



Scaling metal Additive Manufacturing: 3DEO’s unique approach to sinter-based parts production
3DEO has risen to become a significant player in metal Additive Manufacturing, producing over 1.5 million parts since 2018 for customers in the aerospace, medical, and semiconductor industries, among others. Uniquely, the company uses its own Intelligent Layering® technology rather than relying on commercially available AM processes such as Binder Jetting. Bernard North visited the company for PIM International and reports on how it has achieved commercial success in an industry where more widely known processes are struggling to make progress. [First published in PIM International Vol. 19 No. 1, Spring 2025 | 20 minute read | View on Issuu | Download PDF]

During a January 2025 visit to 3DEO’s Torrance, California, facility, a simple phrase on a company notepad caught my eye: Launch Better Products, Faster. This succinct statement encapsulates much of 3DEO’s philosophy. While many Additive Manufacturing companies make similar claims, 3DEO truly delivers by harnessing its proprietary Intelligent Layering® technology. Coupled with a customer-centric, partnership-driven approach, this technology is enabling the company to stand out in an increasingly competitive industry. The half-day visit – hosted by Scott Dennis, Chief Executive Officer, and Emily Elpes, Head of Human Resources and Communications – provided further insight into the company’s approach.
3DEO takes a distinctive path in the Additive Manufacturing landscape. Unlike most, it not only develops its own AM technology but also builds its own machines and operates as a contract manufacturer – producing parts at scale using its proprietary process. This vertically integrated approach is rare, if not unique, but highly effective. While much of the industry’s focus is on the commercialisation of Binder Jetting (BJT) and other processes, 3DEO is already among the world’s highest-volume producers of metal AM parts.
The company is the brainchild of Matt Petros and Payman Torabi, who worked on their PhDs in the same lab at the University of Southern California (USC) in Los Angeles. Driven by a shared belief that they could develop a sinter-based Additive Manufacturing process superior to conventional Binder Jetting, they set out to innovate. As PIM International readers will know, BJT was invented in the 1990s but struggled to achieve widespread commercial success.
In 2016, Petros and Torabi founded 3DEO, initially operating out of a small space in Los Angeles’ garment district, about two miles from the USC campus. In 2018, they relocated to the LA suburbs, establishing a 1,500 m2 facility in Gardena. As 3DEO continued to grow, the company moved again in 2020 to its current home near Torrance Municipal Airport, just a few miles from the previous location. Employment has since expanded to approximately fifty people. Petros and Torabi took good care to protect their technology, amassing eighteen patents and trademarking the term ‘Intelligent Layering’ to describe their unique technical approach.
Torabi served as Chief Technical Officer, a role he still holds, while Petros was Chief Executive Officer until the transition to Dennis in August 2024. Petros remains closely involved with 3DEO, continuing in both consulting and ownership roles.

When Dennis joined 3DEO, he brought extensive experience in Additive Manufacturing and related technology. His career began with five years at Hewlett-Packard in its inkjet R&D group before co-founding D&K Engineering in 2000 – a turnkey product development company that worked on complex products, including AM machines, for various clients. Through his work at D&K Engineering, Dennis collaborated with 3D Systems and other AM companies, playing a key role in the development and production of over ten thousand AM machines. He was also closely involved with 3DEO during the development of its first production platform.
In 2015, he co-founded FusionX Ventures, a venture firm based in San Diego, California, that specialises in the technology, industrial, and medical/life science sectors. As 3DEO’s lead investor, FusionX supports startups developing innovative solutions at the intersection of hardware, software, and cloud technologies.
Investment partners

Dennis summarised 3DEO’s investment backers as primarily venture capital partners specialising in highly technical startups, led by FusionX Ventures, Alpha Edison (Los Angeles, California) and Razor’s Edge (Reston, Virginia), along with smaller holdings by other investors.
Recently, several Japan-based organisations have taken significant equity positions, notably (in chronological order) DBJ (the Development Bank of Japan), Seiko Epson [1], IHI Aerospace [2], and Mizuho Bank [3]. Dennis attributed the strong Japanese interest to a combination of aerospace and industrial applications for 3DEO’s technology, strong connections between FusionX Ventures and Japanese institutions, and the merit that investors saw in 3DEO’s technology and prospects.

The Intelligent Layering process
Dennis summarised the sequence of events in the green part forming stage of the Intelligent Layering production cycle. The differences between Intelligent Layering and BJT are described in more detail in the following section.
Firstly, the powder is pre-coated in a proprietary process to improve its uniformity and packing density during subsequent spreading. It is then evenly spread to create a uniform thickness layer across the working bed of the machine. A binder treats the fresh layer of powder, which is deposited via a proprietary process. A heating pass dries the powder, making it friable and increasing its green strength.
Then, CNC green machining of the layer is performed using ganged (in production machines) 1 mm diameter carbide end mills driven by high-speed (60,000 rpm) spindles. The machined powder is vacuumed off. In three-axis green machining, the end mills move in the xy plane, and raising or lowering the whole bed provides the z-axis movement, allowing the cutting of 3D curved surfaces. The end mills are cleaned of any adherent powder during their ‘idle’ period in the cycle. In-process, vision-based dimensional measurement enhances dimensional control, provides detailed quality assurance data, and enables ‘hands-off’ process correction.

The layering and machining processes are repeated until the full height of the parts is reached. Finally, at the end of a build run, the green machined parts are lightly attached to and surrounded by a ‘cake’, from which they are removed, followed by any depowdering from cavities or intrusions and final trimming.
How Intelligent Layering differs from Binder Jetting
Dennis highlighted key differences between Intelligent Layering and conventional Binder Jetting. Notable distinctions include full-layer bonding, in-process green machining for precision, standardised part production per cycle, and a unique powder recycling approach.
Powder preparation
In Intelligent Layering, the entire powder layer is bonded, whereas in conventional BJT, only cross-sections of the parts being produced are bonded.
In-process green machining
Unlike Binder Jetting, 3DEO’s Intelligent Layering incorporates in-process green machining. This hybrid additive/subtractive approach allows precision machining of green parts, resulting in superior dimensional accuracy and surface finish compared to standard BJT methods. In-process dimensional measurement data are automatically fed into the CNC programme, controlling the green machining process and further improving dimensional consistency.
The production of identical parts in a build
The use of ganged end mills in production machines means that a machine’s output in any given cycle comprises identical parts – unlike BJT, where a mix of part geometries can be made in a cycle. Dennis explained that, in practice, this is not a disadvantage due to the relatively small size of the machines’ working powder bed and typical order quantities of specific components. Additionally, single-spindle versions of 3DEO’s equipment allow for multiple-part geometries within a given cycle.
Reprocessing powder
Intelligent Layering differs from Binder Jetting when it comes to handling unused powder. In Binder Jetting, the powder around the components is not bonded with a binder and, after depowdering, it can be mixed with virgin powder to create feedstock for future runs. In contrast, 3DEO returns all unused coated or machined powder to its suppliers for reprocessing. Plans are underway to develop an in-house system for recycling this powder.
Machine generations

One exciting aspect of the 3DEO plant tour was seeing multiple generations of machines. With ample space and a commitment to both IP protection and company history, older machines remain on-site alongside those currently in operation.
The tour showcased 3DEO’s machine evolution, from the first basic single-spindle unit used for early development to a prototype with four spindles and modern controls. Currently, three single-spindle machines support research, while a development lab houses eight upgraded early versions of the latest eight-spindle units used for piloting, cycle refinement, and new material production – including a dedicated copper component cell.

Finally, a production room had fourteen eight spindle units. As indicated by their green Andon lights, seven were running at the time of the tour. The machines have a build volume of approximately 23 cm x 23 cm, with a height of up to 12 cm. In practice, though, the actual depth used depends on part dimensions, with the tallest part so far reaching 80 mm in height.

Overall production flow
3DEO purchases metal powders from qualified suppliers and rigorously evaluates each batch using a combination of supplier-provided data, internal testing, and accredited laboratory analysis before releasing batches for production.

3DEO receives CAD product files from potential customers and processes them using its proprietary software, which plays a key role throughout all stages of production. Engineers analyse factors such as powder layer depth, sintering shrinkage, and depowdering capabilities to ‘slice’ the components into thin layers that correspond to individual powder layers and their respective green machining passes. This information is then used to generate the CNC programme for the three-axis machining process and the total number of layers required for manufacturing the whole green part.
Process optimisation is carried out based on the alloy being used, the complexity of the geometry, and/or the degree of difference from previously qualified components. This is first conducted on single-spindle machines in the research area and/or eight-spindle machines in the development area. Then, a production sintering cycle is used to confirm part geometry conformance, reducing the need for additional machining or grinding. Once qualified and production orders are received, the optimised slicing and machining cycle is implemented on production eight-spindle machines, as outlined in the previous section.

Once the build is complete – typically around eight hours (one shift) – though this varies based on part quantity and geometry – the ‘cake’ is removed from the machine, and green parts are separated. In some cases, minor trimming is performed prior to placement on ceramic separators atop molybdenum sintering trays. Usually, this is conducted manually, but the production area included a robot machine employed for certain high-volume products. Numerous small ovens are used for further drying and to avoid any moisture pick-up prior to the subsequent combined debinding/sintering cycle.
The plant has three debinding/sintering furnaces. However, most prototyping and production work is conducted in an Elnik Systems batch sintering furnace with sophisticated gas partial pressure and flow capabilities in addition to a vacuum.

Dennis stressed that, despite the dimensional accuracy and surface finish control offered by 3DEO’s process, some components still require finish machining or grinding to meet customer specifications. This is a standard practice in the Metal Injection Moulding industry, and the final products achieve comparable tolerances to those offered by conventional precision machining. For better control and reduced lead times, 3DEO generally prefers to perform these post-sintering processes in-house whenever feasible.
During the tour, we passed by two Haas CNC machines, bead blasting equipment, a magnetic pin finisher, centrifugal barrel tumblers, vibratory tumbling units, and ultrasonic cleaning stations. Certain post-sintering processes, such as brazing, nickel plating, black oxide coating, and Hot Isostatic Pressing (HIP), are subcontracted. Additionally, 3DEO will qualify other processes if requested by a customer. A small heat treatment furnace is used to achieve the H900 condition, which is commonly applied to 17-4 PH stainless steel.
Machining is also conducted in-house on non-AM parts supplied by other companies; 3DEO then combines these parts with its own finished AM parts to provide customers with completed assemblies.
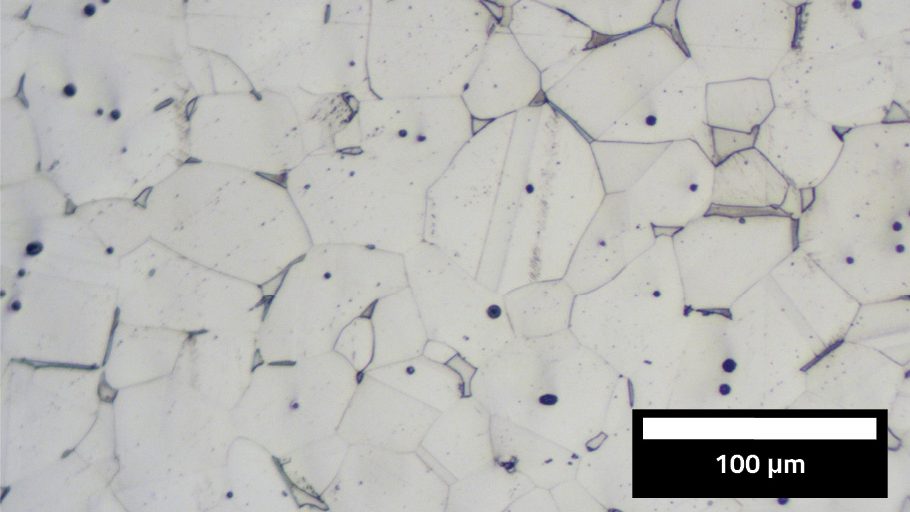
Finally, in-house quality assurance is performed using various techniques, including hard gauging, dimensional imaging, physical and mechanical property measurements, and metallographic analysis. Despite the very high capability of 3DEO’s processes, many product characteristics are 100% inspected, reflecting the critical nature of their customer’s applications in areas such as medicine, aerospace, and semiconductors.

Dennis stressed the fully integrated nature of 3DEO’s in-house manufacturing software, which enables full traceability of individual components from the initial computer ‘slicing’ of CAD models right up to finished product inspection and every step in between. 3DEO achieved ISO 9001:2015 certification in February 2020 and is working to achieve the industry-specific aerospace AS9100 and medical ISO 13485 certifications.

The strategy for AM success
In discussions with Elpes and Dennis, it became clear that 3DEO’s approach to Additive Manufacturing is deeply pragmatic, shaped by firsthand experience at what is surely a company with one of the highest volumes of sinter-based metal AM part production. One of the biggest challenges they observed was that many companies struggled to leverage AM fully – not due to limitations in technology but because of a lack of Design for Additive Manufacturing (DfAM) expertise. Elpes explained, “Without this know-how, AM was often relegated to being a one-for-one replacement for traditional manufacturing rather than the game-changer it truly is.”
To address this gap, 3DEO shifted its focus in 2022, evolving from a high-volume AM manufacturer to an end-to-end AM solutions provider. Now, the company combines DfAM expertise, engineering support, and scalable production, working closely with customers to optimise designs. Elpes described, “By doing this, we’ve made AM more accessible and impactful for our customers, helping them reimagine products and unlock new efficiencies.” This transformation has not only reshaped 3DEO but has also provided significant value to the industries served.

Summing up 3DEO’s mission, Elpes described its goal as “unlocking the power of Additive Manufacturing – to help customers optimise their products.” In other words, 3DEO functions as both a service provider and manufacturer, ensuring customers receive not just built parts but fully finished components – and, in some cases, even assemblies. To meet these expectations, several non-additive finishing processes have been integrated, either in-house or through qualified subcontractors.
Building strong AM partnerships
A crucial part of 3DEO’s approach is DfAM, which Dennis explained exists at two levels: “The first is fairly generic for all AM processes, but the second, deeper level is highly process-specific.” Since detailed DfAM expertise remains rare among product designers, 3DEO prioritises working closely with customers who truly believe in AM and are willing to evolve their part designs to reduce costs and enhance manufacturability and performance.
Furthermore, Dennis emphasised that successful AM adoption – and the building of strong, lasting partnerships – requires strong executive sponsorship within customer organisations. Without leadership support, even enthusiastic ‘AM champions’ within companies may struggle to push projects forward. Genuine partnerships in AM, much like effective DfAM processes, don’t happen overnight – they take time and mutual commitment.
Challenges in the AM industry
Dennis shared his thoughts on the challenges facing the Additive Manufacturing industry, particularly in relation to the equipment manufacturing business. He noted that unrealistic growth projections in the industry led to over-investment, inflated valuations, and disappointments, resulting in some business failures. As Dennis put it, “AM is not the answer for every component,” and even when it is a good fit, it can take years to fully integrate DfAM into the customer-supplier relationship. Additionally, non-AM processes are often needed to produce finished parts, which many businesses fail to account for. Quality issues with some early AM products – an issue also reported by other companies – have further exacerbated the problem.
Despite these challenges, Dennis highlighted that there are success stories in the industry, with 3DEO being a prime example. One advantage of AM, according to Dennis, is the economy of scale it offers when customers have multiple parts that can benefit from Additive Manufacturing. The ‘sweet spot’ for AM components typically ranges from a few hundred to a few tens of thousands of units annually. Beyond that, it may be more cost-effective for customers to switch to MIM or even redesign components and revert to conventional manufacturing techniques.
A significant advantage of AM is short lead times. Since AM does not require press or MIM tooling, products can typically be turned around in a week if they have already been qualified. For parts still going through optimisation, the process takes around two to four weeks, depending on the level of fine-tuning required. When 3DEO and the customer have already collaborated on DfAM, the process can be significantly quicker.
Products and markets
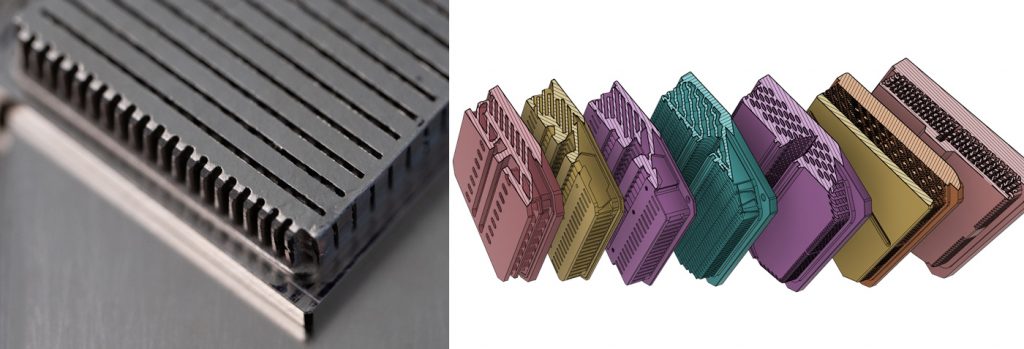
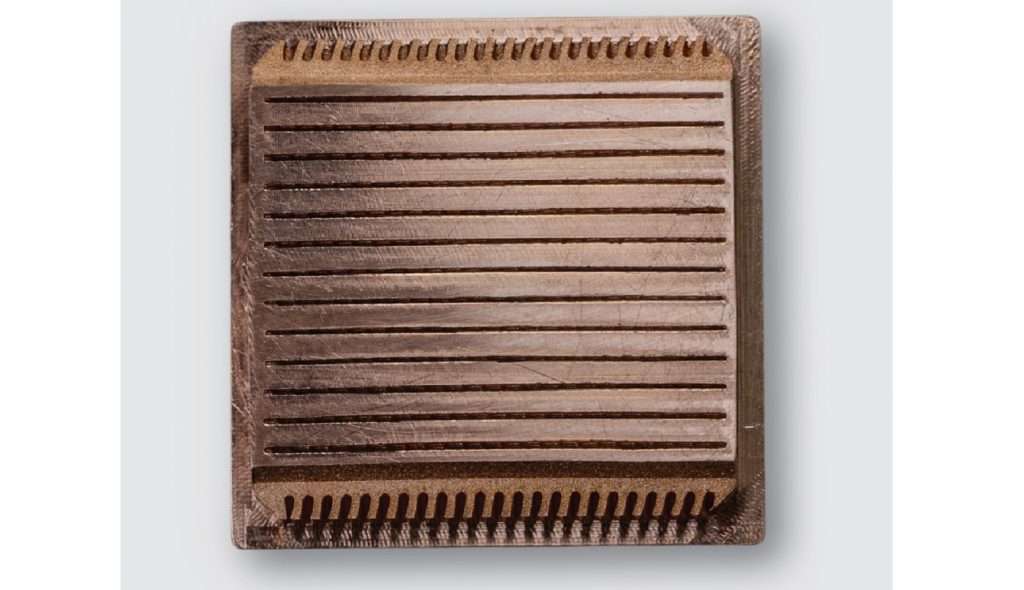
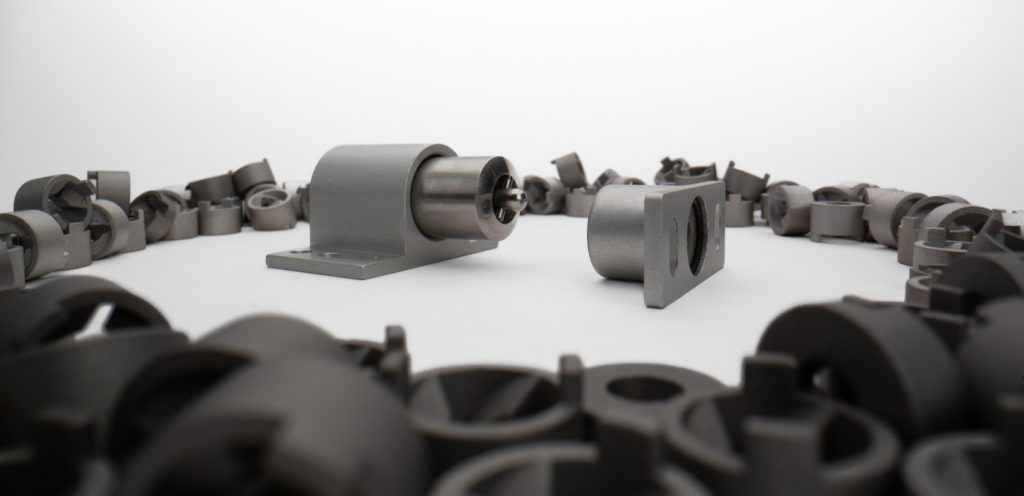
3DEO currently produces three different alloys on a commercial basis: 17-4 PH and 316L stainless steel, which together account for about 70% of production, and pure copper, making up around 30%. The stainless steel alloys cater to a wide range of industries and applications, while copper is primarily focused on electrical applications, such as heat sinks for high-power semiconductors. Copper’s high electrical and thermal conductivity makes it ideal for cooling systems in AI applications, where AM’s ability to produce complex geometries helps dissipate heat effectively from integrated circuits. Additionally, Inconel 625 will soon be added to its offerings, with a focus on aerospace applications. Parts vary in weight, ranging from 0.4-420 g, and in size, from approximately 4 x 6 mm to 90 x 95 mm.

Medical and semiconductor industry applications are produced in the highest volumes, accounting for approximately 35% of 3DEO’s business each, followed by aerospace and various industrial applications each at around 15%. The company is starting to see promise in automotive applications, particularly for electric vehicles and hybrids. There are also some consumer products, such as fly fishing and razor blade holder components. In summary, 3DEO serves a highly diverse range of industries, with no single sector being the primary focus.

Geographically, around half of 3DEO’s business is outside North America, primarily in the Pacific Rim. Medical applications are more concentrated in North America, while aerospace products are predominantly for Japanese customers, including 3DEO’s IHI investor. Semiconductor products are often supplied to customers in Asia.
The split between repeat and new business is approximately even. New business consists of a mix of additional components for customers who have already qualified 3DEO for an initial part, as well as initial components for new customers.
3DEO’s sales team focuses on managing important customer accounts rather than organising their efforts based on different geographic locations. Much of the business growth comes from deeper penetration of existing customers, while new customers are gained through a mixture of sales calls, networking, trade shows, and digital marketing. Dennis noted that recent attendance at IMTS in Chicago and JIMTOF in Tokyo – both trade shows primarily associated with the machining of parts – was a strong indicator that AM is finally going mainstream.
3DEO is a member of several industry organisations, including MPIF, AMT (Association for Manufacturing Technology), and AMAM (Association of Metal Additive Manufacturing). Mahmood Shirooyeh, Senior Materials Scientist, is a member of the ASTM Committee F42 on Additive Manufacturing Technologies, the AMAM Standard Committee, and MPIF’s PowderMet/AMPM Technical Programme Committee.
The way ahead

With more than 1.5 million parts shipped since 2018, 3DEO has proven that AM is a truly production-ready technology. The company expects continued organic growth by qualifying more parts from existing customers while also developing business with new customers. Its 4,000 m2 facility in Torrance has enough space to double its business without needing to relocate. However, the more intriguing question is whether – and if so, when – their proprietary technology will expand geographically and beyond the scope of 3DEO’s own operations.
Dennis made it clear that 3DEO will not sell machines or license technology to “just anyone.” However, the team is developing a version of 3DEO’s Intelligent Layering machine designed for third-party use, and 3DEO is open to partnerships that it has built strong relationships with. In particular, plans are at an advanced stage for a manufacturing capability in Japan. Watch this space!
References
[1] 3DEO secures investment from Seiko Epson and Development Bank of Japan. Metal AM, January 19, 2024, https://bit.ly/3EF9UnS
[2] 3DEO partners with IHI Aerospace to enhance adoption of Additive Manufacturing in Japan’s aerospace sector. Metal AM, March 14, 2024, https://bit.ly/4hRUmMl
[3] 3DEO secures $3.5million investment from Mizuho Bank. Metal AM September 10, 2024, https://bit.ly/4hwKMhw
Contact
Emily Elpes
[email protected]
Tel: +1 323 214 7665
www.3deo.co
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh area
Pennsylvania, USA
[email protected]




