excellent things are not acquired without great effort and work!
Author
Sonja Böske da Costa
Head of Corporate Communications
Fraunhofer Institute for Manufacturing Technology
and Advanced Materials IFAM
Wiener Strasse 12
28359 Bremen
Germany
[email protected]
www.ifam.fraunhofer.de
Save the date
September 11-12, 2024
5th Workshop Sinter-based Additive Manufacturing




