



Plansee: Innovation drives energy reduction in vacuum furnaces for MIM and sinter-based Additive Manufacturing
Whilst Metal Injection Moulding (MIM) and sinter-based Additive Manufacturing processes such as Binder Jetting (BJT) are already recognised as ‘greener’ technologies than conventional processes such as casting, the drive towards energy efficiency in the sintering process is crucial to further reduce the product carbon footprint of sintered parts. Here, Plansee High Performance Materials, a Plansee Group company, introduces a new generation of hot zones that reduce energy consumption by as much as 27% – while maintaining high performance. [First published in PIM International Vol. 17 No. 3, Autumn 2023 | 10 minute read | View on Issuu | Download PDF]

Industry faces the challenge of saving energy on a massive scale. This is the only way to reduce long-term costs and the only way to produce goods in a climate-friendly process. However, this new efficiency must not come at the expense of quality. The resultant need for optimisations that combine high performance with sustainability becomes a complex task where industrial processes require a particularly large amount of energy. This is the case, for example, with the high-temperature vacuum furnaces used for the sintering processes in industries such as Metal Injection Moulding and sinter-based Additive Manufacturing, where working temperatures up to 1,750°C may be needed.
Energy saving is a crucial factor in protecting the climate. In addition, the sintering industry has suffered from exceptionally high energy costs in recent years. “High-temperature vacuum furnaces for sintering and heat treatment typically consume several hundred kilowatts of power and process times can be as long as 24 hours,” stated Karl-Heinz Leitz, a development engineer at Plansee High Performance Materials in Reutte, Austria, who works on the numerical simulation of processes in refractory metal production and processing. “The energy consumption of a single sintering cycle run can easily exceed the annual power consumption of an average household.”

It therefore seems obvious that high-temperature furnaces in industry have a particularly large potential for saving energy. It is important to maximise this potential – not only to reduce energy costs, but also to protect the climate, and to help the global community achieve the goals set in the Paris Agreement, an international treaty on climate change that was adopted at the UN Climate Change Conference in Paris in 2015.
Under this treaty, countries have pledged to reduce their emissions, and the agreement pursues efforts to limit the temperature increase to 1.5°C above pre-industrial levels, recognising that this would substantially reduce the effects of climate change. “The next generation of Plansee hot zones is completely in line with our customers’ sustainability goals and their need to reduce emissions. However, there is a variety of other benefits as well,” stated Peter Mallaun, application manager for thermal processes.
To reach the climate goals, the players in the sintering and heat treatment industries need innovative and trustworthy partners who can provide them with the right solutions. Plansee not only supports its customers in achieving their sustainability goals, but also helps them to save money and increase the quality of their products.
“We are working on solutions that combine climate-friendly production, energy-saving approaches, and our passion to guarantee the highest possible quality,” says Bernhard Mayr-Schmoelzer, manager of the innovation hub X-Lab, Corporate Research & Development, and head of this innovation project.

Hot zones are key to energy efficiency in high-temperature processes
Plansee supplies metallic hot zones and components to manufacturers as well as operators of industrial furnaces worldwide. They are a critical part of high-temperature processes, ensuring that the temperature in the furnace is optimally distributed. The energy balance of these processes depends on the quality of the hot zones. If they are not optimised for a particular industrial furnace, heat, and with this, energy, is lost. This is why it is advisable for industry to invest in the best technology: efficiency in these processes is more important than ever, especially as, in the long run, an investment in the best technology will reduce total cost of ownership. But what is the best technology, and how do you develop it?
An interdisciplinary team with a passion for improving efficiency has been working on hot zone development at Plansee. The team’s members are driven by the following question: no matter how good our products already are, what can we do to further improve them? A key factor behind the eventual success of these innovations was the way the process was organised and communicated.

“We did not assign tasks top-down, but instead together agreed on a feasible scope. Every team member had a say,” stated Mayr-Schmoelzer, head of the innovation project. To develop the new models, the project team met twice a month in so-called ‘sprints’ to coordinate activities. At each meeting, new tasks were developed and assigned, to be implemented by the next meeting. The coordination between project managers and the executive team was always very close.
The challenge given to the innovation team was to develop the best design and materials for the greatest efficiency and the longest hot zone service life, and to reduce delivery times while keeping the manufacturing costs stable. The next generation of hot zones, which Plansee is now launching to the market, demonstrates that the project team has clearly achieved its goal. Thanks to several innovative technical features, the new models achieve energy savings of up to 27% compared to the previous generation. “This can have a huge impact on energy savings, and, therefore, the product carbon footprint of sintered parts,” stated Mayr-Schmoelzer.
Furnace optimisation based on multi-physics simulations
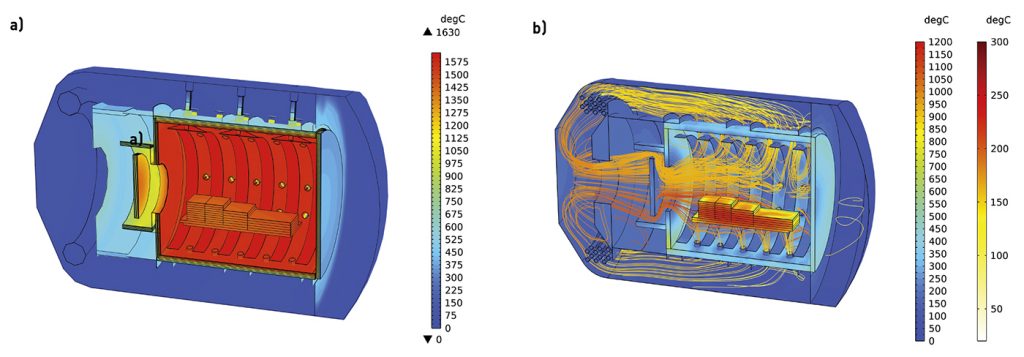
The team used multi-physics simulations as a tool for identifying major sources of energy losses and evaluating the influence of new design concepts on the performance of furnaces. A 3D transient thermoelectric model of a high-temperature vacuum furnace, based on Comsol Multiphysics, allowed its power consumption and temperature homogeneity to be analysed (Fig. 2 a). A 3D transient thermofluid dynamic model was employed for the evaluation of the furnace’s cooling performance (Fig. 2 b).
The numerical simulations showed unexpected sources for leaks of heat. For the team, these leaks were the areas to focus their fine-tuning efforts on. Additionally, the distribution of the gas flow on the nozzles was analysed.
It quickly became apparent that structures that effectively shield thermal radiation, conduct little heat to the outside, and do not obstruct the gas flow of the cooling system were needed. The most important result? The realisation that reducing the number of gas nozzles or the flow cross-section of the gas system does not necessarily lead to a lower cooling efficiency. Therefore, by reducing the number of gas nozzles, either in the perimeter or in the rear gas nozzle ring, the energy consumption of the hot zone can be reduced, while maintaining the performance of the cooling system.
From theory to test runs
But that was only a theory, based on simulation. The main question was: how does the simulation hold up against reality? To validate the simulation results, Plansee invested in a unique test furnace on the shop floor in Reutte. This allowed the team to recreate the conditions at customers’ sites and do the testing internally – saving both time and money. After a few tweaks, the simulation and experiment showed good correlation, and the team obtained the validation and proof under real circumstances.
The results demonstrated the potential for a modified gas system to achieve energy savings of up to 15%, without losing cooling efficiency. Within the framework of the agile project team, simulation experts and the design team developed new solutions for the gas inlet and outlet with high shielding efficiency and low flow resistance. After designing and optimising by numerical analysis, prototypes were built using conventional and Additive Manufacturing techniques.
Leveraging metal Additive Manufacturing

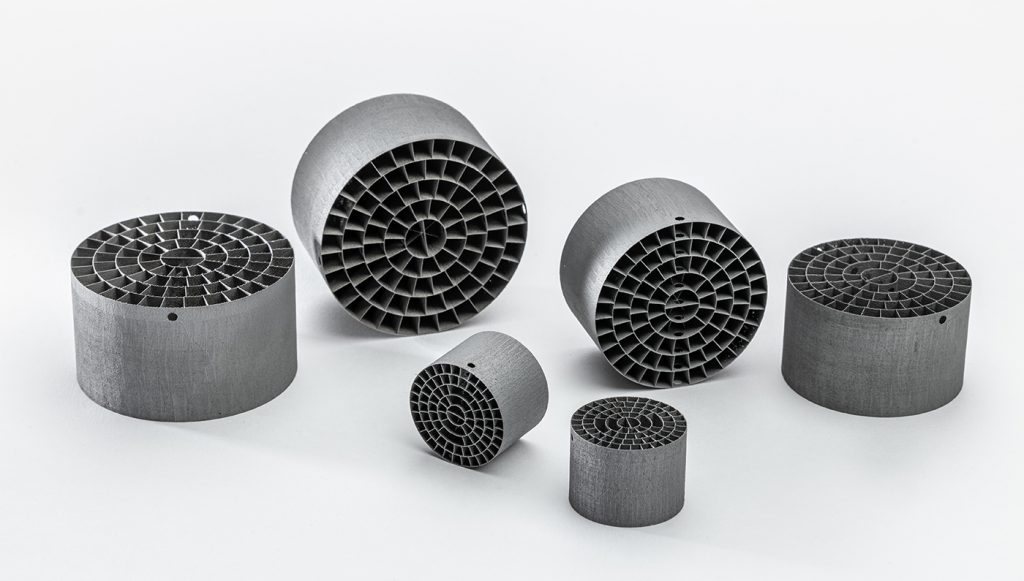
Additive Manufacturing is an innovative manufacturing process that differs fundamentally from conventional manufacturing processes. It helps industry achieve completely new possibilities: components are built up, layer by layer, instead of being created by removing material as in conventional processes. This results in enormous flexibility and design freedom to produce geometries that are not feasible with conventional processes. The solution developed using AM enables optimal gas flow through the nozzle inserts, while maintaining a high shielding effect: Thanks to additively manufactured gas nozzle inserts (Figs. 3, 4), the energy consumption of the test furnace could be reduced by almost 8%. These inserts can also be retrofitted to all existing metallic hot zones with similar gas nozzles.
The ‘FlowBox’ gas outlet solution
To achieve reduced energy usage of up to 27%, more innovations were needed. One of them is the so-called ‘FlowBox’, a new solution for the gas outlet. A gas-permeable cassette with a fin-design is integrated into the rear shield pack and allows the gas to flow easily out of the rear part of the hot zone (Fig. 5).

The FlowBox system is exclusively used by Plansee and overcomes conventional problems of other gas outlet solutions. By eliminating the typical cold spot in front of the conventional gas outlet, the FlowBox improves the temperature uniformity during high temperature operation. This newly-developed solution for the rear wall therefore enables better temperature uniformity and lower energy consumption, with comparable cooling efficiency. Moreover, the compact design of the invention reduces the length of the hot zone.
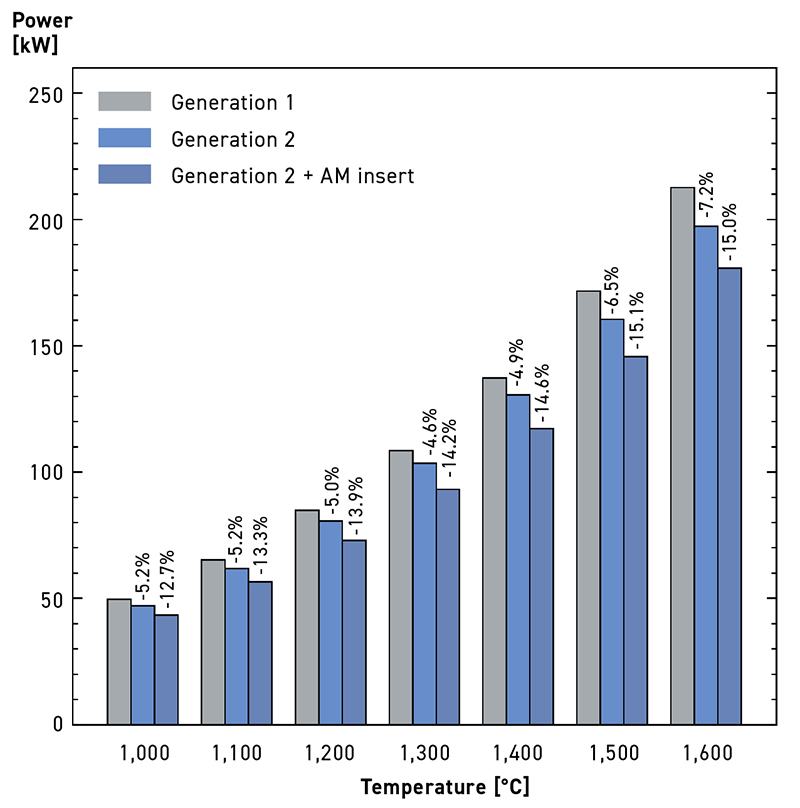
In summary, the work conducted by Plansee’s team showed that the FlowBox leads to energy savings of 7%, and the optimised gas nozzles to further savings of 8%. Fig. 6 shows the change in energy consumption during various phases of the innovation project. Energy savings of up to 7% were achieved by reducing the number of gas nozzles and the gas outlet FlowBox system. Further savings, totalling 15%, were achieved by adding the gas nozzle inserts.
Innovative door fixtures and heating system
Another innovation is the smart suspension of the front door, which adapts to the temperature changes inside the hot zone during heat-up to assure a constant gap between the side and front shields, preventing heat loss. This is ensured by a flexible fixture of the front door shield, which adjusts the position automatically, compensating for the thermal expansion of the side shield (Fig. 7).

The heating system, another patented development, focuses on service. If the heater supports mounted to the longitudinal U-rails of the inner support structure need to be replaced, this can be done quickly and cost-effectively using a standardised plug-in solution.
In summary, the new generation of Plansee hot zones has successfully reduced energy consumption by up to 27%, depending on the variant. A significant achievement: the average annual energy consumption of an industrial furnace is approximately 880,000 kWh. Reducing this energy consumption by 27% equates to cost savings of as much as €50,000 per year and reduces the CO2 footprint by up to 71,000 kg CO2e per year (calculated with €0.21/kWh and 300 g CO2e/kWh).
From customised hot zones to a platform-based solution
A final goal of the innovation team was to evolve from a customised solution to a platform-wide hot zone solution. Prior to the project, every hot zone was designed and manufactured in an elaborate customised process. The project team has now developed a platform solution which means that a standardised design is available which can be scaled within a defined size range and allows for individual customisation depending on the customer’s wishes.
The hot zone can be configured in advance to a customer’s individual needs via an online tool. A design proposal is then created at the push of a button, which can be adapted as needed. As a result of the optimisations and adjustments in the process, Plansee was able to reduce the delivery times for the standard hot zone variants by 30%.
As pleasing as the results are, it is important for the team to continue to work on further optimisations and possibilities. They are currently working on another digital solution: an app that can be used to calculate energy consumption and CO2 emissions. This transparency will help with energy and emissions management and will bring the innovators from Plansee another step closer to their goal – to develop hot zones with an unrivalled efficiency. This will benefit not only customers’ energy balance, but also climate protection goals.
Contact
Veronika Rölle
Marketing Communications
Plansee SE
Metallwerk-Plansee-Str. 71
Reutte,
Austria
[email protected]
www.plansee.com




