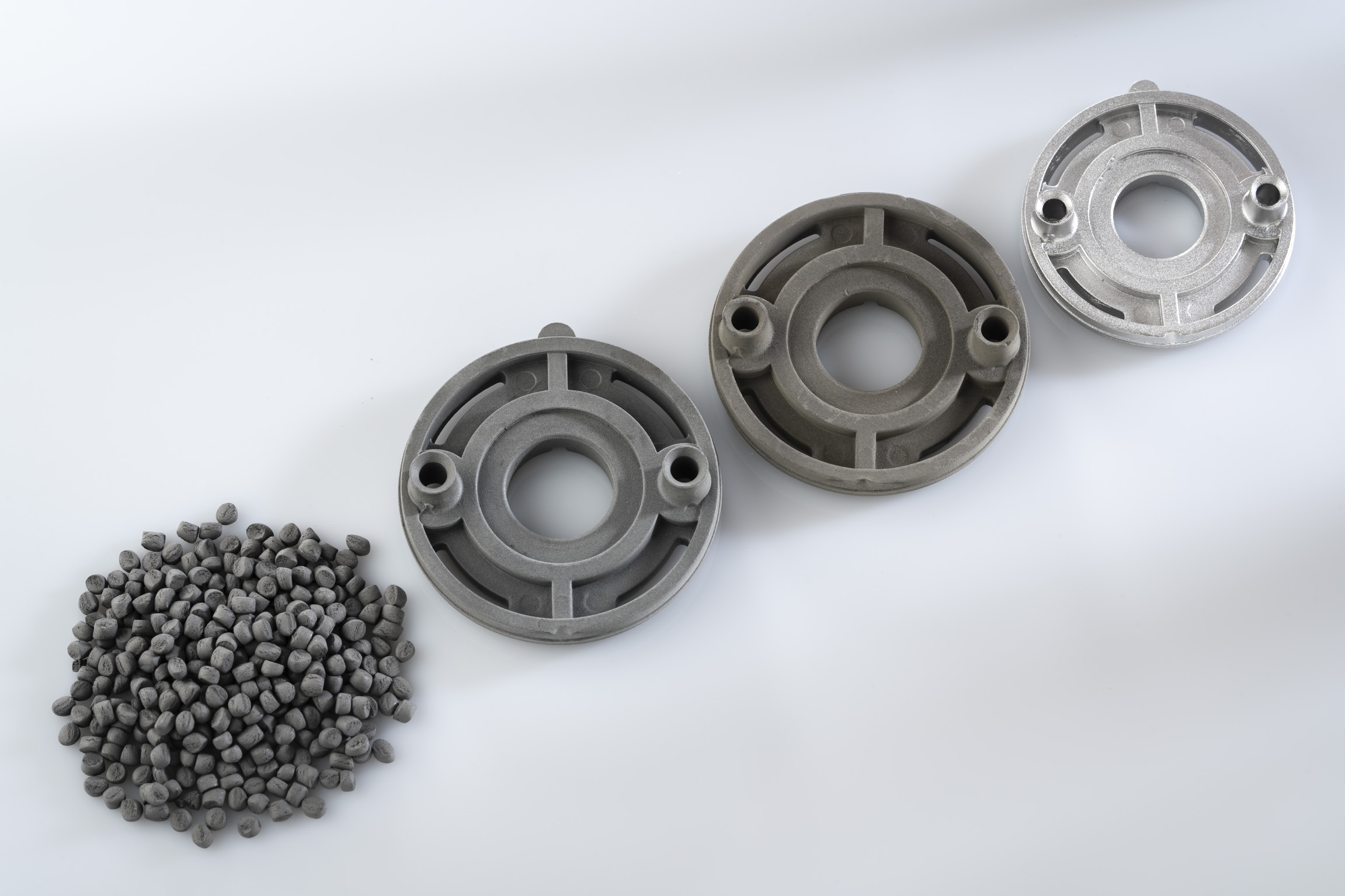
Catamold® motion 8620: BASF’s new low alloy feedstock based on pre-alloyed metal powders
BASF SE, the market leader in feedstocks for Metal Injection Mouding (MIM), has expanded its feedstock range with the release of Catamold® motion 8620, a low alloy steel feedstock suited to high performance automotive applications. In this paper, the company's Marie-Claire Hermant, Rudolf Seiler, and Thorsten Staudt introduce the new feedstock and the strategy behind the move to pre-alloyed, water atomised powders. The properties and performance of the new system are compared with those of the company's existing Catamold 8620 that uses the master alloy approach. [First published in PIM International Vol. 15 No. 2, June 2021 | 15 minute read | View on Issuu | Download PDF]
The master alloy (MA) approach of mixing highly alloyed powders with pure iron powders to produce a wide variety of low alloy carbon steels and stainless steels is well established in the Metal Injection Moulding industry. Benefitting from alloy flexibility, high sintering activity leading to lower required sinter temperatures, and high dimensional accuracy, this route has maintained a dominant position. For stainless steels, however, the use of pre-alloyed powders has largely displaced master alloy systems. Cost pressures, an increased number of competitive players offering pre-alloyed powders, and streamlining of alloy portfolios have accelerated this process. Interestingly, within the low alloy feedstock domain, the adoption of pre-alloyed powders has been somewhat slower. In this paper, we report on the new Catamold motion series of feedstocks, with special focus on the alloy AISI/SAE 8620 (DIN 1.6523, UNS G86200), which is based on pre-alloyed, low alloy powders.
Master alloy overview
In Powder Metallurgy -based processes, the mixing of iron powders and highly alloyed powders has, for many decades, been one of the most established ways to achieve the targeted chemical alloy composition in the final sintered parts. The master alloy approach offers many advantages, including flexibility in alloy chemistry design and lower sintering temperatures due to the high sinter activity of fine iron powders. MIM, born from the coming together of Powder Metallurgy and polymer processing, has successfully adopted the MA approach – and it is still the major route to produce high-quality, low alloy MIM parts.
Master alloys have, until now, been exclusively used for low alloy products in the Catamold range, wherein blends of BASF’s own carbonyl iron powders (CIP) and gas atomised MA powders are utilised. The production methods of these powders allows for very low concentrations of oxygen to be achieved in both.
CIP, produced via the decomposition of iron pentacarbonyl, followed by annealing under hydrogen and quenching in nitrogen, is a very pure iron source with little residual oxygen and carbon (below 3000 and 50 ppm, respectively). Gas atomised powders can reach very low oxygen levels due to the inert gases used; even when high concentrations of oxidatively-sensitive elements like manganese, silicon and chromium are present, oxygen values below 1000 ppm are often achieved. These low concentrations are highly advantageous for sintering. Oxides of manganese and silicon present after atomisation are difficult, if not impossible, to remove at typical MIM sintering temperatures (1250°C–1430°C) and atmospheres, leading to reduced densities and part defects. Additionally, oxygen initially bound to iron, which essentially would be easy to reduce, can ‘getter’ on these elements during sintering [1].

Although the MA approach has a proven track record, it still suffers certain disadvantages. The correct mixing of powders with different chemistries, morphologies and particle size distributions during feedstock production is vital. Indeed, even if near-perfect mixing is achieved, local fluctuations in chemistry are difficult to avoid when low concentrations of certain elements are required. These fluctuations must be compensated for by diffusion during sintering, which is not easy in the case of certain elements [2]. Chemical inhomogeneities in sintered master alloy parts are usually in the range of 100 µm and, although this is a very small scale, these defects can initiate fatigue cracks during mechanical loading, especially when the inhomogeneous area is weaker than the bulk (e.g., a high nickel-content region in 8620).
Over recent years, the MIM industry has been moving away from the MA approach; the use of pre-alloyed (PA) metal powders, where each powder particle already contains the target chemistry, is now dominant – over 90% – for stainless steels. One of the strongest reasons to shift to PA systems is the fact that they do not suffer the chemical fluctuations of MA systems. Additionally, economically, PAs are often more price-competitive than the MA systems. This difference in cost has mostly been driven by the increase in the number of powder producers offering competitive, high-quality PA powders, predominantly produced via water atomisation. Water atomisation can yield metal powders, both stainless steels and low-alloy steels, with tap densities sufficient for application in MIM [3].
One disadvantage of this process is the oxidative nature of the atomisation media; even when low levels of oxidatively-sensitive elements like manganese, silicon and chromium are present, high oxygen levels are unavoidable [4]. For stainless-steel alloys typically sintered under hydrogen, this oxygen may not pose any impediment to achieving high sintered densities and low sintered part oxygen values. However, for carbon containing low alloy systems sintered under argon or nitrogen, a clean oxygen removal and achievement of high sintered densities may prove more problematic.
In this work, we focus on the production of MIM parts using a pre-alloyed, water atomised AISI 8620 metal powder. We demonstrate that it is possible to produce dense metal parts with superior mechanical properties.

Experimental procedure
As a benchmark MA system, the standard Catamold 8620 feedstockwas used. The PA 8620 feedstock (Catamold motion 8620) is based on a commercially available water atomised powder. Both feedstocks comprise 7-8 wt.% POM, 0.8-1.1 wt.% PE and 0.3-0.5 wt.% additives. The new BASF Catamold motion binder formulation is based on one of BASF’s latest generation of additive packages. Feedstock mass flow rates (MFRs) were measured according to ISO 1133-1 at a temperature of 190°C and a load of 21.6 kg.
A standard green part was injection moulded following typical MIM injection conditions (standard conditions with 190°C nozzle and 123°C tool temperature) and processed to a brown part using a nitric acid debind (60 ml/h HNO3, 840 l/h N2 flow rate, 120°C, 2.5 h). Brown parts were sintered in a molybdenum furnace under nitrogen. The following temperature profile was utilised:
- Heating from room temperature to 600°C at 5°C/min and holding at 600°C for 1 h
- Heating from 600°C to 1380°C, at 5°C/min
- Holding at 1380°C for 3 hours and, finally
- Furnace cooling to ambient temperature, with a rate of 5°C/ min
Alternatively, similar sintered densities could be achieved by heating to 1,410°C in step (2) and holding at 1,410°C for 1 h in step (3).
Results
Metal powder
Manufacturing low alloy metal powders via water atomisation is more challenging than for highly alloyed stainless steels. Firstly, the low concentration of alloying elements (e.g. Cr, Ni) tends to raise the melt temperature, which makes it difficult to continuously pour without superheating the melt. Secondly, oxygen uptake must be avoided during the drying process; fast dewatering without the presence of air is essential in ensuring a low powder oxygen concentration. Table 1 shows that the commercially available powder has achieved an acceptable level of oxygen (below 3000 ppm).

The deviation in manganese content from the AISI 8620 standard is intentionally applied in order to minimise manganese fouling of the sintering furnaces and to reduce manganese oxide forming during powder production, debinding and sintering. The PA powder is coarser than a typical CIP powder; a lower sinter activity could, therefore, be expected. To compensate for this, it was necessary to increase the sintering temperature to achieve highest part densities.
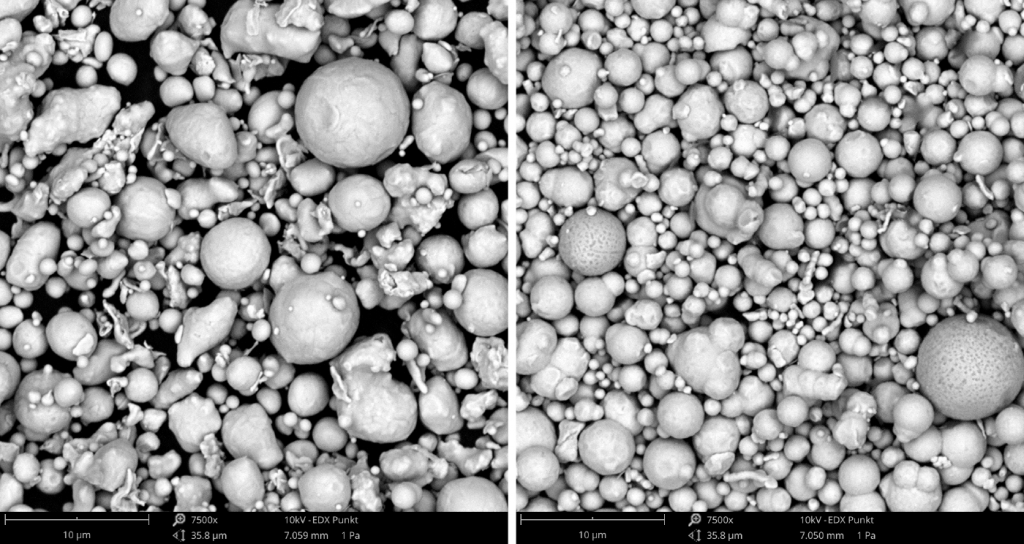
Although the PA powder is water atomised, there is a reasonable fraction of almost-spherical particles (see Fig. 2). The impact this has on the powder flowability is clearly seen in the tap density, which is exceptionally good for a water atomised powder. This is even more impressive when one keeps in mind that, due to the low alloy nature of the melt, the freezing time of the metal droplets will be very short, reducing the chance for droplet spheroidisation during the cooling phase. There are also some non-spherical particles produced, especially when compared to the MA powder mixtures, which contain only gas atomised MA powders and CIP.
Material properties
Typical material properties for both the reference 8620 feedstock and the new Catamold motion 8620 are given in Table 2. Feedstock flowabilities are very similar. Final part densities of over 7.5 g/cm3 could be achieved for the pre-alloyed system, but, as expected, elevated sintering temperatures (over 100°C higher) and times were required. These elevated sintering temperatures and times should not pose any commercial risk, as these temperatures are very typical of pre-alloyed stainless steel grades such as 316L or 304. Of course, this will require MIM vendors to adjust their continuous lines that have been optimised for master alloy feedstocks. Vendors can still adjust the sintering temperatures downwards if slightly lower sintered part densities are acceptable.
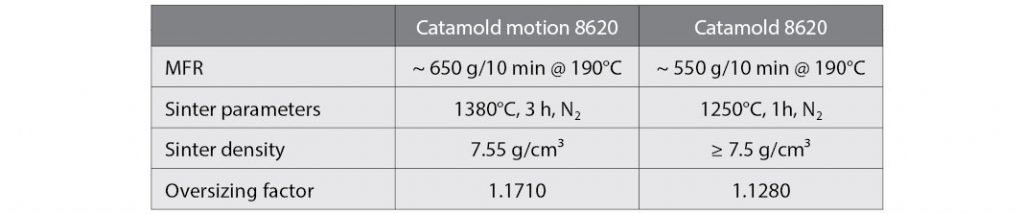
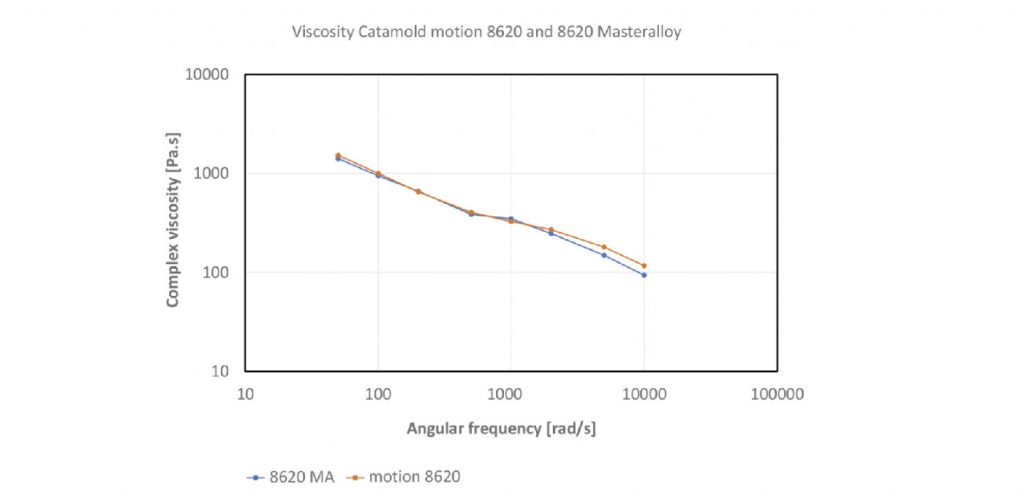
A lower oversizing factor (OSF), or part shrinkage, can be seen for Catamold motion 8620; this is purely linked to a higher powder loading in the system. It was possible to increase the powder loading, which can have positive effects on part shape retention for the PA system, due to the new additive package system used and the coarser powder. The viscosity of both grades was investigated in more detail using rotational rheology. Fig. 3 shows that, over a large range of shear rates, the two feedstocks have similar shear-thinning behaviour.
Bulk cross-sections of Catamold motion 8620, presented in Fig. 4 (a), show a homogeneously distributed porosity with fine, spherical pores (<10 µm). The typical porosity in master alloy parts is up to 15 µm. Very few large oxide inclusions can be seen in the PA system, indicating that the powder source is very clean, and oxide build-up was avoided during the part processing. This will have a very positive impact on the mechanical properties. Etched cross-sections for both systems show the typical ferritic and pearlitic phases known for the 8620 microstructure (Fig. 5).


Further homogeneity analyses of the microstructures of both systems revealed that chemical fluctuations are often found in the MA system. This could clearly be seen in parts after case hardening; case hardening was performed as follows:
- Carburising in gas atmosphere
- Holding at 920°C for 3 h
- Quenching in oil
- Tempering at 160°C for 3 h
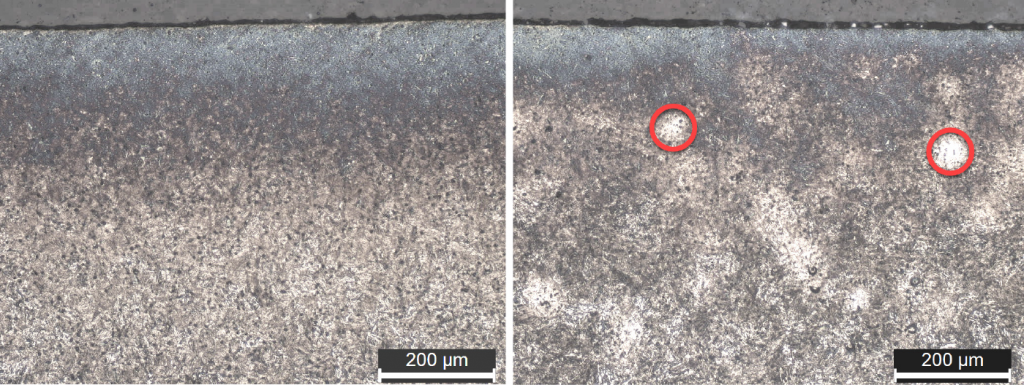
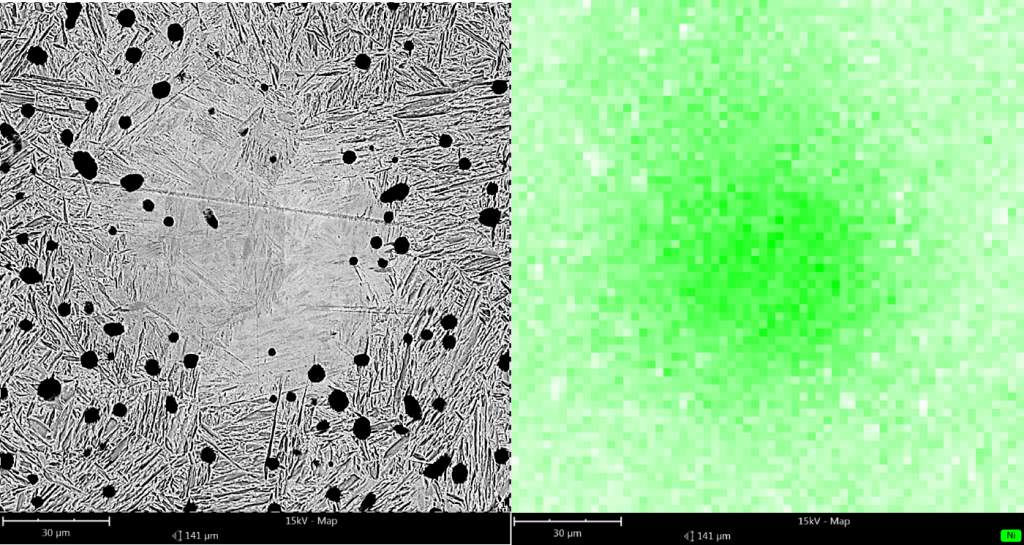
After this heat-treatment procedure, the surface shows a very homogeneously carburised microstructure in parts made from the PA feedstock, while bright spots appeared in master alloy part (Fig. 6). These bright spots were identified as areas with a higher amount of nickel (so called “nickel islands”) using EDS-mapping (Fig. 7). The existence of nickel islands is well-known for MA systems and, although this local inhomogeneity is not the ideal microstructure, MA parts work very well without large failure rates. Nevertheless, the improvement in homogeneity when using pre-alloyed metal powder could benefit the mechanical properties, especially the fatigue behaviour.
Mechanical properties
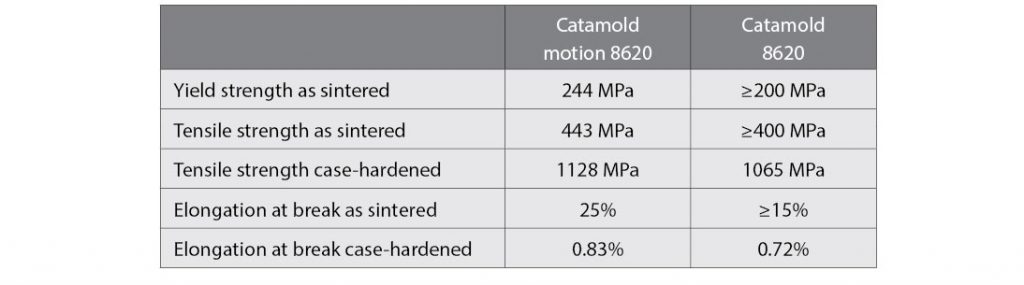
Mechanical properties collected from tensile testing of as-sintered and case hardened dog bones are given in Table 3. As can be seen, both materials show good properties similar to those expected for MIM-parts.
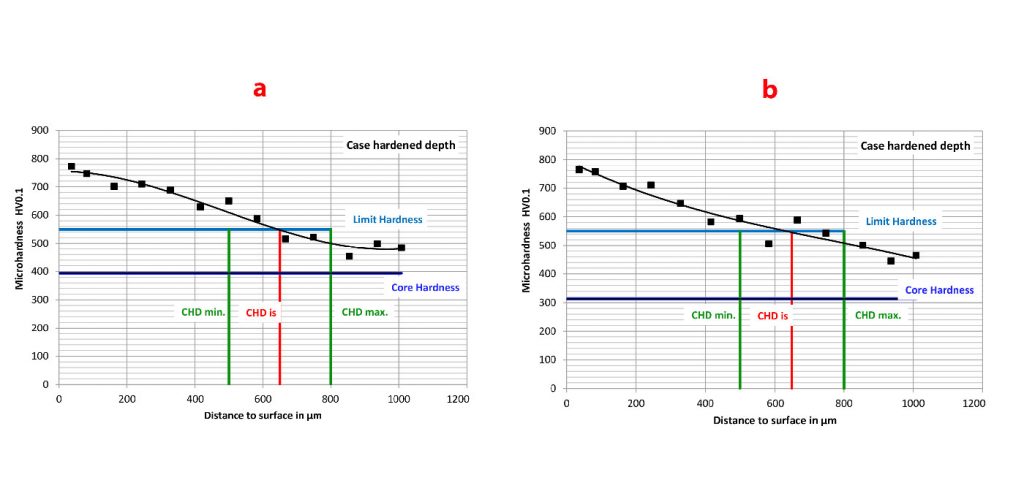
The case hardening depth (CHD) and absolute case hardening values show no significant differences between the PA and MA 8620 feedstock (Fig. 8). The CHD (550 HV 0.1) is 0.65 mm for the Catamold motion 8620 and 0.64 mm for the Catamold MA 8620. The differences in core hardness are caused by minimal carbon content differences (higher carbon content in this specific pre-alloy sample).
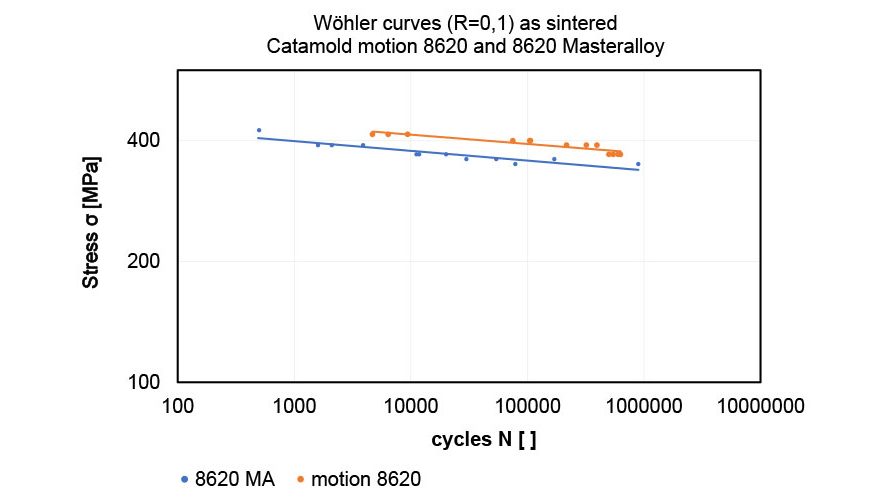
Looking at the fatigue behaviour of Catamold motion 8620, the PA system shows a better performance than the MA system. In Fig. 9, the Wöhler curves in the pure tensile direction (R=0.1) for as-sintered parts are given. The average stress level increase for the PA system is around 35 MPa higher than the MA system, which means that the time before a specific stress level is reached is increased by a factor of fifty. This could have major implications on the design flexibility for parts when using Catamold motion 8620.
Surface roughness has also been compared between the as-sintered PA and MA parts (Table 4). The surface roughness for the PA parts is slightly larger than with the CIP-based feedstock, which was expected due to the coarser powder particles, but the difference is negligible.

Conclusion
Creating an AISI 8620 feedstock using pre-alloyed, HP water atomised metal powders has the potential to further improve the performance of low alloy MIM parts. It could be shown that mechanical properties, such as tensile strength and fatigue behaviour, could be improved when using pre-alloyed powders. This is likely to be due to an improved chemical homogeneity of the system.
Over recent years, HP water atomisation techniques have been developed to a stage where low alloy powders can be produced with a low oxygen content and near-spherical shape. This allows for good feedstock flowability and a high achievable sinter density. Additionally, the price competitiveness of HP water- atomisation implies that new part groups, previously out of reach due to cost, could be accessed with MIM. An additional aspect driving a shift away from CIP and gas atomised powders is sustainability; both of these powder sources have, in comparison to water atomised powders, a higher CO2-footprint. For this reason, BASF is working on further low alloy grades based on pre-alloyed, HP water atomised metal powders such as 42CrMo4. From BASF’s initial findings, it seems that the improvements observed for Catamold motion 8620 seem to be transferable to other alloys.
Authors
Marie-Claire Hermant
[email protected]
Rudolf Seiler
[email protected]
Thorsten Staudt
[email protected]
BASF SE
Ludwigshafen
Germany
www.catamold.com
References
[1] C Gierl-Mayer, R De Oro Calderon, H.Danninger, JOM, 2016, 68, 920
[2] M A Kearns, K Murray, P A Davies, V Ryabinin, E Gonzalez Metal Powder Report 2016, 71, 200
[3] Y Tanaka, K Naybayashi, Powder Metallurgy, 1998, 41, 47
[4] J J Dunkley, Metal Powder Report 1981, 36, 226