



The evolving story of metal Binder Jetting: The pain and the promise
Binder Jetting – at once the new kid on the block yet one of the industry's earliest processes – holds the promise of taking metal Additive Manufacturing into the territory of true high-volume production. Yet progress towards this goal appears to be struggling, with machine sales lower than many hoped and two new 'big players' appearing to be holding back on full commercialisation. In this report, Joseph Kowen considers the development of this industry to date, the obstacles facing its growth, and, of course, the recent announcement of two of Binder Jetting's biggest rivals coming together in the most unexpected acquisition. [First published in PIM International Vol. 15 No. 3, Sept 2021 | 30-minute read | View on Issuu | Download PDF]

We’ve all heard a lot about metal Binder Jetting. It’s been a hot topic in the world of Additive Manufacturing and we’ve seen numerous developments in this space. In the past four to five years, we have witnessed a continuous drumbeat of news about how Binder Jetting is ‘coming’ or how it is ‘here’, and how promising metal Binder Jetting (we’ll call it metal BJT from now on) is for a new age in metal AM, to make less expensive parts in industries that dreamed that they, too, could be blessed by the benefits of AM. Ambitious new players have declared their intentions to embrace the promise of metal BJT. New systems have been announced. Funding and investments have flowed into the space with breath-taking speed and impressive scope.
And then, while this article was in preparation, the Earth shook for a moment, as two of the five practitioners and suppliers of commercial metal BJT systems announced that they were joining forces: Desktop Metal is to pay a total value of $575 million for ExOne. This acquisition, which still awaits regulatory approval and closing, was an unexpected seismic shift in the relatively sedate and incremental world of metal AM. Perhaps ‘earthshattering’ would be going too far; I am of the school that values conservatism and pragmatism in assessing industry developments – but the Desktop Metal – ExOne deal is the AM industry’s equivalent of, say, BMW merging with Daimler. Or perhaps Manchester United combining with Manchester City – OK, I exaggerate slightly, but I hope readers will get the point: this is big.
If the absorbing story of the development of metal BJT was worthy of analysis and review before the Desktop Metal – ExOne transaction, then it is only more so now. The original purpose of this article was to take a bird’s eye view of metal BJT, to understand who the players are and the true status of the technology as it strives to become a full-fledged tool in the manufacturer’s arsenal. Along the way, we’ll get some sense of where BJT is right now compared to other metal AM technologies. Through the pages of this publication and its sister publication Metal AM magazine, metal BJT has been well covered in recent years, so I will resist the urge to delve too deeply into technical issues; expert information on technical issues is available in the archives, and I urge those who want to obtain a deeper understanding to avail themselves of the quality information published there.
Market penetration – a small base
According to Ampower, a consultancy specialising in metal AM, the global installed base of metal BJT machines was 275 units, as of the end of 2020. This includes early machines that did not produce fully dense, pure metal parts and reflects the entire base of BJT machines sold into the market. It is impossible to predict how many of them are still in operation. By comparison, around 10,600 Laser and Electron Beam Powder Bed Fusion (PBF-LB and EB) machines have been shipped as of the end of the past year. Metal Powder Bed Fusion is by far the most dominant metal AM technology in the market today, and demands most of the attention of the metal AM industry. Despite some shortcomings and high part prices, metal PBF has found applications, such as in aerospace and medical, where it makes sense to produce parts by AM.
In 2020, metal BJT accounted for only 3% of metal AM machine sales revenue, or approximately €27 million. PBF accounted for 81%. Ampower forecasts that BJT machine sales revenue will reach 8% of the total metal AM machines market by the year 2025, or €225 million, which works out to a compound annual growth rate (CAGR) of 53.1%. By comparison, Ampower forecasts that the metal PBF segment will grow over the same period at a CAGR of ‘only’ 20.4%. The common wisdom is that BJT will grow at high velocity because it’s working off a very low base, and yet, by the end of 2025, it was projected to remain at less than 10% of the total value of metal AM machines.

A long history
A reasonable conclusion that could be drawn from these market penetration forecasts is that a fresh new technology, starting to get traction in the market, will outpace the market growth of the leading metal AM technology by a factor of more than two. But you would be wrong. It turns out that Binder Jetting, of which metal BJT is but one example, is one of the earliest technologies in the AM market. For a variety of reasons, metal BJT was overtaken by PBF in a significant way.
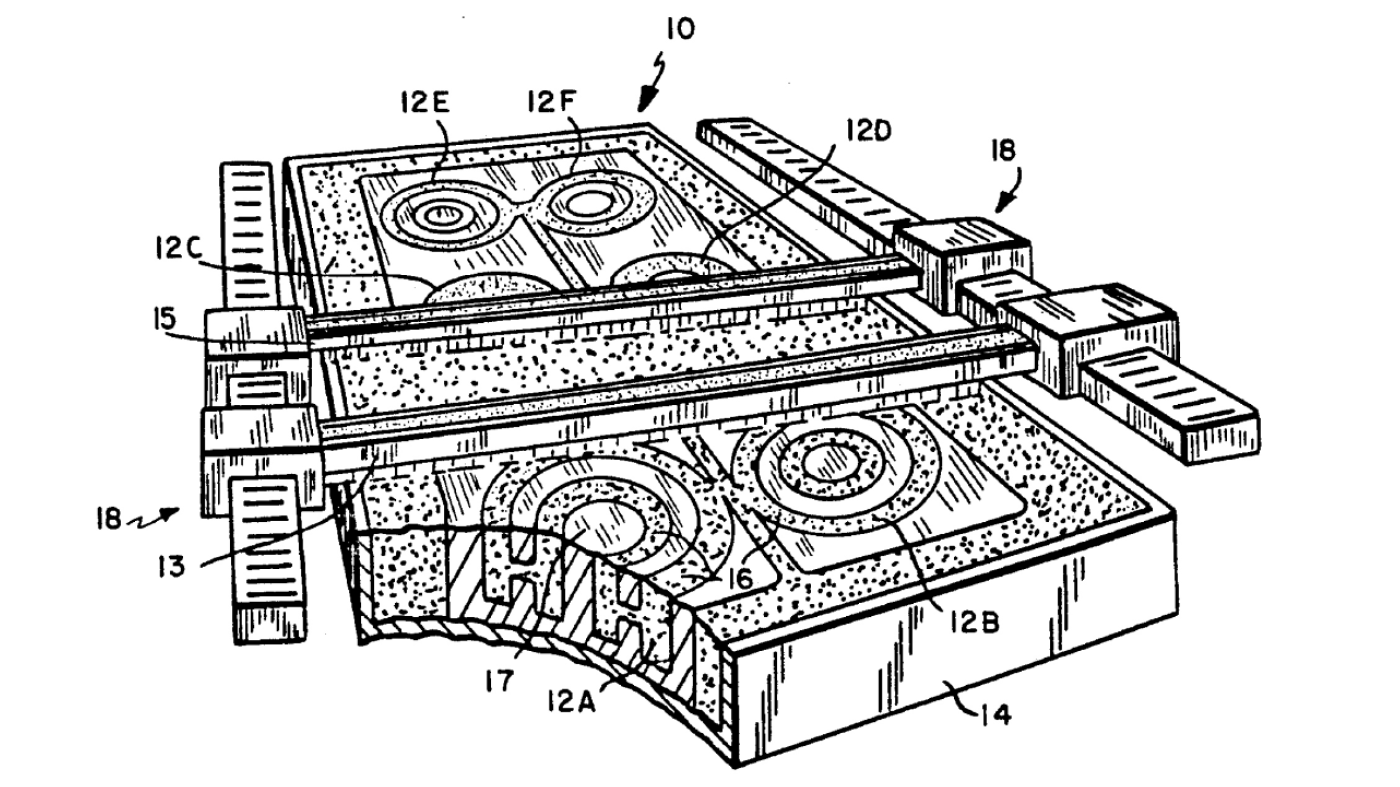
The origin of Binder Jetting goes back to an idea developed at MIT by a team led by Emanuel Sachs. The original patent was filed in December 1989, and eventually awarded in April 1993. Looking back at the process described in the patent, the concept seems quite simple, and perhaps even obvious (Fig. 2). A layer of porous or powder material is spread on a build plate and a binder material is selectively jetted through an inkjet head at parts of the powder layer corresponding to the cross section of the object that you desire to ‘print’. The build plate drops down a notch, more powder is spread across the plate, and the next layer is printed with binder, and so on. A three-dimensional object is built up by selectively gluing together layer-upon-layer of bonded powder material. A key advantage of building a part on a powder bed is that the non-bound powder serves as a support layer to buttress undercuts and internal cavities. When the unbound powder is removed, the additively manufactured part is revealed in its unstrengthened, or ‘green’, state.
The basic concept has not changed much over all the years since it was first invented. MIT called the process 3DP and, at first, it used a weak plaster material, which was strengthened by infiltration with an adhesive chemical. The wisdom of the patent was that it foresaw the use of a range of different powder materials and binding agents, such as ceramics, plastics and metal powders. MIT licensed the process to various companies, each in a different application area. Z Corp (later acquired by 3D Systems) received a licence for general modelling, while Generis licensed the process for sand printing, and Therics took a license for 3D printed pharmaceuticals. In time, a process for binding metal powder was also licensed. The first Z Corp system for building bonded plaster models was launched in 1996. In April 1999, Extrude Hone (now ExOne) installed its first ProMetal RTS300 machine for building metal parts at Motorola. At the time, the sintered metal powder parts required infiltration with a molten metal, such as bronze, to achieve strength and higher density – but this meant that the parts often lacked the metallurgical properties required for final end-use parts.
Wohlers Associates publishes an annual report that serves as the industry’s guide and chronicles the latest developments in the AM industry, which not only reflects the state of the industry, but also serves to record its historical development. Opening the Wohlers Report of, say, 2005, one gets a snapshot of the status of metal BJT for that year. The report reviewed all the metal AM processes then existing in the market. It reported that, as of that year, Prometal had thirty-one commercial installations worldwide. To put that into perspective, EOS had ninety commercial installations by then. Concept Laser, today part of GE Additive, had thirteen, Phenix (later 3D Systems) had four. MCP Group, the forerunner of MTT, which eventually spawned SLM Solutions, had an installed base of only ten machines. We can speculate as to the reasons why the promising metal Binder Jetting technology, which, in 2005, was holding its own in the industry, lost out to metal PBF in such a big way. One reason was probably metallurgy. I am going to speculate that another was the technologically sensitive, time-consuming and challenging process of converting green parts to final parts. As we shall see, this issue continues to challenge the technology and hinder its development to this today.
Today’s BJT companies
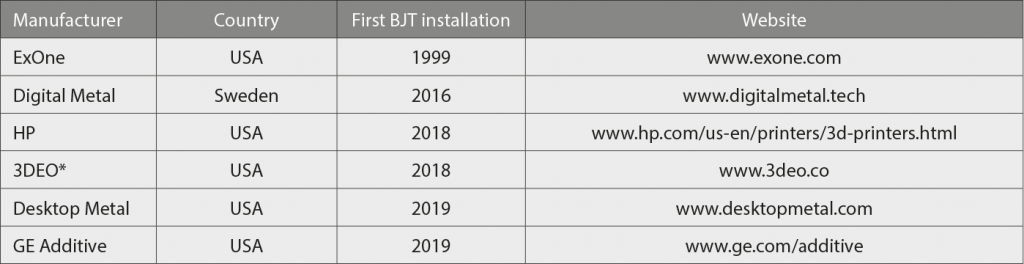
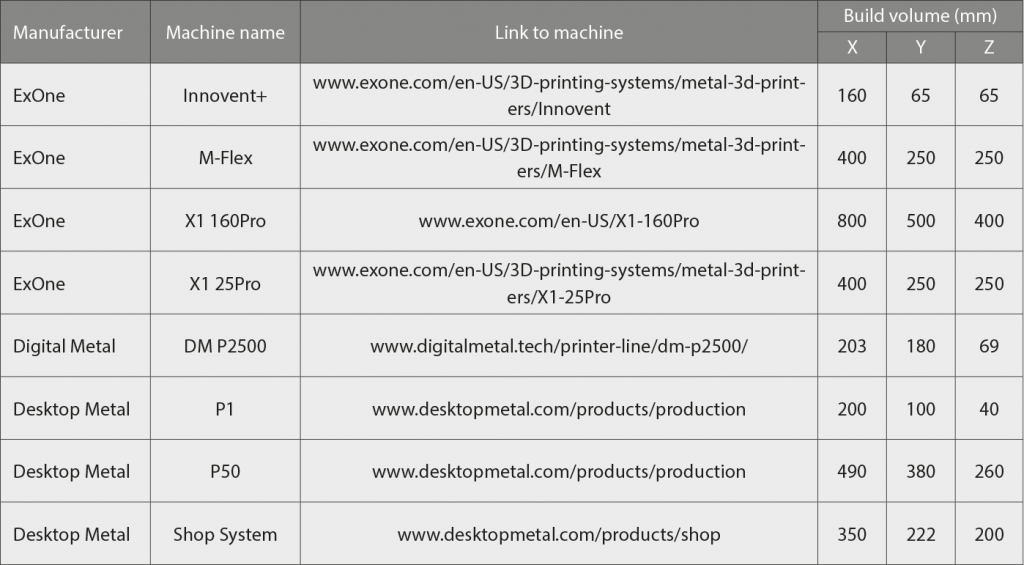
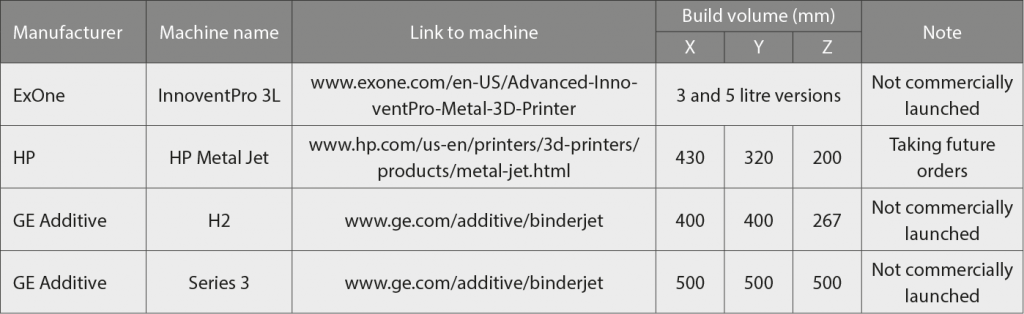
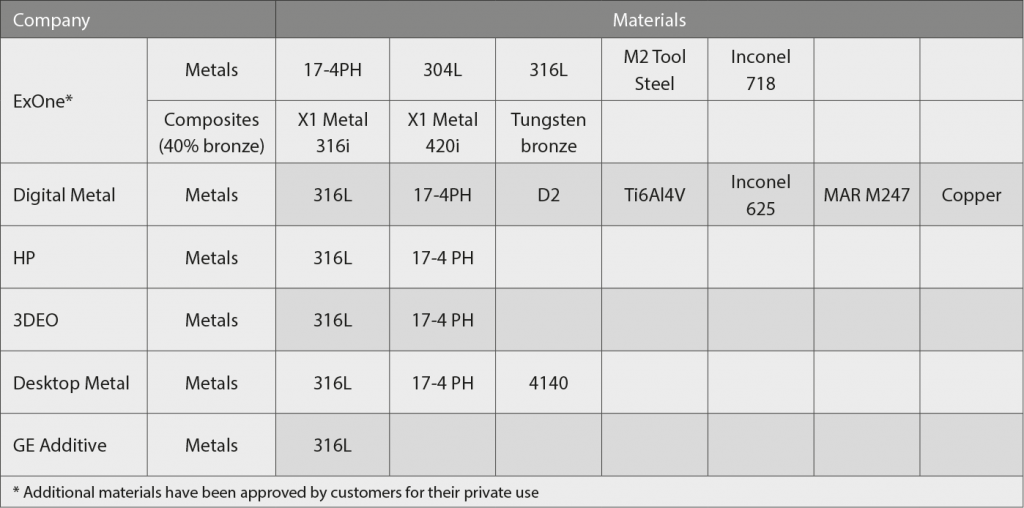
There are not a large number of BJT providers out there, and, as we have already noted, their numbers are getting smaller. Table 1 is an overview of the players in the order in which they entered the market. In total, there are only eight metal BJT systems in full commercial release (Table 2). Four other systems have been announced, demonstrated or are installed at beta customers, as shown in Table 3. Available materials from all the BJT providers are presented in Table 4.
ExOne
As we have seen, ExOne’s first metal BJT machine was sold more than twenty years ago. The company currently sells four machines. A fifth machine, the InnoventPro, has been announced, but is not yet commercially available. In 2020, ExOne sold thirty-three metal BJT systems; in 2019 and 2018, the company sold twenty-one and thirty units, respectively. The company offers the widest range of approved materials of any of the companies in the market – this stands to reason, given that the certification of materials is a time-consuming task, and ExOne has been at it longer than anyone else in the BJT sphere. Approved materials include composite metals containing bronze, as well as five pure metal materials. The company also sells a small machine designed for R&D activities so that customers can develop their own material process for their internal needs using a wide range of materials that are not officially approved; the company lists twelve customer qualified metal materials. As noted, in August 2021 Desktop Metal announced it was acquiring ExOne. The company also
sells a line of sand binder jet printers for the foundry industry.

Digital Metal
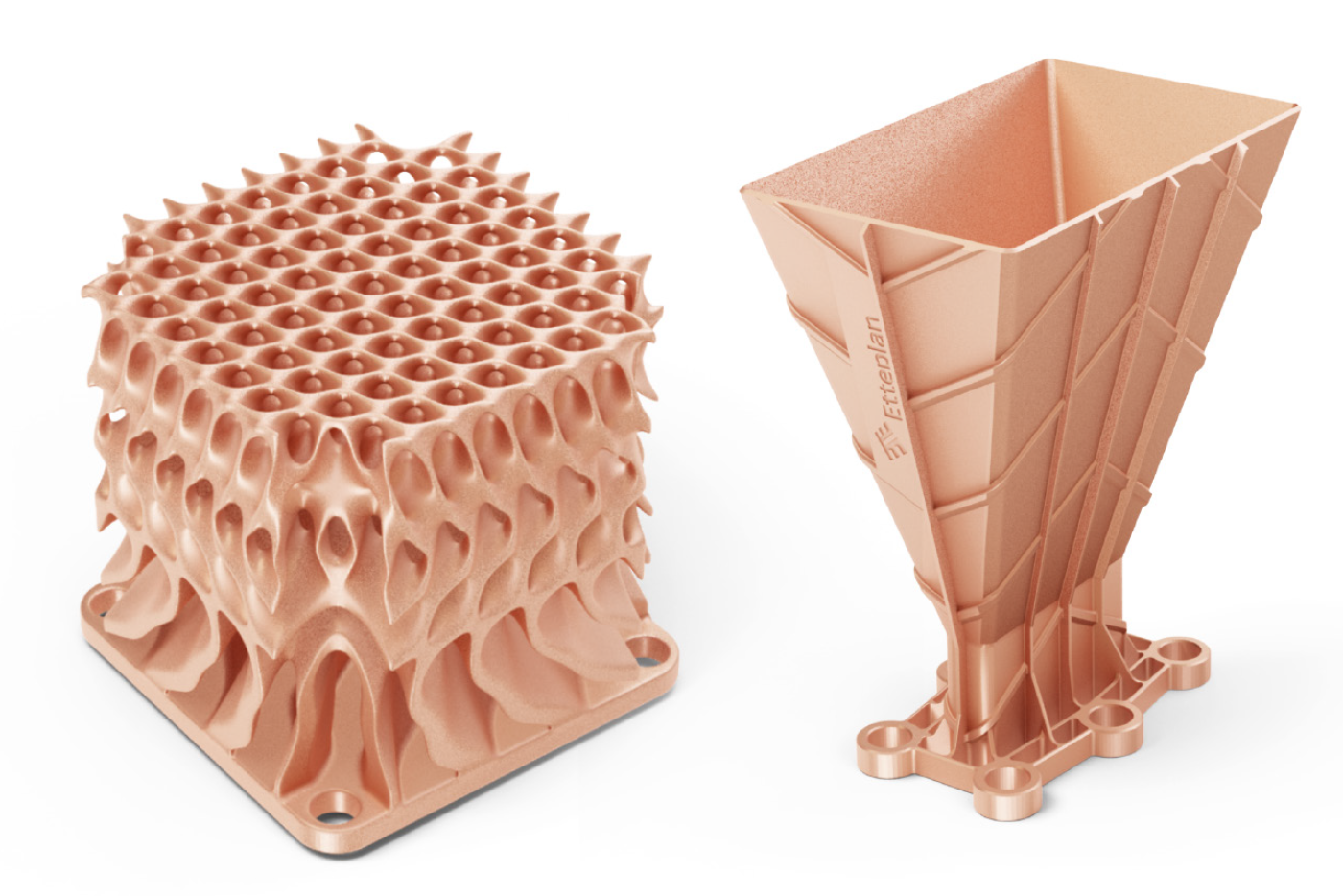
This company began its life in 2003 as a Swedish startup called Fcubic, which was acquired by Swedish metal powder giant Höganäs in 2012. For many years, the company resisted the urge to sell its machines, and offered a parts service only; the thinking was that it wished to perfect the process before making systems available on the open market. It helped that the venture had solid financial backing from an industrial group that had deep experience with sintered metal components for industrial applications. It began selling systems in 2017 and, today, machine sales make up the largest part of the company’s revenue. Seven certified materials are available for use on Digital Metal machines, for which it guarantees a level of quality and performance. Its latest material is pure copper. The company predicts a good market for heat sink components in electronics.
HP
One of HP’s strategic strengths is its homegrown inkjet technology, which it has perfected over its many years in the traditional printing business. In 2016, the company entered the Additive Manufacturing industry with its Multi Jet Fusion machine for polyamide parts. Since it had already developed a platform for printing on powder, it was a relatively natural next step to adapt the platform to metal BJT. Realising that while HP is well endowed with printing technology, it is less equipped to manage sintering processes, and so it partnered with Metal Injection Moulding specialists GKN and Parmatech at the outset.
Volkswagen AG reported in June this year that it is using HP metal BJT technology at its main plant in Wolfsburg, with the aim of producing up to 100,000 metal AM components a year by 2025. Golfing equipment manufacturer Cobra partnered with HP and Parmatech to produce a limited edition metal BJT golf putter in November 2020 (Fig. 5). HP is taking pre-orders on its Metal Jet machine, but it is not yet available on general commercial release.

3DEO
3DEO does not sell machines, but no summary of metal BJT would be complete without mentioning the company. 3DEO offers a parts service that uses its proprietary platform to create binder jetted-like green parts. The machine’s sweet spot is in the production of smaller parts. It differs from traditional BJT in that it does not selectively jet a binder onto powder, but rather dispenses a binder over the entire layer and then removes material where it is not needed with a precision milling system. 3DEO is based in California. In July this year the company announced that it had shipped its millionth production part within the first two years of operation.
Desktop Metal
No company in recent memory has created more of a stir in the AM industry than Desktop Metal. The company was founded in 2015 in Boston, Massachusetts, USA, by a group that included, by some quirk of karmic fate, Dr Emanuel Sachs, the original lead inventor of MIT’s Binder Jetting process. The company is the most prolific fund raiser in the history of AM, raising no less than $437 million in its first few years. In August 2020, the company announced it was merging with Trine in a SPAC deal that netted the company a further $575 million, including $300 million in assets already invested in Trine. During 2021, the company has embarked on what might be referred to as a ‘shopping spree’ of investments in AM-related companies. In January, it announced it was acquiring Envisiontec, a polymer AM company, for $300 million, and, in August, it announced its intention to acquire ExOne (more on that later). The company produces three metal BJT systems.
Desktop Metal’s Production System (its line of large metal BJT machines) is commercially available, having begun shipping in March 2019. In December 2020 the company unveiled the P-1, a version of the Production System designed to bridge the gap between bench top development and mass production on the full size version of the system, which is now called the P-50. A P-1 model was purchased by Ford in January 2021. In November 2019, the company announced a further BJT machine, the medium-sized Shop System, designed for use in machine shops and metal job shops. Shop Systems are currently installed at early adopters that include Cetim and Wall Colmonoy. Global shipments of the Shop System began in November 2020.

GE Additive
GE Additive was a surprise entry into the BJT race. The company already has significant positions in both electron and laser beam PBF systems. In late 2017, the company released a picture of a metal BJT system called the H1, which had been developed internally in record time. Interestingly, GE Additive, until that point, had not displayed any developments or knowledge in inkjet printing technology, although it did have powder expertise through its metal PBF activities.
In May 2019, the company announced that it had supplied betas of its H2 machine to Wabtec and Cummins, although, in fact, the machines were initially being operated from within GE’s facilities. No further commercial release details have been announced for the machines, and they are not featured as a catalogue item by the company. However, the company does conduct webinars that promote metal BJT, and talks freely about the systems that have been developed, including a series 3 machine that has not been mentioned in any formal release by the company.

In May this year, Cummins announced that it was finalising its first production part made using GE’s metal BJT technology on an in-house GE Additive BJT machine (Fig. 6). The part, a Cummins Emission Solutions (CES) lance tip adapter used in high horsepower engines, is now moving through Cummins’ production part approval process (PPAP) for formal approval (Fig. 7).

Where is the BJT market today?
We have already seen the figures for the number of machines installed and the run rate for new BJT systems. The market development of the technology has been anything but dramatic. One of the main reasons for this is that, like many new technologies, working out bugs and adoption hurdles is not as simple as it first looks. In the case of BJT, it is not just the technology itself that needs to be fine-tuned, but, in fact, a number of users interviewed for this article indicated that the Binder Jetting process itself is the easier part of the equation (which is not to say the machines themselves all work flawlessly). Given the accumulated knowledge in precise liquid printing systems and inkjet technology, it is reasonable to assume that experienced engineers will solve many of the final teething issues associated with this technology. One BJT user predicted that the machines themselves will have been perfected within the next two years.
However, since BJT relies heavily on downstream processes, in particular debinding and sintering, mastery of the BJT process is dependent not just on the ability to use a Binder Jetting machine, but on a user’s knowledge of converting green parts into functional production parts with maximum consistency and accuracy, and minimum scrap. Sintering knowledge, it turns out, is not available in abundance and is not easily learned. The process is full of variables that have to be deeply understood, from furnace operation and maintenance to atmospheres and debinding/sintering cycle optimisation. Whilst the finer points of the sintering process are not trade secrets, the expertise gained over decades brings competitive advantage. Whatever the case, the bottom line is that sintering expertise is often hard to come by.
So it is not by chance that the early adopters of metal BJT have come predominantly from the ranks of the MIM community. Materials for both applications are very similar and downstream processing of BJT green parts is similar to the debinding and sintering of MIM parts. It’s a comfortable zone for these manufacturers. They have the equipment, and they have the knowledge. While there certainly still is a learning curve for BJT parts production, MIM specialists begin that learning process from a solid foundation.
There is another reason why MIM companies have developed a fondness for metal BJT. This time it’s a business reason: BJT can do things that MIM cannot do, and it can do things that MIM can do, but more quickly, when this is necessary. Tooling is the critical path for MIM, and complicated tooling can take a long time to make. BJT can play an important role in bridge manufacturing. While cost is usually the parameter for determining break-even, there are situations where the time break-even is no less important.
Time break-even analysis poses the following question: how many parts can be manufactured in the period between the submission of the design and the time it would take to make the tool? Since a complicated tool could take a long time to make, it is possible to make thousands of parts even before the first MIM part could see the light of day. Parmatech, the original MIM specialist and holder of the first MIM patent, advertises a lead time for production MIM tooling of 8–14 weeks. A large number of parts can be binder jetted before the first MIM part is moulded. For some applications, and in a variety of situations, that is going to be a huge competitive and marketing advantage.
Apart from time, BJT also offers design uniqueness that can differentiate the project from standard MIM parts. This is a common theme is many areas of the AM world. However, this advantage depends on the ability of engineers to create designs that take full advantage of the benefits that AM has to offer. Design for Additive Manufacturing (DfAM) remains a speed bump in the development of applications for AM. DfAM comes in many flavours: designing for BJT is going to be different than designing for metal PBF, for example. We could call it Design for Binder Jetting. DfBJT knowledge is a key factor in the success of BJT. Digital Metal refers to this concept as ‘Design for Sintering’.

MIM company activities
Whilst there is evidence that almost all MIM companies are exploring the potential of sinter-based AM to some extent, below are profiles of some of the more visible adopters of BJT.
GKN
GKN Powder Metallurgy (GKN) runs a MIM operation within its GKN Sinter Metals business and is one of Europe’s largest MIM producers. It also operates a division called GKN Additive, which makes both plastic and metal AM parts using a variety of technologies. GKN was an early adopter of BJT, along with other AM technologies. GKN Powder Metallurgy is also a manufacturer of metal powders for PM, AM and MIM and has adopted a strategy of integrating PM, MIM and AM parts manufacturing services as downstream businesses to its powder manufacturing.
At the 2018 International Manufacturing Technology Show (IMTS), GKN and HP announced that they would collaborate to produce metal BJT parts on HP’s newly announced Metal Jet system. GKN became one of two service providers offering metal parts as a service to the market on behalf of HP as it developed its BJT platform for a broader market. The company now runs five HP machines: two are used in R&D to develop new Binder Jetting powders, and three are integrated within the GKN Sinter Metals business for the manufacture of production parts.
Simon Höges, the director of Additive Manufacturing technology at GKN Additive, says typical lot sizes start at hundreds of parts, going as high as 20,000 parts. He sees a growing number of projects under consideration that involve much higher numbers of parts. A successful part should have a unique design that exploits the advantages of AM in order to compete with standard MIM parts – traditional designs will in almost all cases be best manufactured by MIM for larger quantity projects when time is available for the production of tooling.
GKN and HP have also collaborated to make BJT parts for Volkswagen, a project which was announced in 2018. In June 2021, the car maker announced plans to produce 100,000 BJT parts per year by 2025. As a kickoff project for the companies, GKN binder jetted 11,000 scaled down metal models of the Volkswagen ID.3 as marketing giveaways (Fig. 8).

Indo-MIM
Indo-US MIM Tec. Pvt. Ltd., Bengaluru, India, is one of the world’s largest manufacturers of MIM parts for aerospace, automotive and other industries, and operates manufacturing facilities in Bengaluru and in San Antonio, Texas, USA. In May 2019, the company entered into a strategic partnership with Desktop Metal, under which it deployed a Desktop Metal Production System at its San Antonio facility.
Jag Holla, Senior VP Marketing of Indo-MIM’s US operations, agreed that BJT is complementary to its core business, but that it was not going to replace tried and tested MIM solutions for the most part. The company’s MIM knowledge is a critical factor in enabling them to successfully employ BJT with minimum disruption and learning curve cost. Generally, MIM is cheaper for larger quantities of parts, though Holla expects this will change as knowledge about DfAM expands among customers and build speed increases.
The model of using BJT as a complementary solution to its MIM operations has been successful enough for Indo-MIM to be planning its implementation at its Indian facility, modelled on its experience in the US market, to serve markets in Asia.

Parmatech
Yet another MIM specialist that was drawn to BJT by the promise of offering its customers AM parts when it makes sense is Parmatech, California, USA. The company has specialised in MIM part production since 1973, and was acquired by ATW in 2003 from Carpenter Technology.
Like its peers, Parmatech was drawn to BJT by the possibility of leveraging its extensive powder and sintering knowledge to produce MIM-equivalent parts without the need for tooling. In September 2018, Parmatech partnered with HP to offer a BJT parts service based upon HP’s newly announced Metal Jet printer.

The challenges of automation
A recurring theme in conversations with metal BJT users is that automation of the process and post-processing of parts is one of the biggest hurdles facing would-be adopters of the technology. Most manufacturers of metal BJT systems do not give much detailed attention to automation of the process chain. And the lack of a holistic approach to the process is not confined to BJT only. In a previous article in Metal AM, we found that lack of automation is a significant hurdle for metal PBF as well.
One interviewee for this article indicated that a vision of a one-click process to produce BJT parts is still a way off. By that, he meant that the idea of loading a file into a machine and waiting for a finished part to pop out the other end of the machine will remain a dream for now. Even if one were to have the best sintering knowledge available, the process chain of moving powder through a jetting process to a green part, to debinding and sintering, to finishing is a series of processes strung together that rely primarily on manual effort. Minimising that effort is a challenge. Third party process chain solution providers often lack the incentive to develop new systems to automate the process because of the small size of the potential.
So, who should fund the development of process chain solutions? There are signs that machine manufacturers themselves are starting to address these issues. Digital Metal announced the launch of the DPS 1000 automated depowdering station that is used in conjunction with its DM P2500. Recognising from their own AM operations with the machine that manual depowdering was an expensive and time-consuming operation, the company set about to alleviate the problem through the development of an automated solution. “A key benefit of the DPS 1000 for Digital Metal customers is that it will free up time, and also bring consistency by removing the human factor from the equation,” stated Alexander Sakratidis, Sales and Marketing Manager at Digital Metal. Two machines have already been shipped to customers.
Since the parts are depowdered in a green state, it is important that the depowdering process remove only loose powder, and not damage the part itself. This is achieved using an automated nozzle blowing compressed air in exactly the right location to remove the powder without affecting the part. Almost all powder is removed, requiring manual removing of very small amounts from inside the most complicated designs. At present, the depowdered green parts are collected in a container at the base of the machine and placed manually on a base plate for introducing into the debinding and sintering stages of the process. In the future, according to Sakratidis, this will also be automated through use of a pick and place robot.
While this system is far from being a one-click, automated manufacturing process from start to finish, it is one of only very few automated offerings across the full breadth of the AM industry.
Generally, machine manufacturers have had little to offer customers, who either had to fend for themselves or rely on third-party solutions that often lack the nuances that can be the difference between successful and unsuccessful solutions, especially in nascent technology areas. What is more, third-party providers of automation systems, who might have the knowledge to provide technical solutions, might lack an economic incentive to develop solutions for early-stage niche markets.
Digital Metal has taken an important step in setting a new standard for addressing automation in an AM process: it has taken full responsibility to provide users with an integrated solution – in this case, for powder removal. The Wohlers Report estimates that the company has an installed base of twenty-seven machines worldwide. That is hardly the size of market that would be attractive for third parties to enter of their own volition to pursue a business opportunity. Digital Metal has proactively injected itself into this equation and provided the proverbial chicken that will lay eggs, realising that a total process chain is what will eventually result in selling more machines.
Industry rumours indicate that other machine manufacturers are also addressing this issue at one level or another, even though solutions have not been announced. However, many feel that the failure to give sufficient attention to process chain automation is a serious hurdle which metal BJT must traverse before the industry can develop to the next stage. It would be inconceivable for an electric vehicle company to launch a car without a recharging solution in place.
Process automation in BJT is more important than process automation in many other AM processes, and it is unreasonable to expect the customer base to find its own solutions. It is incumbent upon machine manufacturers to devote additional resources to these processes. Process automation should be viewed not as ‘nice to have’, but as a strategic necessity. That is not to say that each machine provider should develop the entire process in house – in fact, it has been shown that companies developing new technologies should focus their activities on the core technology. But this should not mean that machine providers are freed from the responsibility to provide an overall process solution. They may not be expected to develop the entire process themselves, but we should expect that the machine manufacturer assume full responsibility for ensuring the development of solutions. After all, it is in the long-term interest of machine manufacturers to make adoption of their systems as smooth as possible. Yes, taking responsibility for the development, whether internal or through external partnerships, costs money. But as we have seen, many of the companies involved in BJT do not lack funding or corporate backing, and the sooner they embrace this responsibility in full, the shorter the process of ramping up BJT technology will be. Failure to do so will only further delay the more widespread adoption of metal BJT.
The Big Deal
So, having observed the current status of BJT, seen who is in this segment and what the extent of their activities is, we can summarise that the market for BJT is technologically promising, yet negligible compared to competitive metal AM technologies. We can state that the critical hurdles are a lack of knowledge in sintering, insufficient understanding of Design for Sintering, and lack of process chain automation, leading to inefficiencies and inconsistencies. We can point to the fact that it takes time to approve materials, not to mention the effort and time to certify parts for larger-scale production.
So, against this backdrop, what was going through the minds of ExOne and Desktop Metal when they announced The Big Deal? Generally, companies in fast-developing markets do not merge as they try to take market share. The transaction was presented as a joining of forces for the benefit of both, and for propelling a promising technology forward for the industry at large. Some have said that Desktop Metal provided the capital that ExOne did not have to move ahead quickly to capitalise on the potential, while others suggest different reasons.
When Desktop Metal went public in late 2020, it communicated with investors the huge potential of metal BJT. That is why the company could justify such an enormous valuation of $1.8 billion on a very low revenue. The most significant projection in the company investment presentation of August 2020 was this: Desktop Metal, a company then projected to close the year with sales of between $15 and 25 million (in the end they closed the year with sales of $19 million), was projecting that by 2025 it would sell $942 million – that meant a CAGR of 87% over five years.
In the opinion of many industry observers, the only way that such a figure could be achieved was by acquisition. This explains Desktop Metal’s shopping spree, which included acquisitions unconnected to the metal BJT space which served as the justification for the stratospheric projections (and company valuation) in the first place. That is how Desktop Metal came to own Envisiontec, a polymer AM company that addresses markets and applications which Desktop Metal was unfamiliar with at that point.
One can assume that Desktop Metal needed to augment its top line, but how does this explain that, in its attempt to grow the business, it bought the one available company that offers a similar line of products? It could have bought anyone, so why ExOne? A careful look at the industry growth figures and technological hurdles that we described earlier suggests another answer. Perhaps Desktop Metal acquired ExOne not because the BJT market was exploding, but for exactly the opposite reason: despite the promise of a technology that could open up vast new AM markets, it was not developing as fast as everyone had hoped. It is possible that Desktop Metal’s need for revenue created for ExOne an opportunity to exit at an attractive valuation.
Conclusion
Looking at the table of commercially available machines, we see that if this acquisition is to be approved, seven of the eight commercially launched machines would be provided by the single merged companies. Perhaps it will not be approved, or perhaps it does not need approval because the deal is too small. We can see that other offerings from serious competitors are close to coming to market. We are not qualified to speculate on the antitrust aspects, but it seems as if competition in this space has taken a knock. And as we know, competition is the fuel of innovation; some BJT users have expressed frustration that the merger might affect innovation in metal BJT. And as we have seen, innovation is going to be needed to overcome some of the hurdles that still lie ahead for a technology that is behind where it was expected to be by now.
Many in the industry hope that the investments needed to give metal BJT a push towards developing a more mature solution will be made. It is in everyone’s interests to ensure that metal BJT has the resources and the attention needed to propel the technology forward in a reasonable time frame.
The bottom line on metal Binder Jetting: guarded optimism about the future, and broad recognition of the promise. But there is still work to be done.
Author
Joseph Kowen is an industry analyst and consultant who has been involved in rapid prototyping and Additive Manufacturing since 1999. He is a principal of Intelligent AM, a consultancy on Additive Manufacturing serving the business and financial communities.
Joseph Kowen
Intelligent AM
Tel: +972 54 531 1547
[email protected]
www.intelligent-AM.com




