



MIMplus Technologies: How innovation and research is driving developments in NdFeB magnets and sinter-based AM
MIMplus Technologies has a proven track record in MIM materials, process and application development. Now, the company is further increasing its market reach and production capability through research-driven material and process developments. As Dr Georg Schlieper explains, the first of the company's two main areas of current innovation is the production of NdFeB hard magnets, using recycled materials, by MIM. The second is in sinter-based Additive Manufacturing, where MIMplus is working closely with Germany's Headmade Materials and Israel's Tritone Technologies on the commercial development of their very distinct production processes. [First published in PIM International Vol. 15 No. 2, June 2021 | 20 minute read | View on Issuu | Download PDF]

Although MIMplus Technologies GmbH & Co. KG was only founded in 2019, the company already has more than twenty-five years of experience in the production of MIM components. This is down to the fact MIMplus is the former MIM business unit of the family-owned company OBE Holding GmbH (formerly OBE Ohnmacht & Baumgärtner GmbH & CO. KG), whose speciality is hinges and other components for the eyewear industry, before it was spun off as an independent subsidiary. OBE has existed since 1904 and today has manufacturing facilities in Germany and China that together employ around 500 people. The headquarters of OBE is in Ispringen, a small town not far from Stuttgart, Germany, that is also the home of MIMplus Technologies (Fig. 1).
OBE was one of the pioneers of MIM technology in Germany. In the early 1990s, the company recognised the potential of the MIM process for the production of very small, intricately-shaped metal parts for eyewear components and set up its own MIM production facility. Leveraging the many advantages of the MIM process, OBE was able to significantly develop the design of complex and innovative eyewear hinges.
Today, MIMplus employs around eighty staff and manufactures more than 25 million MIM components annually. Whilst a proportion of these components are still supplied to OBE for the production of eyewear frames, the company’s most important customers are in the medical technology, consumer goods, automotive, electronics and aviation industries.
Peter Georg Specht, Managing Director of MIMplus, told PIM International that the name MIMplus Technologies was chosen to express that, while MIM technology continues to be the basis of production, the technical expertise of the company’s engineers and its production capabilities go far beyond basic Metal Injection Moulding; this will become clear in the course of this report. “The wide range of possibilities for post-processing, finishing and assembling of several components into a functional unit, most of which are available in-house, represent a significant added value for the company’s products,” he stated.

The links between OBE and MIMplus are still very close, not least because of their shared location. Where synergies are possible, they are taken advantage of – for example, in the in-house tool shop and in the design and construction of fully- and semi-automated production and assembly machines. The surface finishing facilities are also available to both companies. If the capacities in-house are not sufficient, however, or technologies are used that are not available at MIMplus, suppliers in the surrounding region are employed.
The Research & Development department at MIMplus has a well-equipped laboratory for handling and feedstock preparation of oxidation-sensitive powders and material characterisation. It is involved in twelve national and international funded research projects in close cooperation with universities and research institutes. A special focus of the research team is on MIM products made from neodymium-iron-boron (NdFeB), hardmetals, superalloys and titanium; in addition, more than twenty customer-specific materials have been developed for MIM production, including M2 tool steel, Inconel and Stellite. The company holds several patents and has applied for patent protection for further developments. For several years, titanium parts have been manufactured for the aviation industry and medical technology.
MIMplus quality and environmental management systems are certified to ISO 9001:2015, IATF 16949, ISO 13485:2016, EMAS and ISO 14001. ISO 9001 defines the general requirements for a QM system; the standard of the International Automotive Task Force IATF 16949 specifically refers to the requirements of the automotive industry, including its suppliers; ISO 13485 is the standard for QM systems in the field of medical products; and the Eco Management and Audit Scheme (EMAS) and the ISO 14001 standard regulate the requirements for an environmental management system.

The full-service strategy
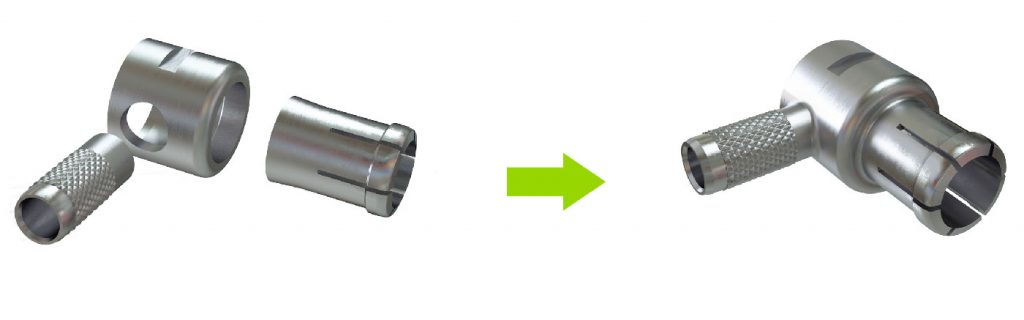
MIMplus aims to not only deliver MIM parts to customers, but also to offer them complete solutions. This includes, if necessary, R&D, project management, the procuring of externally purchased parts or the involvement of suppliers, the mounting of assemblies and, finally, quality control, so that the customer can obtain everything from a single source. Often, using MIM technology, several parts of an assembly can be consolidated into a single part, resulting in significant cost and weight savings and functional improvements. An example of a MIM part which replaces an assembly of three previously machined components is shown in Fig. 2.
In order to implement this full-service strategy, MIMplus explained that it is a major advantage if its team can be involved in the development of a new product as early as possible; only with this early involvement is it possible to select the most appropriate design, material and manufacturing strategy. In the end, it was stated, the final optimisation of a part design for production by the MIM process should be prepared by a MIM manufacturer. Depending on the required quantities, factors such as the degree of automation in final high volume production have to be carefully considered.
MIMplus has a wide variety of processes for the post-treatment of MIM parts – for example, for the machining or precision grinding of functional surfaces and for the generation of attractive corrosion and wear resistant surfaces by barrel finishing, electroplating, Physical Vapour Deposition (PVD) and Diamond-like Carbon (DLC) coating. Joining techniques such as adhesive bonding, soldering, resistance welding and laser welding are also available in-house.
Alexander Miehling, Key Account Manager at MIMplus Technologies, shared with PIM International an example of a complex product produced by MIMplus: a MIM assembly for TAG Heuer (Fig. 3) which consists of five components, connected in a semi-automatic process and delivered ‘ready to use’ to the final customer.

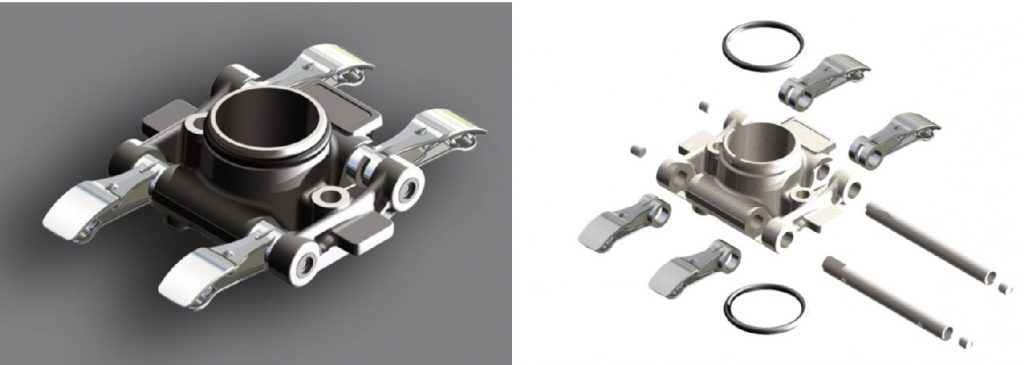
Another example of a complex project is an assembly for valve control of a sports car (Fig. 4). This assembly contains four rocking levers manufactured by MIM and completed in several operations. The secondary processing steps are hardening, drilling the hole, milling of a groove, contour grinding and DLC coating. The remaining purchased parts are also finish machined and assembled at MIMplus, so that the customer only has to install the complete assembly in the engine. Since the engine has six cylinders, six of these valve control units are required per vehicle.


Materials and production technology at MIMplus
Though MIMplus has its own facilities for the preparation of MIM feedstock in smaller quantities, premixed commercial feedstock is used for standard materials and large-volume production. One example of the type of feedstock that is produced in-house are extremely oxidation-sensitive powders, such as titanium or NdFeB magnetic powder, which are processed into feedstock in a glove box.
A total of ten injection moulding machines are available for producing green parts. Debinding is carried out both catalytically and in solvent before the parts are sintered in commercially-available batch furnaces. “MIMplus attaches great importance to being able to respond quickly and flexibly to customer requests, and our in-house R&D and tool making is of crucial importance for this purpose,” explained Alexander Miehling. “In order to be able to present to the customer prototypes of a new product in the shortest possible time, various ways are offered. It is possible to mill prototypes in the green state, to produce them via sinter-based Additive Manufacturing, to produce tool inserts made of plastics in 3D printing or to mill aluminium tool inserts. All these technologies allow the production of smaller quantities of green MIM parts with which further tests can be performed. The described technologies are also ideally suited for small-batch serial production.”
As has already been mentioned, the MIM process at MIMplus is only the basis of component production; the use of a variety of secondary processing steps further enhances the quality of the products, depending on the application. As part of the MIM process, MIMplus also offers green part machining and co-sintering. This means that if a detail of a MIM part cannot be manufactured, or cannot be produced economically in a tool, it is possible to machine the details on the green part. Another option is to assemble two MIM green parts and create a solid bond between both parts during debinding and sintering (Fig. 8).

Opportunities for MIM in EVs: NdFeB magnets from recycled materials
Dr Johannes Maurath, an R&D engineer responsible for materials innovation at MIMplus, stressed the importance of the successful development of a process for the production of MIM NdFeB permanent magnets, from both virgin materials and from recycled materials. A first, EU-funded research project, REProMag, involving fourteen European partners including OBE, ran from 2015 to 2018. In this successful project, a concept was developed for the processing of end-of-life NdFeB permanent magnets and for the production of NdFeB permanent magnets from recycled material.
Research on the recycling of rare earth materials and the production of NdFeB magnets was continued in two follow-up projects, MaXycle (2018–2021) and SUSMAGPRO (2019–2023). The aim of MaXycle is the development of a labelling process for the recycling of assemblies containing rare earth magnets. MIMplus uses a patent-pending recycling process licensed by the University of Birmingham and, as part of this project, the company developed its recycling and manufacturing process for NdFeB magnets at the laboratory level.
The SUSMAGPRO project aims to scale processes and to install four rare earth magnet recycling plants in Europe. MIMplus has already put a pilot plant for the recycling of magnets into operation at its premises in Ispringen; work underway at this facility includes the recycling of used magnets, powder processing, feedstock preparation, and the debinding and sintering of MIM NdFeB magnets.
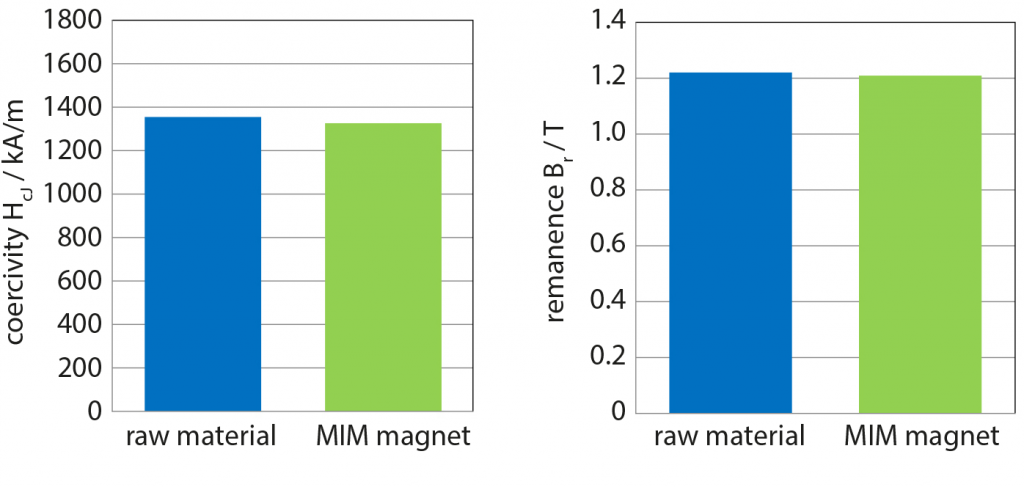
“After more than six years of intensive research, we achieved a decisive breakthrough in the MIM production of rare earth magnets last year,” said Dr Maurath. “On a pilot scale, the company developed a stable manufacturing process for MIM permanent magnets with properties that were previously only achieved by pressed and sintered magnets. Rare earth magnets made from recycled material via MIM can almost reach the magnetic characteristics of pressed and sintered magnets.” Fig. 9 shows the coercivity and remanence of the raw material and recycled NdFeB magnets. The coercivity HcJ and remanence Bf amounted to more than 98% of the values of the raw material.
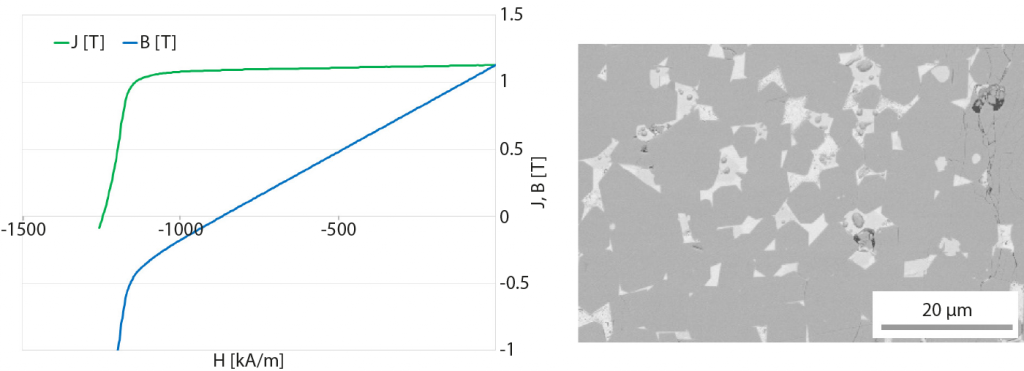
A typical hysteresis curve of an NdFeB magnet manufactured by MIM is shown in Fig. 10. Dr Maurath believes that 100% of the starting material’s performance is also achievable through further improvements in the process chain.
“In order to achieve these results,” explained Dr Maurath, “hard work was necessary to acquire extensive knowledge of handling these powders and feedstock. But this was only one part of the development of a stable manufacturing process. Great efforts were also invested in the injection moulding process, especially in tool design. The debinding and sintering process is also very complex and requires intensive research.”
MIMplus expects this innovation to open up new markets for MIM technology. “The demand for strong permanent magnets – especially for applications in engines of electric vehicles, miniaturised electric motors, novel sensors and electronic devices – has increased sharply in recent years and will continue to increase,” Dr Maurath noted.
The strongest permanent magnets that can be produced today are NdFeB magnets, which contain around 30% rare earths. Rare earths are strategic raw materials that are expensive, and quite scarce globally, with China home to the majority of rare earth deposits, mining and processing facilities. The recycling of used rare earth magnets is, therefore, becoming increasingly important. Today, the simple shapes of rare earth magnets that can be produced by traditional press and sinter Powder Metallurgy require a great deal of secondary processing, which is associated with high reject rates due to the brittleness of the material. When using MIM for the production of rare earth magnets, near-net shape products can be produced, with very little secondary machining required, improving material utilisation as can be seen in Fig. 11. This means that even more complicated shapes than before can be achieved.

Moving beyond MIM: The evaluation and implementation of sinter-based metal AM
The introduction of Additive Manufacturing by a MIM producer opens up new possibilities for part design and the chance to serve customers with production quantities that may have previously been unviable. Metal Additive Manufacturing is therefore seen as a welcome complement to MIM technology within the company.
MIMplus has deliberately chosen to use only sinter-based AM processes, as these are very similar to MIM and can produce functionally identical prototypes of MIM parts without a mould. While the shaping process of these parts is different, the metal powders used and the sintering process are the same. In a comparative study of those sinter-based AM processes which are known today, Dr Simone Schuster, R&D engineer responsible for setting up AM manufacturing at MIMplus, has explored and contrasted the strengths and weaknesses of the various process types, with her conclusions highlighted below.
Material Extrusion
Material Extrusion (MEX)-based processes, also known as Fused Filament Fabrication (FFF) or Fused Deposition Modelling (FDM), involves the application of plastic Additive Manufacturing technologies to MIM feedstocks containing a large proportion of metal powder. The feedstock is supplied in the form of a filament or as granules, plasticised in the print head, extruded through a fine nozzle and applied to a heated base plate. In this way, the green part is built up layer by layer.
The process does not require a powder bed, but support structures are needed for overhanging features on the components; these supports must be removed later by machining. FFF green parts, like MIM parts, are either solvent or catalytically debound and then sintered. Dr Schuster stated that the investment costs for FFF Additive Manufacturing machines are comparatively low; therefore, the process is particularly attractive for MIM manufacturers which already have the equipment for debinding and sintering. However, the build speed of FFF AM is relatively low, and the surface quality leaves much to be desired.
Binder Jetting
Another sinter-based AM technology, Binder Jetting (BJT), applies a liquid binder to the surface of a powder bed in a jetting process similar to that used in an inkjet printer. Due to capillary forces, the binder only accumulates at the contacts of the powder particles. After jetting the first layer of binder, the powder bed is lowered and a fresh powder layer is applied, which is jetted again with binder. This enables one or more green parts to be built in the powder bed, layer by layer. Support structures are generally not necessary, as the surrounding powder in the bed supports features such as overhangs during the build process. After the Binder Jetting process, the binder in the powder bed is cured in an oven to increase the green strength, and the parts are then removed from the bed. This process is considered critical because the green parts contain only 1–2% by weight of binder, and are, therefore, quite fragile.
Dr Schuster sees the advantage of BJT is its relatively high build speed, although the removal of the green parts from the powder bed is difficult and requires manual work. After thermal debinding and sintering, products with a relative density of more than 96% and a fairly high surface quality of Ra ~6 µm are obtained.
Vat Photopolymerisation
The adaptation of Vat Photopolymerisation (VPP), also called stereolithography (SLA), for metal components is also possible. The feedstock used in this process is a mixture of metal powder and a light-sensitive polymer, which has a consistency like butter at room temperature. With a heated blade, the binder is liquefied, and a thin layer of feedstock is applied to the base plate. The binder is then locally cured by a UV beam in the pattern of one layer of the part. A layer of fresh feedstock is then applied, and the curing process repeated, building the part layer by layer.
Support structures are not needed, but the excess material must be removed after the build process has been finished; this is done by heating the entire block including the green parts, resulting in the liquefication of the non-cured material and allowing the cured green parts to be removed. The process then requires thermal debinding over several hours and, by subsequent sintering, the material is consolidated. According to Dr Schuster, the process is particularly suitable for small, filigree components, with surface finish is reported to be very good at Ra ~5 µm.
Cold Metal Fusion
Cold Metal Fusion is a technology developed by Headmade Materials GmbH, Germany, in which a feedstock loaded with metal powder is processed using Selective Laser Sintering (SLS). The feedstock in the form of a fine powder is applied to the base plate and heated locally with a laser beam so that the feedstock particles merge with each other. The process is repeated layer by layer until the green parts are built. Support structures are not necessary since the parts are supported by the feedstock bed. The as-built green parts are then taken from the powder bed and cleaned with a jet of water and, since the green strength is very high, even green part machining is possible. Debinding is carried out in a solvent followed by the sintering process.
MoldJet
The last process considered by Dr Schuster, and probably the most recent development in this sector, is called MoldJet. MoldJet, developed by Tritone Technologies, Israel, differs from the other methods in that a mould consisting of a wax-like, easily-malleable material is additively manufactured that represents the negative of the green part. In the first step of this process, the bottom of the mould is built on the base plate. As soon as the building of the green parts begin, correspondingly less mould material is applied. In the second step, a paste of metal powder and binder is added into the open spaces of the mould, and, in the final step, the binder in the metal powder paste is cured. Following these steps, the next layer of the mould is built, metal paste is added, the paste is cured, and so on. This method, too, does not require support structures. At the end of the build process, the base plate is heated together with the additively manufactured material, so that the moulds melt and the green parts are exposed. The green parts are then debound and sintered in a two-stage process. The process, stated Dr Schuster, produces a high surface quality and is economical for quantities of several thousand parts.
Dr Schuster is convinced of the advantages of Additive Manufacturing for small to medium quantities of products. “The first serial products are currently under development. The biggest challenge is to create high-quality surfaces that are comparable to the quality of MIM parts and in such a way fulfil the high demands of MIM customers,” she stated. “MIMplus Technologies focuses on three AM technologies: Fused Filament Fabrication, Cold Metal Fusion and MoldJet. We are working closely together with Tritone to evaluate the MoldJet Technology. Currently, Tritone provides us with additively manufactured green parts and in the near future we will install the first Tritone Dominant system in our facility. Furthermore, a research project together with Fraunhofer IFAM and Tritone was recently initiated. We also have a cooperation with Headmade Materials to work on its Cold Metal Fusion technology. The first Cold Metal Fusion machine will soon be installed in our factory. Parts via other sinter-based AM processes are currently manufactured in cooperation with further external suppliers.”
Conclusion
In recent years, the rise of sinter-based AM has presented a range of opportunities for companies in the MIM industry to expand their field of applications and market value, by offering production at lower volumes and, in some cases, with more geometric freedom than formerly possible. At the same time, the increasing urgency for the automotive industry to develop low cost, lightweight, high-volume parts for EVs offers a potential boon for those MIM companies who are able to use their production expertise to produce permanent magnetic parts – especially where the knowledge is available to recycle these expensive materials in-house, thus offering customers a significant cost advantage. In pursuing these areas, MIMplus promises to position itself as a forerunner in the future MIM and sinter-based AM industry, and demonstrates the experience of a company born from over one hundred years in manufacturing.
Author
Georg Schlieper
Harscheidweg 89
D-45149 Essen
Germany
[email protected]
Contact
Mario Lang
MIMplus Technologies GmbH
& Co. KG
Turnstrasse 22
D-75228 Ispringen
Germany
[email protected]
www.mimplus.de




