Driving progress in titanium Powder Metallurgy: Insights from PMTi2024 Madrid
In September 2024, the 7th International Conference on Powder Metallurgy and Additive Manufacturing of Titanium (PMTi2024) brought together experts from academia and industry in Madrid. Hosted by the Universidad Carlos III, the event featured considered PM titanium’s future, with insights into cost reduction, innovative processes, and material advancements. This article highlights key takeaways, with a particular emphasis on sinter-based processes and their industrial application. Dr Thomas Ebel presents a comprehensive review of the most notable insights. [First published in PIM International Vol. 18 No. 4, Winter 2024 | 35 minute read | View on Issuu | Download PDF]
From September 4-6, 2024, Professors Elena Gordo and Elisa Ruiz-Navas, alongside their organising committee, welcomed titanium specialists from the Powder Metallurgy community to Madrid for the 7th edition of the International Conference on Powder Metallurgy and Additive Manufacturing of Titanium (PMTi2024). More than a hundred attendees from seventeen different countries considered the current status of titanium PM through papers presented in fifty-three oral presentations and twenty-five posters. Notably, 27% of the participants came from industrial companies.
The conference was hosted by the Universidad Carlos III de Madrid at its Puerta de Toledo campus. As in previous meetings, an increasing number of studies focused on Laser and Electron Beam Powder Bed Fusion (PBF-LB and PBF-EB). However, this article will focus largely on materials development and sinter-based processes, summarising key oral presentations.
One of the main issues discussed at PMTi is the relatively high cost of titanium parts. Presentations on ways to improve this situation – either by the provision of lower-cost powders or cheaper, more flexible manufacturing – have been given at all past PMTi conferences. In his keynote talk, Prof Zak Fang from the University of Utah, USA, pointed out that it is actually the combination of both lower-cost powders and processing which will prove to be the solution to the problem. Without adjustment in both areas, it will be impossible to enter new markets with PM titanium products or widen existing markets and applications.
Low-cost powders for Ti-MIM
While low-cost powders are vital to future Ti market penetration, these powders still have to fulfil the common processing requirements for existing production processes. Vladislav Kruzhanov, a consultant at PM Consulting, based in Germany, reported on a study on the suitability of novel titanium powders for Metal Injection Moulding [1]. The study’s powders were produced by the Ukrainian company Velta LCC, which has been globally active in providing titanium raw materials since 2006.
The route to low-cost powders outlined in the paper involves two steps. The first is a ‘waste-free’ method developed by Velta (Fig. 2) for transferring ilmenite concentrate into technical titanium dioxide, which serves as the base material for the extraction of metallic titanium (this is in contrast to the commonly applied Kroll process, which uses titanium tetrachloride).

As well as pure titanium dioxide, these processes also produce other titanium-containing raw materials (e.g. intermetallics). The second step is to reduce these raw materials by putting them through a two-step deoxidation process wherein:
- Mg vapour is used to remove around 80-90% of the oxygen
- Ca vapour lowers the oxygen level further to 0.05-0.2 wt.
All waste generated during the first step is converted into high-value byproducts, contributing to environmental sustainability goals. Velta’s novel process is expected to lower the costs for titanium powders by 50-65% compared to the application of the Kroll process. Upscaling is currently under development.
In the study reported by Kruzhanov, titanium powders produced by the above process were used for further processing by MIM. Before covering this in more detail, it is important to note that the powders produced by the Velta process are typically roundish, but not an ideal spherical shape. While it’s possible to apply a spheroidisation step, the extra cost means that this step is ideally avoided. The powder in the relevant study was used as-produced and sieved to a particle size smaller than 45 µm.
Two different feedstocks were manufactured: one based on water-soluble polyethylene glycol (PEG) and a backbone polymer, the other based on polyoxymethylene (POM) in connection with catalytic debinding. Both feedstocks were shaped by MIM into flat tensile specimens and discs. The sintered parts were then characterised with respect to density, microstructure, contents of O, N, C and H and the resulting mechanical properties.
Both feedstocks showed very good sintering behaviour, possibly favoured by a high percentage of very small powder particles (below 2 µm). The residual porosity amounted to 2-4%. The tensile tests revealed high strength of up to 600 MPa yield strength, though elongation was between only 3.4-4.0%. The probable reason for this is the relatively high levels of oxygen (0.3 wt.%), nitrogen (0.1 wt.%) and carbon (0.13 wt.%) of the sintered parts, significantly exceeding the values of the powders. Thus, the uptake of contaminants is due to debinding and sintering, something which should be able to be remedied by optimisation.
This study has shown that the powders produced by Velta’s fabrication process are suitable for MIM processing, even without undergoing further processing such as spheroidisation.

Low-cost processing via Cold Spray
Ultimately, it is the price of a produced component that is relevant to PM’s customers, rather than that of the powders. So, where applicable, another approach for cost reduction is applying near-net-shape processing. Christian Doblin from CSIRO Manufacturing, Australia, introduced a collaborative work with Boeing aimed at lowering the costs of titanium parts exposed to high temperatures [2].
The companies used Cold Spray Additive Manufacturing to manufacture Ti-6Al-2Sn-4Zr-2Mo-Si alloy (Ti-6242) pre-forms with a geometry close to the final shape of the components. One benefit of Cold Spray is that the microstructure will not change during processing because the powder is neither melted nor exposed to a heat treatment, only plastic deformation, because the particles are only in contact with hot gas for a short time. However, this deformation process can introduce residual stress into the component which can be critical to the application. Thus, one focus of this study was on minimising these residual stresses.
For the experiments, gas atomised alloy powder – nominally in the range of 15-45 µm – was used, though Doblin pointed out that plans are in place to use low-cost powders in the future. Two kinds of billets were manufactured: one smaller and one larger.
For the ‘small’ cylindrical billet, a pre-form was generated by axial growth CS using nitrogen gas at 900°C at 6.0 MPa and 4 m3/h, with a powder feed of 480 g/h. The distance between the nozzle and the part was kept constant at 30 mm. After spray forming, the billet was machined to a diameter of 25 mm and a length of 76 mm. Because of the risks associated with supporting a large rotating mass from one end, the larger billet was built in two steps. First, a billet with a diameter of 34 mm and length of 250 mm was axially cold sprayed with 970 g/h and afterwards the free end was mounted in a rotating chuck. Then, the diameter was increased by radial spraying to 67 mm. The total mass was 3.0 kg and the build time was 133 minutes.
Analyses of the additively manufactured billets displayed homogenous microstructure and porosity of around 7%. The oxygen content increased from 0.08 wt.% of the powders to 0.14 wt.% in the final parts. Nitrogen increased from less than 0.01 wt.% to 0.04 wt.%. Tensile test specimens were fabricated from the large billets by wire cutting. As Fig. 3 illustrates, two different orientations were tested, using radially and tangentially extracted samples. The radial specimens broke during handling, revealing a very weak joint between the central core and the outer deposited layer. The tangential specimens showed an Ultimate Tensile Strength (UTS) of 285 MPa and an elongation of 0.43%. These values are typical for cold-sprayed Ti-6242, but much lower than the corresponding properties of wrought material.

To identify the reason for the weak bonding and facilitate up-scaling to larger dimensions, a digital twin of the Cold Spray Additive Manufacturing technology was developed. The digital twin follows a holistic approach and showcases a model of the nozzle, the particle at impact, the substrate temperature profile and the residual stress inside of the final billet after cooling. The modelling results of particle velocity (a) and temperature (b) in relation to the distance between the powder injection point and preform surface are shown in Fig. 4.

There is a direct relationship between particle size and velocity: the smaller the size, the higher the speed. There is a peak temperature of 600°C for the particles 33 µm in diameter; for larger particles, that peak temperature decreases again, leading to insufficient deformation and bonding. Modelling also reveals that a distance of 25 mm between the nozzle and the preform surface instead of 30 mm could be beneficial for optimising the particle velocity.
Fig. 5 shows the analysis of the particles’ velocity compared to the critical velocity. The critical velocity vcr is the minimum velocity necessary for deposition; the data show that particles larger than 55 µm do not reach a velocity sufficient for bonding.

Further modelling was performed to analyse surface temperature and residual stress (RS) after cooling. In this case, the behaviour of a larger diameter of 130 mm was simulated. The calculations showed that a surface temperature of about 300°C is achieved by the given processing parameters. The RS in the interface between core and deposited layer amounts to around 390 MPa depending on the diameter of the billet. The larger the diameter, the higher the RS and the broader the RS zone. However, if the large particles can achieve better densification and fewer pores, the residual stress should not be an issue. The UTS of the wrought material is 1,100 MPa.
In summary, Doblin showed that Cold Spray AM appears to be a suitable technique for manufacturing large preforms from Ti-6242. Furthermore, a holistic digital twin is a valuable tool for understanding critical processing parameters and for up-scaling the process towards larger components. In particular, it was revealed that the working distance should be decreased and larger particles should be removed.

Material strengthening with boron
Another topic of several talks was the strengthening of material without affecting ductility, for example by adding small particles to create Metal Matrix Composites (MMC). In his presentation, Carl Boehlert from Michigan State University, USA, discussed the dependence of Ti-6Al-4V-1B‘s mechanical properties – in particular fatigue and creep – on the processing route [3]. Boron is a typical Ti-6Al-4V additive, enhancing its strength by forming titanium boride particles, which leads to grain refinement. Boehlert compared casting, casting and extrusion (CE), powder rolling (PM rolling) and powder extrusion (PM extrusion).
For PM rolling, pre-alloyed powder was HIPed (3 h at 1,018°C and 103 MPa) and rolled after an additional heat treatment (6 h at 1,300°C). After three rolling passes, the plate was annealed for 1h at 760°C. In the case of PM extrusion, the powder was first packed and heated at 1,200°C for one hour, subsequently pressed at 1,200°C for 180 seconds at 1,400 MPa, air-cooled to room temperature, and finally extruded at 1,100°C with an extrusion ratio of 16:1. Fig. 6 shows the microstructures of the two differently processed materials.
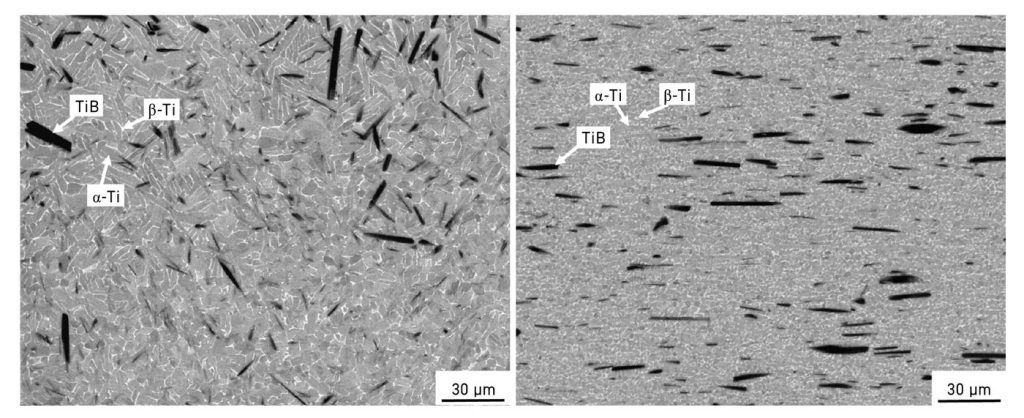
As is visible in the micrographs, the titanium borides in the rolled material appear randomly oriented while there is a clearly visible alignment in the extruded material. Further, the rolled alloy shows a duplex structure consisting of lenticular α+β (α-lath: 2.7 µm) and equiaxed α-phase (7.4 µm). Fine equiaxed α is the microstructure of the extruded material with a grain size of 3.6 µm. Boehlert explains the possible mechanism: during high-temperature extrusion, the β phase is aligned and, during the transformation into α, this alignment is adopted. XRD analysis revealed almost no texture in the rolled material, while, the extruded example showed the texture of both α with the basal plane perpendicular to the extrusion direction and the TiB particles. This texture led to the anisotropy of the tensile properties and a significant increase in Young’s modulus in the extrusion direction (117 GPa compared to 103 GPa for the as-cast alloy).
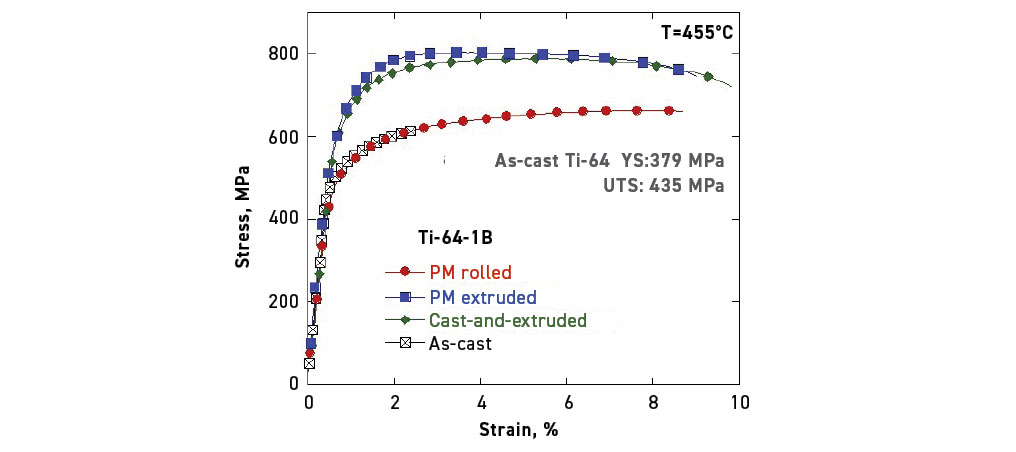
Fig. 7 compares the tensile properties at 455°C for the different processing routes. Compared to as-cast Ti-6Al-4V, it is obvious that both adding boron and extrusion increase the strength drastically. However, when extrusion is applied, cast and PM material show almost the same tensile properties.
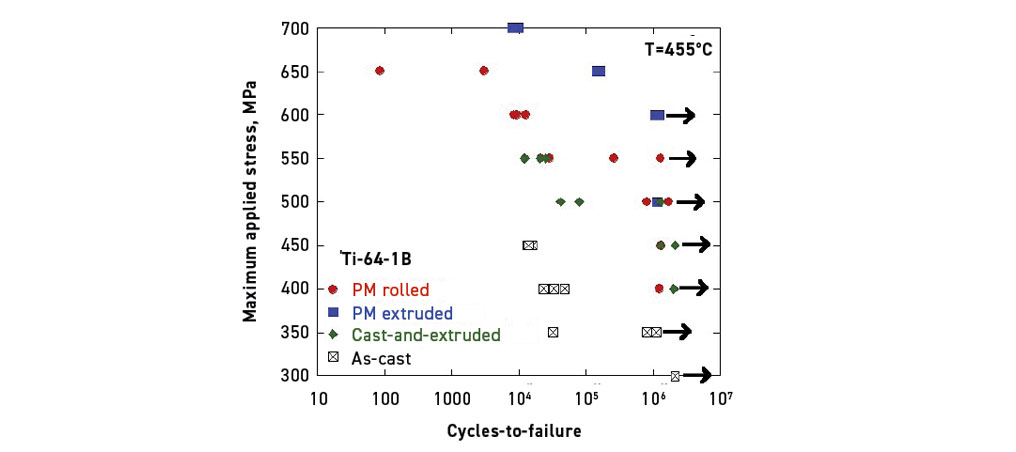
The fatigue behaviour was tested at 455°C, R=0.1 and 5 Hz, and the runout was considered to be larger than 1 million cycles. In contrast to its tensile properties, Fig. 8 reveals that the PM extruded material is superior to the cast and extruded alloy. The reason is probably the fine equiaxed microstructure of the PM extrusion material, which is known to be beneficial for both low cycle fatigue (LCF) behaviour and fatigue resistance.
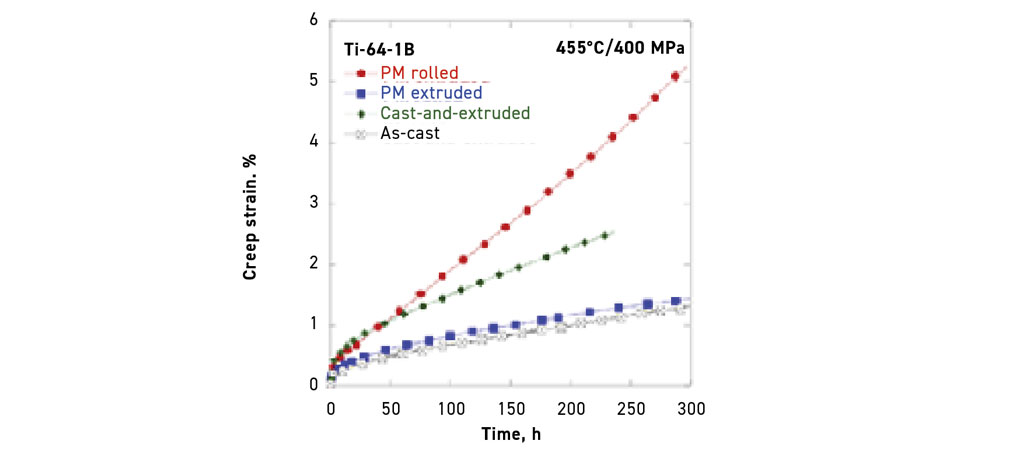
Finally, Fig. 9 shows that – as far as creep properties are concerned – the existence of the lenticular α phase is beneficial as it exists in both cast and extruded material. The latter one reveals the highest creep properties. To summarise, the study shows that adding boron to a Ti-6Al-4V alloy increases the beneficial properties and that PM-processed material could replace Ti-6Al-4V at both room and elevated temperatures.
Nanoparticle-reinforced titanium alloys
Strengthening by the introduction of hard particles is especially effective when the particles are on the nanoscale. In this case, smaller additions are sufficient, and the effect on ductility is less pronounced. José Manuel Martín from CEIT-Basque Research and Technology Alliance, Spain, spoke on safe – and comparatively simple – routes to manufacture nanoparticle-reinforced titanium alloys with only a small loss in ductility [4].
To determine an optimised composition of the final alloy, the authors used Ti-6Al-4V as the master alloy powder, mixed with elemental carbon and silicon powders (carbon is known to form titanium carbides if the solubility of the matrix is exceeded; these carbides lead to higher strength, while silicon enhances the creep resistance by forming Ti5Si3 particles). After mixing, one part of the powders was HIPed while the other part was only sintered. Then a few of the samples were heat-treated.

The titanium alloy powder had a particle size smaller than 100 µm, and was produced using Electrode Induction Melting Inert Gas Atomisation (EIGA); the oxygen content was only 0.08 wt.%. Synthetic graphite powder and 99.5% pure silicon powder – with a size smaller than 45 µm – were added. The powders were blended in a tubular mixer utilising alumina balls.
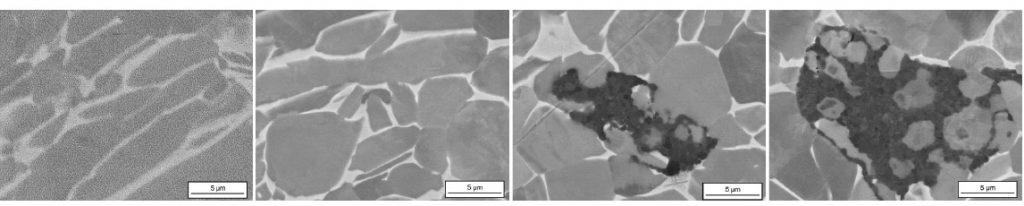
To investigate the combined effect of C and Si, three compositions were selected. While the carbon content was kept constant at 0.15 wt.%, the silicon content varied at 0, 0.15 and 0.3 wt.%, respectively. Both sintering and HIPing were performed at 930°C for 4 h. The applied HIP pressure was 140 MPa. The heat treatment consisted of a solution treatment at 925°C for 1 h under Ar with subsequent water quenching following precipitation ageing at 480°C for 8 h under Ar. All parameters were chosen such that the coarsening of precipitates – as well as the possibility of forming of α’ martensite due to fast cooling – were avoided. Indeed, neither martensite nor Ti-carbides nor Ti-silicides could be detected by SEM and XRD. Fig. 10 shows micrographs of the HIPed compositions. Fig. 11 shows the microstructures after the described additional heat treatment.

Although no particles could be detected, the addition of C and Si clearly affected tensile tests. Table 1 summarises the impact of Si additions on Ti-6Al-4V + 0.15 C and on heat treatment. The respective data for the pure alloy are also listed as a reference.
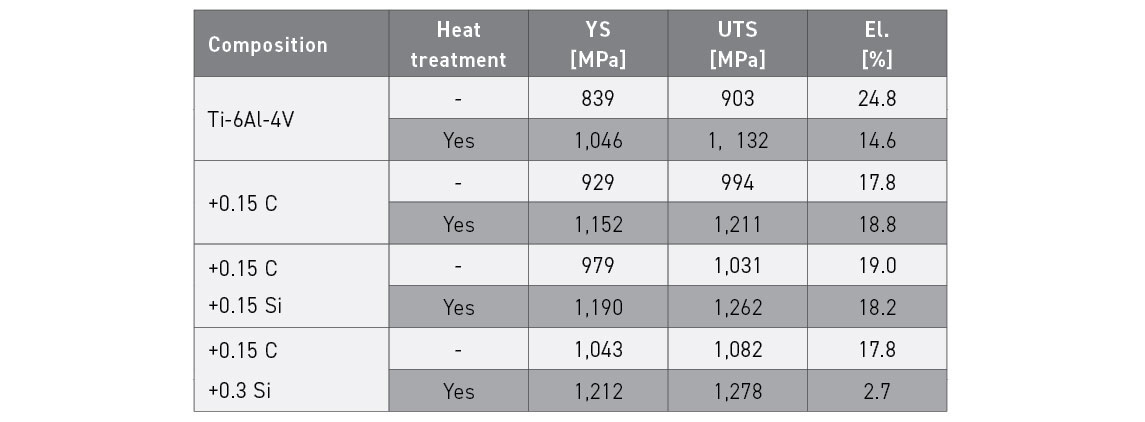
In particular, the heat-treated Ti-6Al-4V-0.15C-0.15Si shows very high performance and a significant improvement in strength without any loss in ductility compared to the pure Ti-6Al-4V alloy. Martín explained that the drastic drop in ductility for the heat-treated composition with 0.3 wt.% Si was probably due to the incomplete dissolution of silicon into the matrix during the heat treatment (i.e. Si concentration exceeded the solubility limit of the matrix), leading possibly to the excessive, unfavourable precipitation of titanium silicide nanoparticles. Their detection of these mechanisms and a more thorough understanding of the strengthening processes will be addressed in the objectives of the upcoming studies.
Future studies plan to add processes such as Additive Manufacturing in order to produce actual components. For example, by utilising the EIGA technique, the HIPed rods could be atomised to powder. The study is part of the NANOTUN3D project funded by the European Union.
Oxygen as a very valuable (and cheap) alloying element
The impact of oxygen on mechanical properties is a topic fundamentally connected to the processing of titanium powders. Despite a number of research studies and collected practical experience, there are still many unanswered questions regarding fundamental mechanisms and the exact relationships between oxygen content and mechanical performance.
Oxygen is commonly regarded as a strong cause of embrittlement. Published guidance generally suggests avoiding it as much as possible. However, in recent years, there has been a slow change in perception: oxygen has become regarded as a very valuable – and cheap – alloying element when introduced into a titanium alloy in a controlled way. Fascinating research is underway, focusing on the role of oxygen at the atomic level.
At PMTi2024, Prof Ma Qian from the RMIT University in Melbourne, Australia, presented a related study on the effect of oxygen on the tensile properties of a biomedical alloy based on the elements Ti, Nb, Zr and Ta. Previously, Qian had spoken about very detailed studies on the impact of interstitial elements on the mechanisms of strengthening and plastic deformation. This year, he had planned to speak about strong and ductile titanium alloys with high levels of interstitials, but a related study by his group was submitted for publication in the interim, causing him to change the topic.
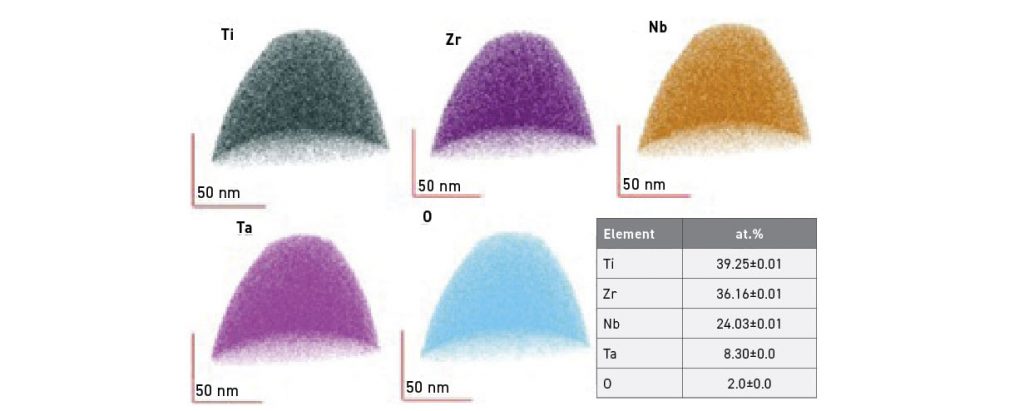
The biomedical alloy Qian reported on at PMTi2024 was a high-entropy alloy (HEA) with a composition of Ti-40Zr-25Zr-25Nb-10Ta (all values in at.%) [5]. It was deduced from the equiatomic TiZrNbTa HEA by replacing 15 at.% Ta with 10 at.% Ti. The resulting effect was a reduction in lattice distortion, leading to a significantly higher tensile ductility (18% compared to 1.24%), but lower strength (yield strength of 875 MPa compared to 1,100 MPa). Compared to a typical cast Ti-6Al-4V alloy, both values are still higher, with the benefit of a lower Young’s modulus (77 GPa compared to 110 GPa).
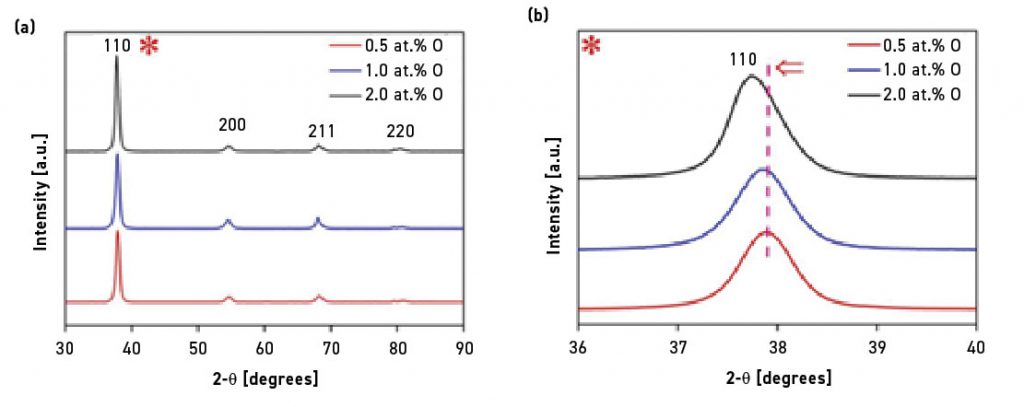
The aim of the presented study was to gain higher yield strength by adding oxygen whilst maintaining good tensile ductility, with the goal of expanding the choice of feedstock materials for the alloy. For this, the alloys were cast with additions of 0.5, 1.0 and 2.0 at.% oxygen, respectively. The X-ray Diffraction (XRD) results in Fig. 12 reveal that, for all alloys, only β phase could be detected. Further, the lattice’s obvious dependence on constant oxygen content is evident, proving that the oxygen atoms occupy interstitial lattice sites. No compounds were formed. Further investigations by Scanning Electron Microscopy (SEM), backscattered electrons mode (BSE) and Electron Backscatter Diffraction (EBSD) detected no significant differences between the different oxygen-doped alloys.
Transmission Electron Microscopy (TEM) and Scanning Transmission Electron Microscopy (STEM) investigations revealed a homogeneous distribution of all principal elements. For a more detailed examination, Atom Probe Tomography (APT) was performed. The results, shown in Fig. 13, further confirm a homogenous elemental distribution, including oxygen atoms in the selected grain area, with no clusters visible.
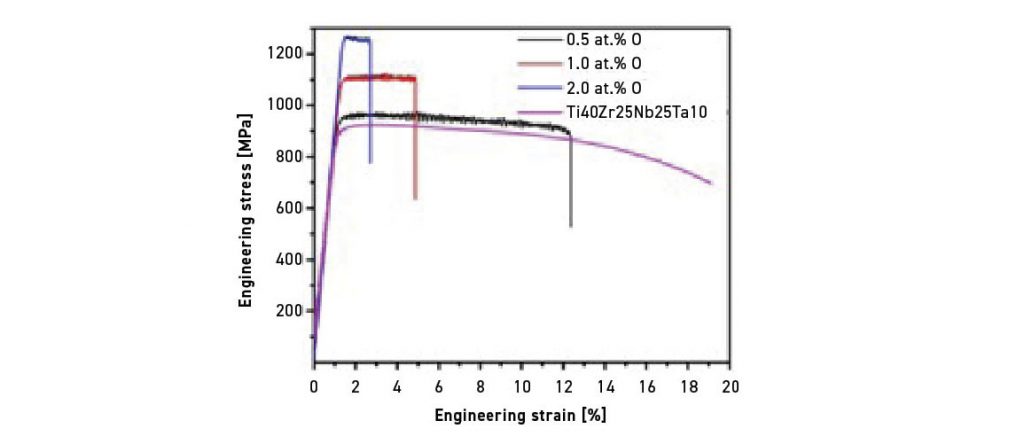
However, the tensile tests uncover the expected dependence on oxygen content. Results are shown in Fig. 14 and reveal a significant increase in strength and a decrease in ductility as the typical effect of high oxygen levels. In comparison to the un-doped alloy, pronounced discontinuous yielding can be observed for all oxygen-doped alloys as an indication of dislocation pinning by oxygen atoms or insufficient mobile dislocations.
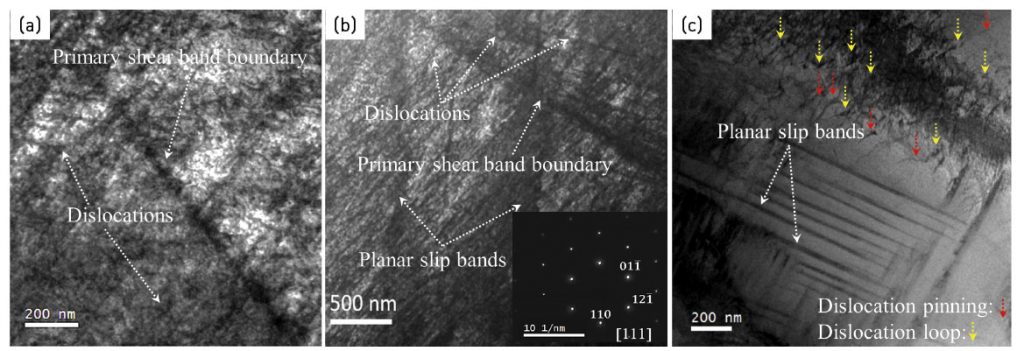
To understand the differences in plastic behaviour, the authors investigated the underlying deformation mechanisms as a function of oxygen content by TEM. Fig. 15 shows that dislocations, shear bands and spots of dislocation pinning (yellow arrows) were detected for the alloys with 0.5, 1.0 and 2.0 at.% oxygen, respectively. A comparison of the images reveals a proportional change in the formation of shear bands and dislocation pinning to planar slip with the increasing oxygen content of the alloy. This explains the differences in mechanical properties. At 0.5 at.% oxygen, plastic deformation occurred with prevalent dislocation pinning and dislocation loops. In contrast, at 2.0 at.% oxygen content, primary shear bands were less prominent and did not exhibit secondary shear bands. Instead, planar slip bands became the dominant feature, which is typical for brittle deformation behaviour.
The alloy with 0.5 at.% oxygen added appears to be a very promising candidate for biomedical applications. Its Young’s modulus is only slightly higher (79.2 GPa) than that of the un-doped alloy (77 GPa) and much lower than that of Ti-6Al-4V (110 GPa) while offering a tensile ductility of about 12% and a yield strength of about 950 MPa in the as-cast condition. Further, the first electrochemical evaluation indicated a corrosion resistance comparable to that of Ti-6Al-4V.
Oxygen on the surface of powder particles
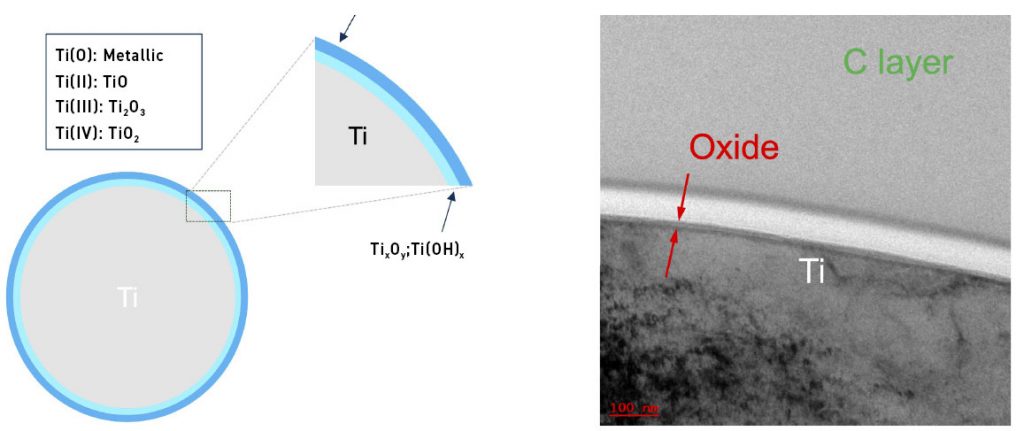
Louis-Philippe Lefebvre from the National Research Council Canada also presented the results of a study related to oxygen in titanium alloys [6]. In contrast to the previous study, the goal of this work was to investigate the effect of oxygen located on the surface of powder particles. This relates to practical considerations regarding how the storage and handling of the powders during processing impact both the manufacturing process and the properties of the final parts. The authors of the study provided detailed insights into the evolution of the surface layer with respect to oxygen, carbon and moisture. In the second step, the influence of this layer on flowability and Additive Manufacturing was examined.
Lefebvre’s talk began with a detailed analysis of the surface layer, the basic structure of which is shown in Fig. 16. In the study, the exact composition of the layer was analysed by a number of processes such as TEM, Electron energy loss spectroscopy (EELS), STEM, Auger spectroscopy, X-ray photoelectron spectroscopy (XPS) and moisture analysis. The analysis shows that the surface of titanium powder is composed of small amounts of water, carbon (adventitious carbon: inorganic and hydrocarbons coming from the surrounding air and present on most surfaces observed with Auger and XPS), titanium (TixOy; Ti(OH) x), oxygen (TixOy; Ti(OH)x), hydrogen (10 ppm in total), aluminium (on Ti-6Al-4V), but no traces of vanadium (on Ti-6Al-4V).
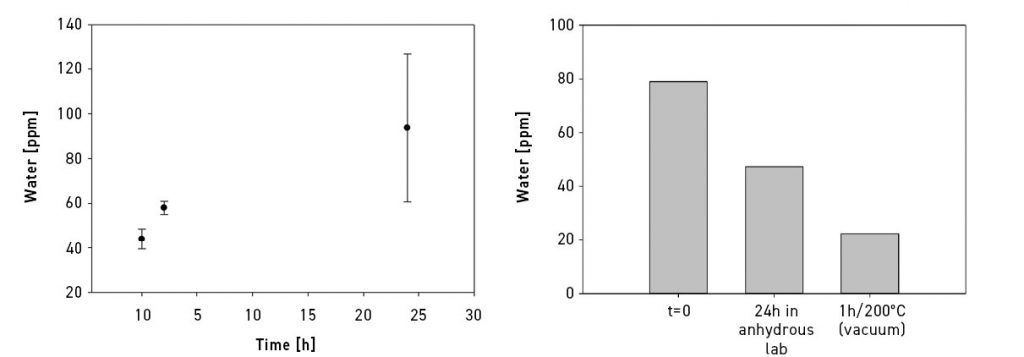
Earlier studies show that storage over several months or years does not influence the oxygen content of titanium powders. In contrast, with regard to moisture, the study presented by Lefebvre revealed a different behaviour: the rather fast uptake of moisture at the powder particle surface. The water molecules can be bound in a chemisorbed as well as in a physisorbed manner. Because the amount of adsorbed water depends on a particle’s surface area, particle size and geometry play an important role.
The thickness of the layer in the paper was measured to be a few nanometers; adsorption is slower if the powder is not fluidised, as water has to diffuse through the bulk of the powder. Fig. 17a shows the increased water content in a small amount (2 g) of 0-25 µm cp-Ti powder after conditioning in a 30 ml glass bottle at 20°C and 80% relative humidity. Fig. 17b reveals that the moisture can be removed again by storage in a dry room or heating. Heating for 1 h at 200°C under a vacuum helps to reduce moisture content, but does not sufficiently remove all the water (the water content analyses were conducted at 260°C).
Interestingly, analysis of the oxygen and hydrogen content of the powder particles did not detect any significant changes related to moisture adsorption. The flowability of the powders was shown to decrease with increasing humidity. However, a comparison of the as-received Ti-6Al-4V powder and the same powder stored for three weeks under 70% relative humidity showed that this appears not to be relevant for the fabrication of parts. Both powders were processed by Laser Beam Powder Bed Fusion and no significant differences were observed during the manufacturing, in the final parts, nor in the mechanical properties. In contrast, if the powders are re-used, an increase in oxygen content can be detected with each recycling step. This increase is especially prominent when processing via PBF-EB, although PBF-LB results in a significantly smaller increase. This difference is probably due to the higher process temperatures in PBF-EB promoting the uptake of oxygen from the atmosphere.
Sinter-based Additive Manufacturing
The flexibility of sinter-based Additive Manufacturing technologies is well accepted. Many different shaping processes can be applied, with the majority originating in the processing of polymers. At PMTi2024, a number of examples of sinter-based Additive Manufacturing processes were given.
The production of biomedical scaffolds by Direct Ink Writing (DIW)
Tània Vilella, from Universitat Politècnica de Catalunya in Barcelona, Spain, reported on the fabrication of biomedical scaffolds by Direct Ink Writing (DIW), a variant of the Material Extrusion (MEX) process [7]. Aiming at developing a particularly biocompatible alloy with potential shape memory properties, Vilella utilised a mixture of elemental titanium and niobium powders to create Ti-Nb alloys. The challenges involved identifying suitable processing parameters for manufacturing scaffold structures with thin struts and for the consolidation of the elemental powders into parts with the required mechanical properties and density. Niobium is known as a slow diffuser, meaning the sintering temperature is a critical factor.
For DIW, the powder is mixed with a binder and a solvent to create a homogenous ink with controlled rheological properties. A green part is additively manufactured based on a CAD model and then dried to remove the solvent. After this, the part undergoes debinding and sintering to achieve the final part.
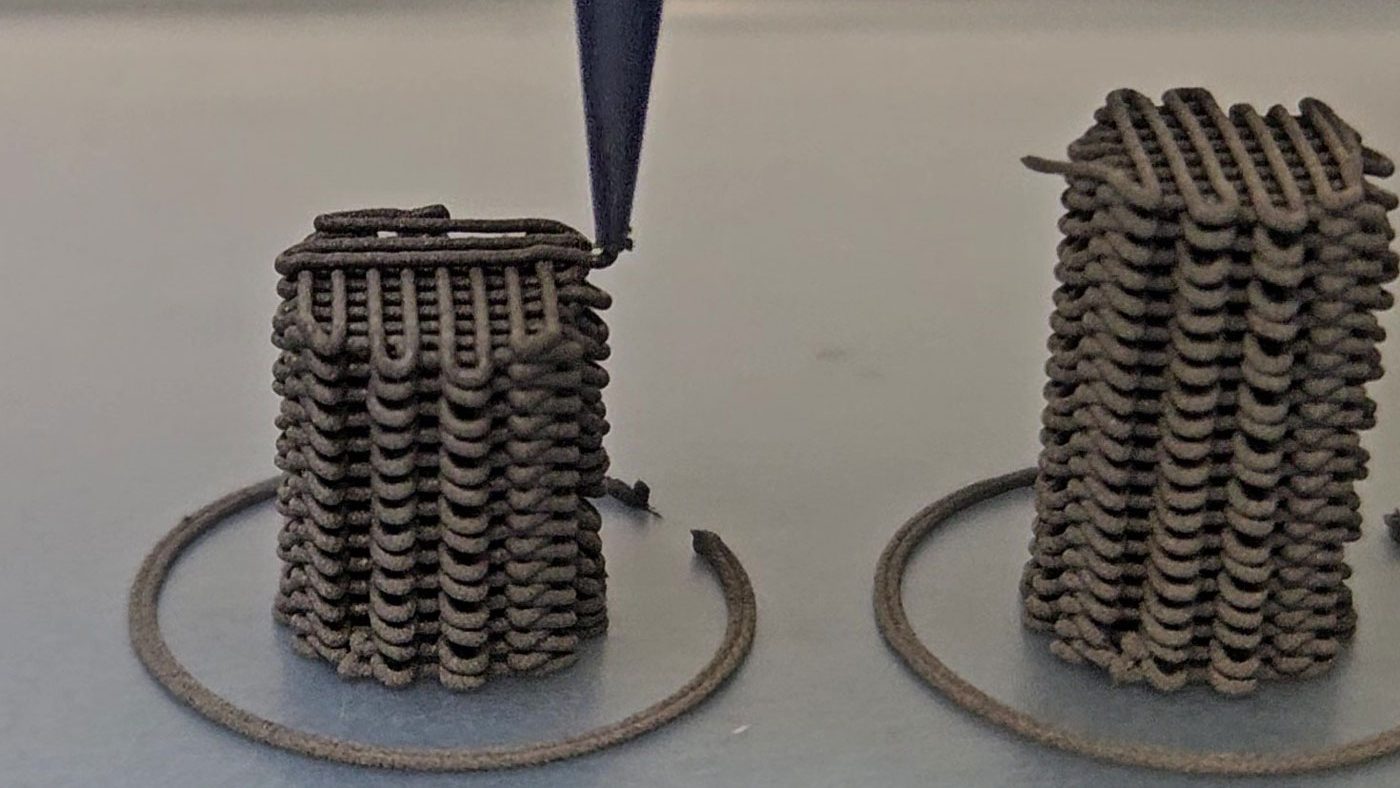
For the study presented by Vilella, 75 wt.% Ti+Nb powders were mixed with the binder Pluronic F-127 in water to form an additively manufacturable hydrogel. The machine’s nozzle diameter was 410 µm and the layer height was 350 µm. After drying, debinding took place at 275°C for twelve hours with subsequent sintering under vacuum and argon purging for 2 h. The sintering temperature was varied between 1,200-1,400°C. Fig. 18. shows an example of the additively manufactured scaffolds. The strut size was about 300 µm.
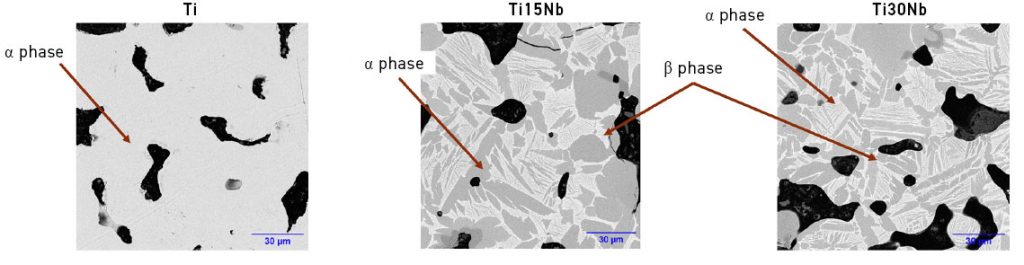
Vilella chose pure Ti, Ti-15Nb and Ti-30Nb for the compositions. In Fig. 19, shrinkage depends on both the sintering temperature and the composition. Niobium diffuses slowly; thus, a sintering temperature of 1,400°C appears necessary in order to achieve the desired density and complete solution of the niobium. The investigation showed that the titanium diffused into the niobium powder particles rather than the other way around.
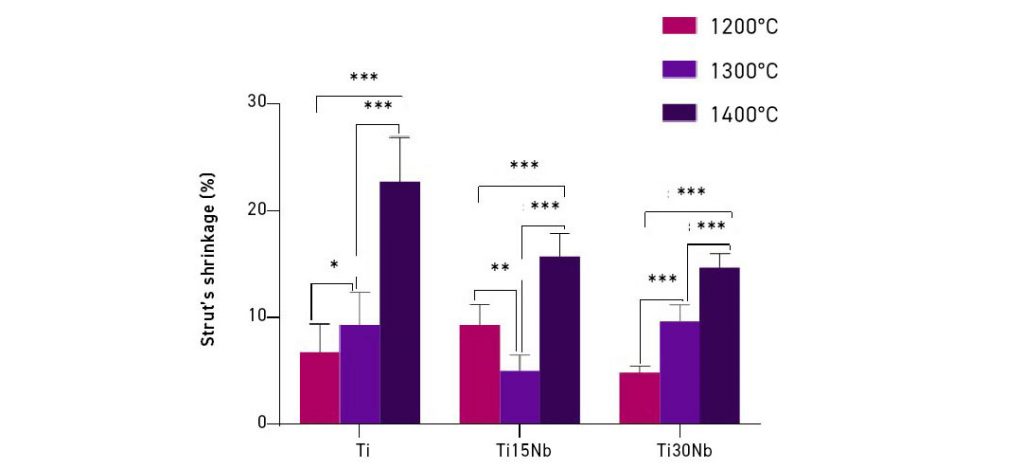
Fig. 20 shows the microstructure of the three materials sintered at 1,400°C.
Binder development for the LMM of titanium
Over the past decade, the application of the Vat Photopolymerisation (VPP) process (the ISO/ASTM 52900 for stereolithography) on a paste containing fine metal powders has become increasingly popular among sinter-based AM processes. Referred to as Lithography-based Metal Manufacturing (LMM) by machine suppliers such as Austria’s Incus GmbH, the process is capable of producing extremely small and detailed structures (Fig. 21) with high accuracy in an acceptable timeframe. However, because of the necessary light-sensitive polymers, the binder composition is rather complex. For the formulation of titanium feedstocks, comparatively simple polymers such as polyethylene or polypropylene are often selected because of their good removability during debinding with the titanium only seeing a small uptake of carbon. This issue means that the binder used successfully for the LMM of stainless steel does not work well for titanium powders. Santiago Cano Cano, from Incus, summarised a comprehensive work on this issue, with the goal of developing an appropriate LMM binder for titanium [8].

LMM binders are based on cross-linked thermosets and typically consist of photocurable resins, solidification agents, photoinitiators and other additives. The powder load is in the range of 50-60 vol.%. Cross-linking means that rather high decomposition temperatures are necessary, though these leave higher char contents than, for example, in the case of Polymethyl-methacrylate (PMMA)-containing binders. For titanium, this means high levels of interstitials (carbon and oxygen) in the sintered parts, resulting in high tensile strength but low plastic elongation. Although this combination of properties is sufficient for many applications, some applications need higher deformability of the part.
Cano Cano explained the binder development process as one of multiple steps. First, a suitable monomer has to be found. For this, different monomers were analysed by TGA with respect to their char residue after heating. The goal was to find simple monomers with low decomposition temperatures for the corresponding polymer. These same monomers were then tested in a sintering experiment, and the carbon content of the sintered part was analysed. Ultimately, the most promising monomer was selected.
In a second step – due to the high polymerisation shrinkage of this selected monomer – a second monomer was added to limit the overall shrinkage of the part, something which could decrease the achievable accuracy of the LMM process.
During the third step, a special adaption of the powder was utilised, which led to a better recyclability of the feedstock and lower carbon and oxygen content of the sintered parts. The density achieved was around 98% of the theoretical one, the carbon content was 0.15 wt.% and oxygen content was 0.31 wt.%.
The fourth step was to find out the best solvent, which was discovered to be acetone. Compared to ethanol and water, acetone removed the highest amount of the binder, leading to the lowest deformation during drying.
In the final optimisation step, the soluble fraction of the binder was increased, leading to higher sintering density and less distortion. Accordingly, tensile test specimens were fabricated and tested. Table 2 shows the current properties provided by the authors after the conference. Compared to those shown in the presentation, they are similar, though improved with regard to reproducibility.
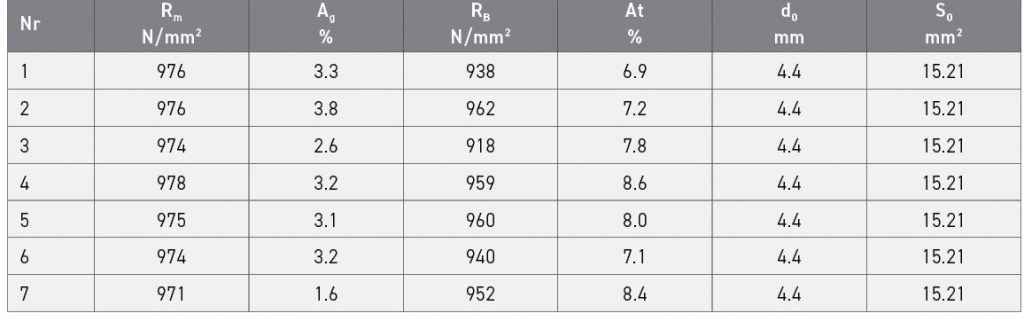
It is obvious that the novel binder makes it feasible to manufacture parts with very good properties by LMM. However, the ductility still varies from part to part and could be improved. This variation might be due to the still-high level of interstitials, especially of carbon. Improvement will be the focus of further work.
The development of NiTi parts via LMM
LMM was also the focus of the study presented by Lucas Vogel, Head of R&D at MetShape GmbH, Germany [9]. However, he developed a process for manufacturing parts from NiTi by LMM. NiTi is an alloy well-known for its pseudoelastic and shape-memory properties, making it particularly suitable for dedicated applications like medical instruments and devices, as well as for actuators in the automotive and aerospace fields.
NiTi is rather difficult to process by conventional methods, requiring multiple production steps. While LMM could be a way to manufacture complex and detailed parts at lower costs, the challenges for the binder are the same as described for titanium alloys. To achieve the desired mechanical properties, chemical composition and phase distribution have to be kept very precisely. This is a very challenging requirement when binders and sintering are applied, as in LMM.
Initially, the paper suggested that the powders could be processed into parts with high geometrical accuracy and sintered to densities higher than 97%. However, the carbon content was very high (more than 1.2 wt.%), the same for oxygen (more than 0.7 wt.%) and unwanted phases like titanium carbides and titanium-nickel oxides were formed.
The first step of optimisation was to select an adequate powder, ideally one produced by EIGA. However, even this powder had an initial oxygen content of 0.06 wt.%, which exceeds the standard ASTM F2663 of the material, demanding a limit of 0.05 wt.%. For feedstock production, 55 vol.% powder was used. The binder was developed by careful evaluation of the individual ingredients, as described in the prior paper. As a result, the decomposition start temperature could be reduced from about 350°C to 270°C.
After adapting the build parameters to the properties of the novel feedstock, a debinding strategy based on the evaluation of thermal, catalytic and solvent debinding mechanisms was developed. Similar to the previous study, acetone turned out to be the best agent leading to a reduction of the carbon level of the sintered parts by 0.3 wt.%. Sintering parameters were also optimised; sintered densities achieved were better than 96% of the theoretical density. The results of tensile tests on samples produced by using this novel strategy are shown in Fig. 22 and Table 3.
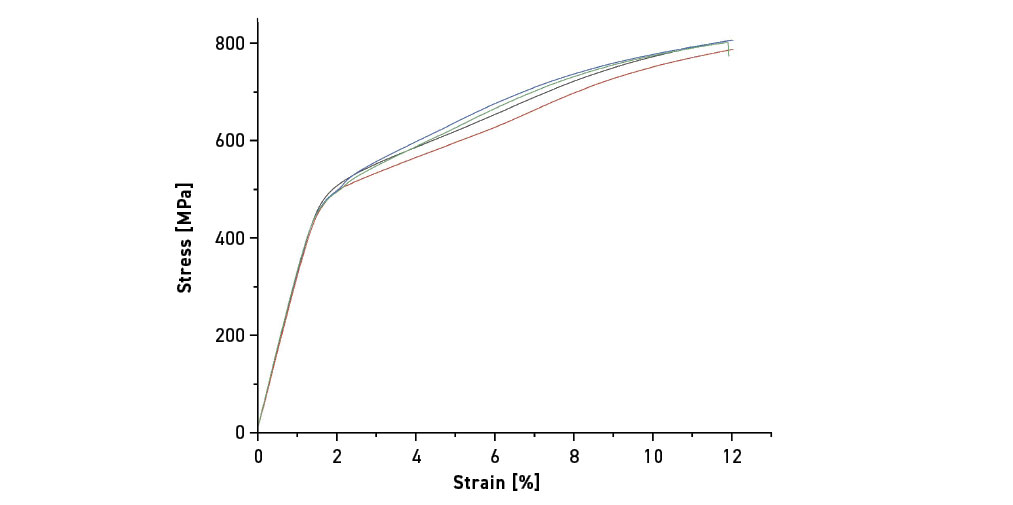

Comparing the measured properties with the requirements from the ASTM standard reveals that the LMM-produced material shows sound properties, but does not reach the standard in all cases. In particular, the Young’s modulus is too low, UTS is not high enough and the typical plateau in the stress-strain curve is missing.
Vogel explained these differences on the basis of performed analysis of chemical composition and microstructure. The required phase distribution is not precisely met and the formation of detrimental Ni4Ti3 particles can be observed. Further, carbides and oxides still exist and cracks perpendicular to the load direction during testing can be found. However, the reduction of oxygen and carbon content after performing this study was drastic. Oxygen was reduced to values smaller than 0.27 wt.% and carbon smaller than 0.14 wt.% – almost a tenth of the original value. This very promising data will be further built on in upcoming studies. Vogel pointed out that the evaluation of applications with customers is already ongoing.
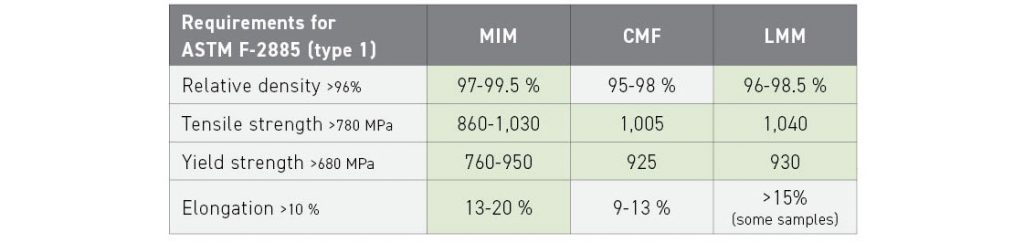
Comparing MIM, VPP and Cold Metal Fusion (CMF)
Tim Marter from Element 22 GmbH, Germany, also discussed LMM in his presentation [10]. He showed a comparison of geometrical, chemical and mechanical properties of sintered parts processed by LMM, MIM and Cold Metal Fusion (CMF). CMF uses feedstock granules processed on a Powder Bed Fusion machine, usually one intended for polymer Additive Manufacturing. Similar to LMM and MIM, the resultant green parts are debound and sintered. While MIM is the most suitable for the mass production of comparably small, complex parts and LMM for intricate parts, CMF is capable of producing rather large parts (e.g. bicycle components).
Marter started his talk with a comparison of geometrical capabilities, particularly in terms of creating sharp edges. Fig. 23 shows clearly that MIM can produce very sharp edges, while LMM creates small radii to the edge. CFM forms a sharp – though not clearly defined – edge. The same is true for top-down holes: MIM produces sharp edges at both the top and the bottom; LMM, only at the bottom; and CFM has less sharp and defined edges. Furthermore, the surface roughness tends to be lowest when MIM is used (Ra 1 µm), compared to LMM (Ra 2 µm) and CFM (Ra 7 µm).

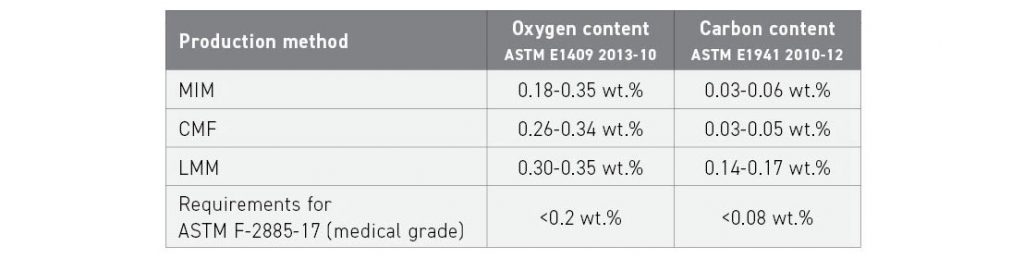
Tables 4 and 5 compare the typical range of interstitial content and mechanical properties, respectively, of the three processes. The limits of these properties are those outlined by ASTM F-2885-17, the relevant standard for medical Ti-6Al-4V parts made by MIM. Obviously, only MIM can fulfil both chemical and mechanical requirements for medical parts. However, excellent mechanical properties can be achieved in all cases.
In his talk, Marter showed that, to date, several binder-based sintering processes are considered production-ready when working with titanium. Which one is best for a specific application must be decided upon based on a part’s individual geometry, required properties, necessary standards fulfilment, and – of course – cost.
The growing interest in titanium aluminides
Interestingly, PMTi2024 featured four talks centring on titanium aluminides; intermetallic alloys with a high aluminium content (around 45 at.%), mostly for lightweight applications at high temperatures. These titanium aluminides are difficult to process conventionally. Today, PBF-EB is often used to process these, but sinter-based processes could potentially lower the associated manufacturing costs.
In his presentation, Wolfgang Limberg from Helmholtz Zentrum Hereon, Germany, discussed the use of spherical TNM (Ti-43.5Al-4Nb-1Mo-0.1B, in at.%) powder, atomised in-house by EIGA and sieved to a particle size smaller 20 µm [11]. The oxygen content was 698 µg/g. The study compared the properties of parts made by MIM and a pellet-based Material Extrusion process, in this instance referred to as Fused Granular Fabrication (FGF).
Pellet-based MEX is an almost perfect complement to MIM because identical pellet feedstocks can be used for both processes. This allows users to additively manufacture prototypes or a small series, so they can test the functional performance of parts before ordering an expensive MIM mould. The main subject of Limberg’s presented study was to check how comparable the final properties actually are.
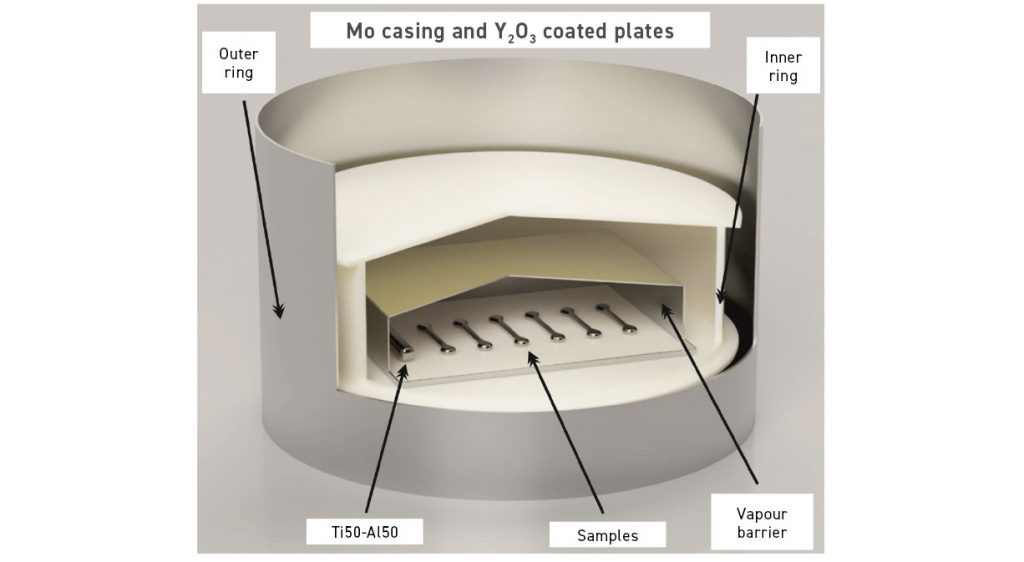
Applying both processes, Limberg fabricated dog-bone-shaped tensile test specimens and cylindrical samples for compression creep tests. For a binder, he mixed 35% PE-EVA-Copolymer, 60% paraffin wax and 5% stearic acid; the powder load was around 66 vol.%. The feedstock was prepared in-house and pellets in a diameter range of 1-3 mm were fabricated and used for both injection moulding and Additive Manufacturing. All green samples were processed in the same way: debound in hexane and sintered under vacuum furnace at 1,500°C for 2 h under 300 mbar Ar. Sintering took place around the solidus temperature of the alloy. The forming liquid phase promoted sintering. Thus, a final density of 99.7% could be achieved.
Because of the high sintering temperature, titanium-aluminides tend to lose aluminium in the surface-near region by evaporation. Therefore, a special sintering set-up, as displayed in Fig. 24, is used. A vapour barrier with a Ti-50Al (at.%) part as an Al-source provided an aluminium-containing atmosphere around the samples, which limited Al depletion in the samples.
The result was a homogenous microstructure in both MEX and MIM samples (as shown in Fig. 25).
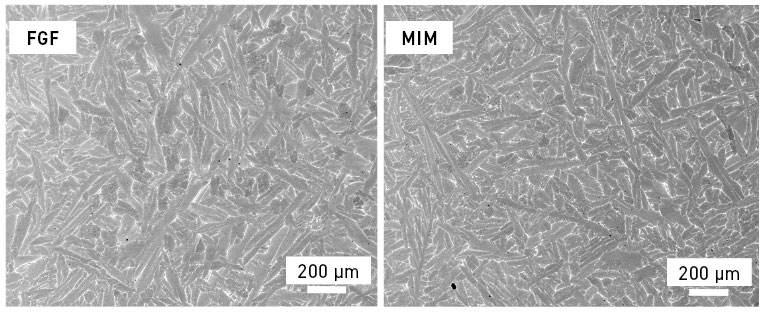
There is no visible difference in the microstructure of the samples shaped by the two different processes. A former study on Ti-6Al-4V revealed that FGF-fabricated specimens showed build defects like elongated pores between the layers. In contrast, no defects were found in the FGF production of the TNM alloy. The reason might be the liquid phase, formed during sintering, may have helped close pores and small defects.
Fig. 26 shows the results of tensile tests. The MIM samples appear to perform slightly better. One reason could be the different oxygen content; while the oxygen level of the MIM samples was determined to be 1,834 µg/g, the content in the FGF specimens amounted to 2,195 µg/g. Plastic elongation of the MIM specimens was 0.19% at room temperature, which is an acceptable value for titanium-aluminides. The strength was comparable to that of cast material.
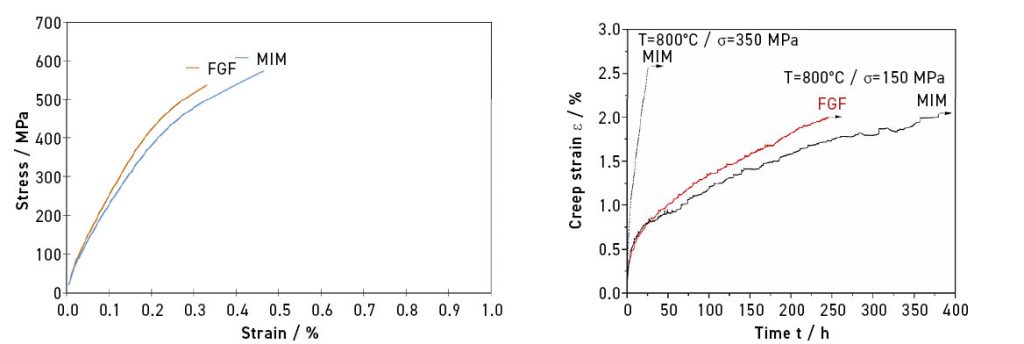
Fig. 27 (Right) The result of the compression creep test on TNM samples produced by FGF and MIM [11]
Preliminary creep tests reveal a similar tendency (Fig. 27). MIM and FGF materials show comparable results, though the MIM material performs slightly better. This could be because of the higher oxygen content and hidden defects in the FGF samples.
Tailoring the microstructure
Our final presentation on tailored microstructures was from Benoît Fer from Université Sorbonne Paris Nord, France [12]. He reported on a study that aimed to create a dedicated microstructure in the Ti-24Nb-4Zr-8Sn alloy.
Ti-24Nb-4Zr-8Sn is a metastable β-titanium alloy, primarily intended for use in biomedical implants. Again, the goal here was to enhance the strength without sacrificing ductility. The approach of Fer and his co-authors was to produce a so-called ‘harmonic microstructure’ consisting of regions of larger grains (‘cores’) within the network of fine grains (‘shells’).
In the study, ball milling of pre-alloyed, gas-atomised powder particles in the size range of 100-160 µm was used to create a fine microstructure at the surface of the particles by severe plastic deformation. After ball milling, Spark Plasma Sintering (SPS) was used for consolidation. In Fig. 28, micrographs after SPS are shown as a function of ball milling time. The SPS parameters were kept constant at 800°C for 30 min at 100 MPa pressure.
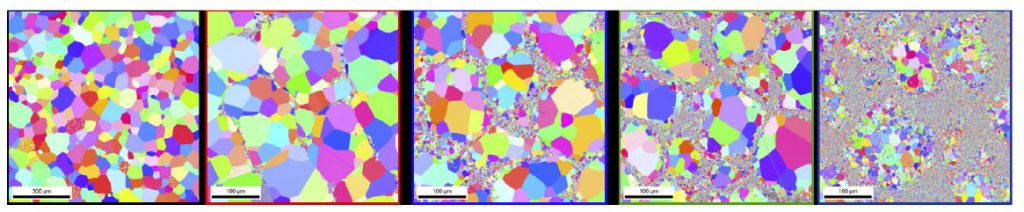
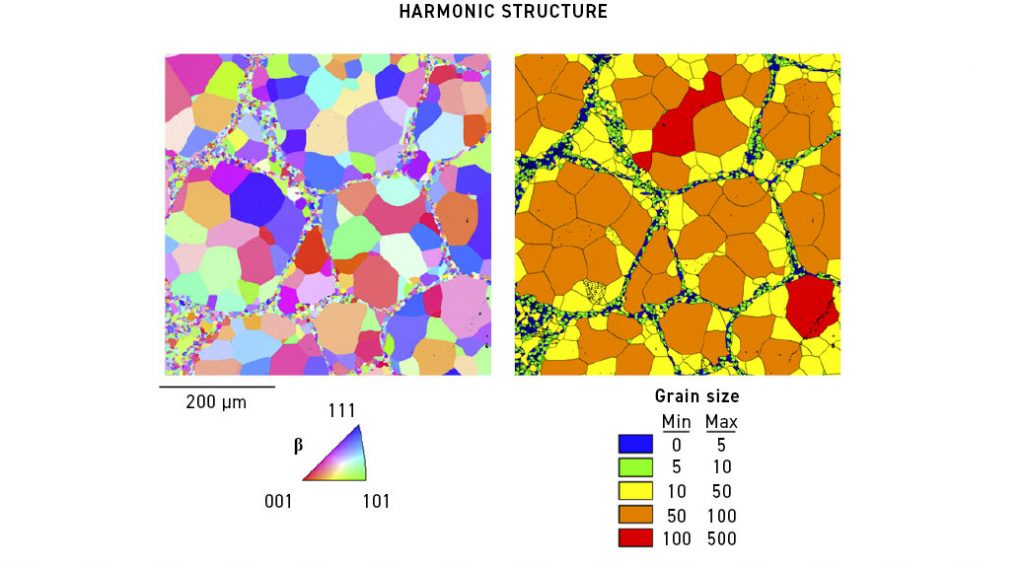
After the first trials, it was discovered that oxygen uptake during ball milling led to the formation of α-precipitates. Thus, another experiment wherein ball milling was performed for 50 hours within a vacuum. The result – shown in Fig. 29 – reveals the desired harmonic network structure with two distinct grain size ranges. In this case, only a very small amount of α phase was detected by XRD measurement.
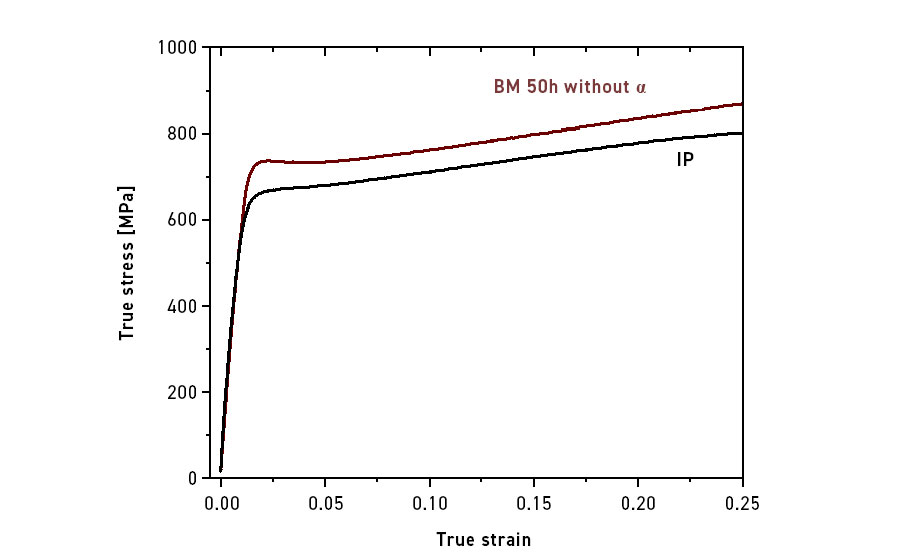
Tensile specimens were fabricated and tested from this material. Fig. 30 shows a significant increase in strength compared to the material that was not ball-milled. Furthermore, as desired, the ductility appears not to have been affected.
Further, the authors investigated the deformation mechanisms by interrupted compression tests and analysis of the evolution of dislocations. It appears that the deformation mostly happens in the interface between the core and shell and that Geometrically Necessary Dislocations play an important role in the improved mechanical behaviour. The study shows that the chosen processing route is capable of creating a harmonic structure, enhancing the materials’ strength without loss of ductility. The ball milling parameters turned out to be a crucial parameter.
Conclusion
This article covers only a small excerpt of all the oral and poster presentations at PMTi2024. Titanium Powder Metallurgy is a living topic in research and industry, continuing to raise fundamental questions. Despite the successful laser and electron-beam-based processing technologies, sintering continues to prove its relevance and possible expansion in the field. The main reasons for this are the potential for lower costs and more flexibility.
At the end of the conference, it was announced that the next PMTi will take place in Taipei City, Taiwan, in 2026. This promises to be another exciting opportunity to connect with those passionate about titanium alloys and gain an insightful perspective on the industry’s future.
Author
Dr Thomas Ebel
Head of Powder-Based Material Development
Helmholtz-Zentrum Hereon
Max-Planck-Straße 1
21502 Geesthacht
Germany
[email protected]
www.hereon.de
References
[1] Vladislav Kruzhanov et al., Suitability of Novel Titanium Powder for Metal Injection Moulding Application
[2] Christian Doblin et al., Large titanium preforms manufactured by cold spray
[3] Carl Boehlert et al., Characterization of the Microstructure, Tensile, Fatigue, and Creep Behavior of Powder Metallurgy Processed Rolled and Extruded Ti-6Al-4V-1B(wt.%) Alloys
[4] José Manuel Martín et al., Improvement of the mechanical properties of a P/M Ti-6Al-4V alloy with additions of carbon and silicon
[5] Ma Qian et al., Strong and ductile titanium alloys containing high interstitial elements
[6] Louis-Philippe Lefebvre et al., Effect of surface on the properties of titanium based powders
[7] Tània Vilella et al., TiNb-based Shape Memory Alloy Scaffolds produced by Direct Ink Writing
[8] Santiago Cano Cano et al., Development of Materials and Processes for the Lithography-Based Metal Manufacturing of Ti6Al4V
[9] Lucas Vogel et al., Advances in Lithography Based Metal Manufacturing of Nickel Titanium Alloys
[10] Tim Marter et al., Comparing Lithography-based Metal Manufacturing for Titanium with established processes such as Cold Metal Fusion
[11] Wolfgang Limberg et al., TiAl powder based Fused Granular Fabrication (FGF)
[12] Benoît Fer et al., Microstructural and mechanical optimization of a harmonic structured Ti 24Nb 4Zr 8Sn processed through Powder Metallurgy