



HP Metal Jet: Growing momentum and new applications as Binder Jetting comes of age
HP’s Metal Jet has undergone significant refinement in the years since it was first unveiled in 2018. Now, by incorporating nearly the whole Binder Jetting workflow in one solution, HP hopes that the Metal Jet S100 – commercially launched at IMTS 2022 and showcased at Formnext 2022 – will tempt the wider manufacturing community into the world of AM. As Binder Jetting’s evolution moves from the intricacies of process optimisation to real application development and growth, Emily-Jo Hopson-VandenBos reports on a recent visit to HP’s Barcelona 3D Printing campus and the company’s progress and growing momentum since 2018. [First published in PIM International Vol. 16 No. 4, December 2022 | 20 minute read | View on Issuu | Download PDF]

On the opening day of the International Manufacturing Technology Show (IMTS) in Chicago, Illinois, USA, September 12, 2022, the long-awaited HP Metal Jet finally got its commercial launch. First teased in 2017 and unveiled in 2018, the Metal Jet was originally scheduled for commercial launch in 2021, but – like so many projects over the past twenty-four months – faced pandemic- and supply chain-related delays, as well as structural changes at HP 3D Printing, which pushed the release back to 2022.
Perhaps this delay was a blessing in disguise for the company, whose development team has spent the intervening period ironing out creases and working with beta and alpha customers, as well as devising what they believe is a truly scalable metal Binder Jetting (BJT) workflow and a sales model to accelerate its adoption by industry. When the release finally came, it was not the HP Metal Jet, as seen in 2018, that was unveiled to the industry, but the HP Metal Jet S100: a scalable, modular Binder Jetting system, already installed at the facilities of twenty alpha customers, said to offer industrial-grade uptime and end-to-end control of the workflow. Among the company’s customers to date are Volkswagen, Cobra Golf, Lumenium, Schneider Electric, the US Marine Corps, Legor Group, Domin Digital Motion and John Deere.

In 2019, I was among the first group of press and analysts invited to the opening of HP’s 3D Printing and Digital Manufacturing Center of Excellence at its campus in Barcelona, Spain, where we were able, for the first time, to see Metal Jet machines in action in HP’s Process and Applications Development Lab. At the time, the machine was in beta and HP’s Metal Jet strategy development ongoing; a long road still lay ahead before commercialisation, and the big-name case studies we would later come to associate with HP’s BJT technology (Volkswagen and Cobra Golf, covered later in this article) had yet to be announced. In short: it was early days, and while the technology appeared promising, the metal AM industry is no stranger to the hype machine, and nobody could quite be sure that this strategy would pay off.
In July this year, I was invited back to HP’s Barcelona campus for an update on the Metal Jet and HP’s Binder Jetting progress since 2019. Here, I heard from members of the company’s senior management and applications development team, toured the expanded Metal Jet facilities, viewed a varied selection of Metal Jet parts and working machines, and had the opportunity to see the full workflow in-situ within the company’s production laboratory. Through the course of the presentations and discussions during this event, it was clear that HP was ramping up for big things; an idea only enhanced by the commercial launch at IMTS and full-force marketing effort at Formnext 2022 in Frankfurt, Germany, this November. During both events, the focus was on customer success stories and scalability.
I spoke to Ramon Pastor soon after Formnext, and here report on the progress and outlook for HP’s Metal Jet technology, with takeaways from Barcelona, IMTS and Formnext.

HP’s history in Additive Manufacturing
Historically focused on computing and 2D printing solutions, HP first announced its intention to move into the Additive Manufacturing space in 2015, launching its first Multi Jet Fusion machine for polymer AM the following year and establishing its HP 3D Printing brand in 2017. By 2018, the company was ready to expand its portfolio of polymer AM machines and, in 2019, the focus was accelerating and verticalising this portion of the business. The wealth of experience and customer trust HP has built up in the plastic 3D printing space is significant, and, per its most recent announcement at Formnext in November, the company stated that its Multi Jet Fusion machines have printed more than 170 million plastic parts since their commercialisation, with 50 million parts printed in the last year alone.
Once HP was in the polymer AM sphere, it didn’t take long for speculation to begin on whether the 2D printing giant would ever make the leap into metal Additive Manufacturing. In October 2017, two years after entering the AM market, Stephen Nigro, then HP’s president of 3D Printing, revealed the development of a metal AM approach which he called “a major step for HP 3D printing aspiration.” This approach was the Metal Jet, HP’s take on an industrially scalable metal Binder Jetting solution.
The first Metal Jet machine saw its official launch less than a year later in September 2018, at IMTS in Chicago, Illinois, USA. At that time, HP also announced partnerships with GKN Powder Metallurgy, the world’s largest Powder Metallurgy components producer, and US-based MIM pioneer Parmatech. These were the first companies to integrate the new machines at their facilities for parts production, enabling their customers to benefit from the capabilities and production volumes offered by Binder Jetting, and providing the feedback that would, in turn, enable HP to develop and finalise its product. The next year, Volkswagen announced a strategic roadmap to use HP Metal Jet AM for the mass production of automotive components.

Developments since 2019
It is no exaggeration to say that the world has changed in the intervening years since the Metal Jet’s 2018 unveiling. In the landscape we find ourselves in following COVID-19, semi-conductor shortages, Russia’s invasion of Ukraine (translating to higher energy costs and supply chain disruptions), volatility is the new normal, making it necessary to achieve operational and financial agility to deal with supply chain complexity and disruptions. HP has seen this change reflected across its businesses, in the changing purchasing models of its customers: the primary concern for everyone – from decision makers to engineers – is no longer just the cost of a new solution or partner, but its agility, responsibility, and resilience.
Against this backdrop, the company claims to be readier than ever to respond to the needs of a global manufacturing landscape under pressure. Among the key tools in this response kit is metal Additive Manufacturing, explained Ramon Pastor. While the company’s polymer Additive Manufacturing solutions have seen impressive adoption rates and part output, metal AM, he said, has the potential to address a significantly bigger pain point than polymer AM, which competes directly with plastic manufacturing processes that are already fairly efficient, and face few of the material, economic and geographical challenges that the metal manufacturing supply chain faces.
In 2020, though progress was unavoidably slowed by the COVID-19 pandemic that brought global industry to a near standstill, the company launched its Metal Jet production service, enabling customers to submit part designs for Additive Manufacturing by a Metal Jet service provider via an online portal, and expanded its early access programme to include select customers. 2020 also saw the announcement of two key application success stories for the Metal Jet: GKN began serially producing parts for Volkswagen using Metal Jet technology, and Parmatech produced a limited-edition Cobra Golf club using the Metal Jet. A summary of the HP Metal Jet’s journey from its first announcement to today is shown in Fig. 2.

New leadership for a changing market
HP itself has also undergone significant changes since 2018. In November 2019, Group CEO Dion Weisler stepped down from his role and was succeeded by company veteran Enrique Lores. The same month, HP abandoned its regional structure comprising Americas, EMEA and Asia-Pacific Japan, and adopted a single commercial organisation with ten geographical markets. Each of these markets was led by a managing director reporting to HP’s first-ever Chief Commercial Officer, Christoph Schell, who had previously served as President of 3D Printing and Digital Manufacturing and has since joined Intel; he was succeeded in this role by Dave McQuarrie. In 2019, Ramon Pastor (Fig. 3) made the move from VP and General Manager of HP’s 3D Printing Business, a role which he had held since 2015, to President of 3D Printing and Digital Manufacturing. In 2021, he was appointed Global Head and General Manager of 3D Metals, with responsibility for the HP Metal Jet.

Also in 2021, Didier Deltort (Fig. 4) was named as HP’s President of Personalization & 3D Printing, reporting to Sarabjit Singh (Savi) Baveja, Chief Strategy & Incubation Officer. Joining at the tail end of the pandemic and in a time of major global business and manufacturing disruption, Deltort, based in Barcelona, is responsible for the global end-to-end business management of this segment, focused on driving growth, creating new business and ‘disrupting industries’ with HP’s Additive Manufacturing technology and intellectual property.

Deltort joined the company from Zimmer Biomet, where he had served as President of the Europe, Middle East and Africa business. With thirty years in the manufacturing industry, specifically in the realm of healthcare solutions, Deltort considers himself a “hardcore engineer.” Previously employed at HP in the ‘90s, he left when the group spun out its Healthcare business – if it had not, he told visitors in Barcelona, he might have been happy to spend his whole career at HP, a company whose management he speaks very highly of – “hard with ambitions, soft with its people.”
After leaving HP, Deltort joined GE, leaving in 2016. Before joining Zimmer Biomet, he also worked with Boston Scientific; both companies are innovation-driven healthcare solutions providers whose implant-based business would suffer during COVID-19, when elective surgeries were postponed on a global scale. After remaining with Zimmer Biomet through this crisis period, he rejoined HP.
Having worked in healthcare innovation for thirty years, Deltort was familiar with the concept of Additive Manufacturing as advertised to the manufacturing market: a ground-breaking manufacturing solution set to change the world and make billions doing it. On joining HP 3D Printing, the biggest surprise he faced was to find that the market hype didn’t match the reality: while HP’s 3D Printing business was growing faster than the margins, the AM industry, as a whole, wasn’t making money. To the outside world, market reports and forecasts suggested a period of frenetic growth and big bucks, but the reality was quite different.
What was more, the industries that seemed to represent some of the biggest opportunities for AM at scale (e.g., consumer goods and automotive) were proving extremely tough to crack for a high-cost implementation technology like metal Additive Manufacturing; discussions with businesses in these industries tend to be purely about cost, he explained. Of course, the outlay to acquire, install and train staff in using a fleet of metal Additive Manufacturing machines, no matter how efficient the technology, is significant, and tends to be feasible for only the highest-value applications, where return on investment (ROI) is all but guaranteed.
Identifying the applications where ROI was guaranteed and strategising the right business model to take advantage of them quickly became Deltort’s top priority. “I didn’t come to HP to sell one or two more printers per quarter,” he stated. Since taking on his current role, he has impressed one strategy upon his staff almost every day: “Identify where to win, how to win, and where to make money.” While detail on some of the lucrative ‘where’s and ‘how’s being pursued for HP’s Metal Jet technology is, in many cases, veiled in secrecy, it was shared that the company sees the ‘big opportunity’ for Binder Jetting as industrial manufacturing. This was evidenced later in the year by the reveal of one of the company’s new industrial customers: John Deere and Schneider Electric.
Like many developers of sinter-based Additive Manufacturing technology, HP has an ongoing strategy to highlight and pursue industrial manufacturing applications that are currently served by Metal Injection Molding (MIM), where manufacturers are already equipped with the sintering capacity and expertise to leverage Binder Jetting, including massively lucrative 3C opportunities supplying companies such as Apple – but Deltort sees huge scope beyond MIM-served applications. As a veteran of an industry hit hard when the pandemic cut off demand for its leading products, perhaps he has every reason to be wary of allowing too narrow a focus.
While machine sales are, of course, a key metric for understanding the uptake of HP Metal Jet, Deltort sees little value in a hardware sales-focused business and believes the best possible strategy for any AM machine maker is to adopt a combined hardware sales and service model. It is Deltort’s belief that, if a business is focused on selling machines, “it loses the ability to grow into a multi-billion-dollar company,” and, instead, enables others to take advantage of the opportunities it has highlighted and do just that. The AM industry, he stated, can maximise its earnings potential by providing not just hardware, but a value-adding service.
The Metal Jet S100

The technology behind the HP Metal Jet S100 (Fig. 5) is built on the workflows and technologies that HP developed for its polymer AM workflow, incorporating new functional agents, processes, and hardware for metal manufacturing while reportedly delivering quality, productivity, and cost beyond the capabilities of existing metal Additive Manufacturing technologies.
Metal Jet works by using HP Thermal Inkjet printheads to precisely deliver the company’s proprietary HP Binding Agent onto a bed of MIM industry-standard metal powders, with each layer measuring 50–100 µm. The powder bed in a Metal Jet S100 measures 430 x 320 x 200 mm (16.9 x 12.6 x 7.9 in), and parts may be manufactured in batches – arranged freely in multiple levels in the powder bed to optimise packing density, productivity, and cost – or individually for larger parts (though this is not the most efficient use of the Metal Jet’s capabilities). The average time to complete a Metal Jet build is between ten and eleven hours.
Workflow and equipment

The Metal Jet S100 workflow comprises an initial powder management step, Binder Jetting (in the S100 machine), curing of the binder to remove excess water and solids, powder removal, and sintering. A powder management, curing and powder removal station are available to purchase with the Metal Jet as standard, each optimised by HP’s Metal Jet engineers to function as part of a seamless, semi-automated Binder Jetting workflow. Equipment comprising the full Metal Jet workflow offering is shown in Fig. 6.

Throughout the workflow, HP’s proprietary Device API tracks and connects builds to automate the scheduling, routing, and monitoring of jobs. For the final step, sintering equipment can be installed in house by the Metal Jet user, or parts may be shipped to third-party service providers for toll sintering.

Varying Metal Jet configurations are available for purchase based on customer requirements, with serial production set ups expected to require one curing, powder management (Fig. 7), and powder removal station (Fig. 8) to every six Metal Jet S100 machines. A serial production set up is shown in Fig. 9. Because of the curing requirement of HP’s binder, the minimum purchase is that of an S100 BJT machine with a curing station.

“The modularity of the new Metal Jet S100 Solution is definitely a result of our close partnership and iteration across the product life-cycle over the past four years. We believe it is a tremendous advantage,” Pastor told PIM International. “We have come to learn the pain points along the entire customer journey, from HP Metal Jet adoption up to full-scale production. The HP Metal Jet S100 Printing Solution helps customers address these existing issues, with a focus on efficiencies in the development process, reducing manual labour, and improving operational efficiency with automated and physical digital solutions, industrial-grade machines to enable non-stop manufacturing, and a comprehensive set of proactive, preventative, and responsive maintenance through HP Metal Jet Solution Services.”
Decades of hardware and binder expertise
As a manufacturer of digital (2D) printers, HP is number one or two globally in almost every price category, from $100 to $10 million. As of 2019, the company was building 25 million 2D printers a year, and using the same printhead technology in every product, meaning that it could make them quickly and at incredibly low cost. This technology was applied to the Multi Jet Fusion line of polymer printers, and, later, to the Metal Jet: decades of design optimisation and the low-cost of installing multiple, high-density inkjet nozzles per machine enabled the Metal Jet S100’s developers to achieve jetting speeds the company claims are around fifty times faster than HP’s competitors, with an individual printhead resolution of 1200 dpi, high-speed calibration and compensation, and a nozzle redundancy feature capable of detecting and replacing up to four failed nozzles during a build. Failed nozzles are also completely user replaceable, reducing service needs and increasing machine uptime.
The advanced latex chemistries developed by HP’s graphics printing business also lend some benefits to the Metal Jet process. Originally developed for use in signage and having the ability to adhere to glass, vinyl, or metal, HP has described its proprietary long-chain polymer latex glue as “the world’s best binder for gluing metal powder together.” With this proprietary latex glue serving as the binder, HP is reportedly able to use twenty times less binder than typically employed in MIM, resulting in a green part chemistry of < 1% binder by weight. The high strength of the binder after curing also makes the transportation of green parts for sintering simpler than with some conventional binders, and enables the production of larger parts of up to 7 kg (though Pastor noted that the production of larger parts is not the most efficient use of Binder Jetting technology).
HP prioritised vertical integration as far back as its roots in the 1990s. From a business perspective, and especially as it relates to AM, I asked Ramon Pastor why vertical integration has been such a key goal of HP’s since its beginnings, and what advantages this brings in the Additive Manufacturing space?
“Whether you look at the traditional print space, industrial printing, innovative personal systems, or any aspect of what HP Inc. does, we are always focused on delivering a breakthrough value proposition that can disrupt the market,” he explained. “Vertical integration allows for companies to streamline operations by taking direct ownership of the various stages of the production process, implying a certain and robust degree of control. That applies to HP as well. Vertical integration can help optimise performance and cost.
At HP, vertical integration in the core assets of printing is key to optimise performance and cost. In the case of 3D printing, both the core inkjet technology and the agent chemistry and formulations differentiate HP from the rest of the market.”
A service-focused business
Since 2019, HP has invested enormously in its professional services offering for metal BJT, developing a set of processes to help guide customers through the transition from conventional manufacturing to metal Additive Manufacturing, with dedicated support on hand. HP Service Solutions now has the capability to aid customers from the point of application identification to the ongoing maintenance of its machines in customer facilities. The business considers its service offering one of the main differentiators between HP and its competitors in the AM technology space; “the most common customer feedback across the board,” Deltort commented, “is that HP 3D Printing’s adopters love the quality of the people they deal with.”
Recognising the value its service team can add, HP has, since 2019, rethought its Metal Jet strategy. While the machine’s initial unveiling focused on the hardware for sale, following their commercial launch at IMTS, Metal Jet S100 machines are now available both to buy outright and to purchase as part of as a paid subscription service. This customisable, subscription-based sales model divides customers into three bands: silver, gold, and platinum, each band offering a different level of service for a set monthly cost. While the basic parameters of each ‘band’ will be defined by price, Ramon Pastor noted that HP expects each kind of customer will be served by a tailored purchase model, depending on its individual application and needs. It will be interesting to see whether this subscription-based model will become more widespread across the metal Additive Manufacturing market, rather than just at HP; certainly, it is becoming the predominant sales model in a number of other markets, with even some automotive manufacturers now selling optional ‘extras’ on a subscription basis. It is worth remembering that HP’s 2D printing business has long promoted a subscription-based model, even for small-scale home office printers.
Market readiness
While HP is open to a wide range of markets, the target customer for the HP Metal Jet S100 is the vertically integrated OEM: a manufacturer keen to bring metal part making in house, with an eye to improving the sustainability, flexibility and responsiveness of its workflows. Sintering experience naturally provides a significant initial advantage. Metal Jet is optimised for mass production of low-cost, high-quality final parts by each individual machine on the factory floor. Based on testing and alpha production programmes, the Metal Jet S100 team believes that the process and its associated workflow has a high technology readiness level (TRL) for this kind of application. HP Metal Jet green parts are shown during close-up inspection in Fig. 10.

Finished parts tested by HP and its partners have been found to have isotropic properties that meet or exceed ASTM and MPIF Standards, and a MIM-like post-sintering density of greater than 96%. In addition, the high reusability of its materials makes it possible to reduce material cost and waste, increasing sustainability without compromising part quality. According to Pastor, this is partly thanks to the steep learning curve climbed by HP in the development of its Multi Jet Fusion polymer AM machines; the technological learning and process development involved in metal BJT, he said, has been much easier and less complex for HP than the leap in technical and scientific knowledge needed to understand and create a plastic AM technology. In his opinion, the lack of adoption of metal AM in the wider industry is not due to its inherent complexity or cost, but because too much of the industry “tries to do too much, not well.” By comparison, he said, HP has focused on doing a few things to ‘five-sigma’ confidence, in the hope that its technology will perform as promised in the wider commercial market, bringing scalable metal Binder Jetting to the wider marketplace.
“What HP Multi Jet Fusion unlocked for customers with polymers, we knew we could do for customers looking for the same design freedoms, speed, and quality in metals,” he explained. “We saw an opportunity with Metal Jet to uphold that mission, and we are going after it. Speed, personalisation, repeatability, quality, reliability, scale, and cost are all key components that make the Metal Jet technology so exciting, defining new levels of part quality, part functionality, productivity, and production scale. Metal Jet users can now integrate digital manufacturing into existing processes for large- or small-scale runs without sacrificing complexity or a competitive cost per part.”
On achieving that five-sigma confidence that HP values so highly, Pastor told PIM International, “We’ve spent a long time characterising the Metal Jet offering in order to offer the most in demand materials with five-sigma confidence. Both materials [qualified to date] offer a broad range of uses for applications across industries and have been certified for optimal quality. Repeatability is another key factor – to ensure that every part has the same tolerances, especially for production at mass scale. We also leverage automation and the modularity of the new S100 to optimise productivity.”
“Based on our progress in metals, we are now more confident than ever in HP’s strategic approach across digital manufacturing,” he added. “Having this level of confidence is so important as it enables us to go into conversations with our customers, regardless of what they’re wanting to achieve, with the assurance that we can partner together to identify scalable applications that deliver value to their business.”
Metal Jet applications to date
Since its launch, Metal Jet technology has been used in a number of production use cases that fit these criteria – some highly publicised, some top secret. Among the publicly announced applications to date (and the lessons learned from them), Pastor highlighted several products and partners as having been especially valuable, from a development point of view.
“GKN Additive (Forecast 3D)’s DNA and expertise in powder production and metal part processing using digitally networked systems has enabled it to drive industrialisation across the whole Additive Manufacturing value stream,” he stated. “By combining the forces of HP and GKN Additive (Forecast 3D), we’ve pushed productivity and capability of our customers to unprecedented levels based on the economic and technical advantages of HP Metal Jet technology. Not to mention GKN’s leadership in producing functional metal auto and industrial parts. Another partner, Parmatech, is a world leader in MIM, and has been a metals manufacturing pioneer for more than thirty years. The company’s HP Metal Jet printed parts, such as surgical scissors and endoscopic surgical jaws, have opened our eyes to new applications and geometries, impossible to produce via conventional metal fabrication technologies.”
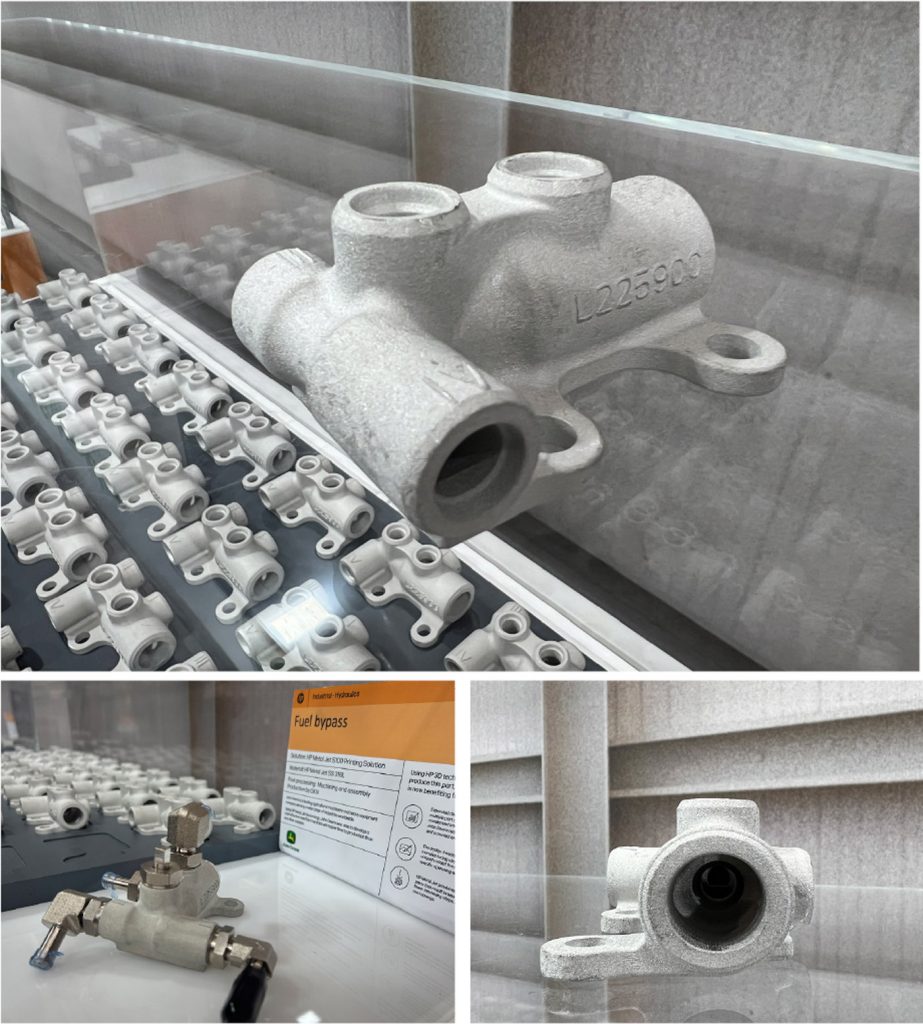
“HP is also working with a number of leading industrial companies, collaborating on new mass metals production opportunities,” he added. “For example, John Deere, the world’s leading provider of agricultural industrial equipment, is using Metal Jet technology for the production of a valve in its tractor fuel system (Fig. 11).

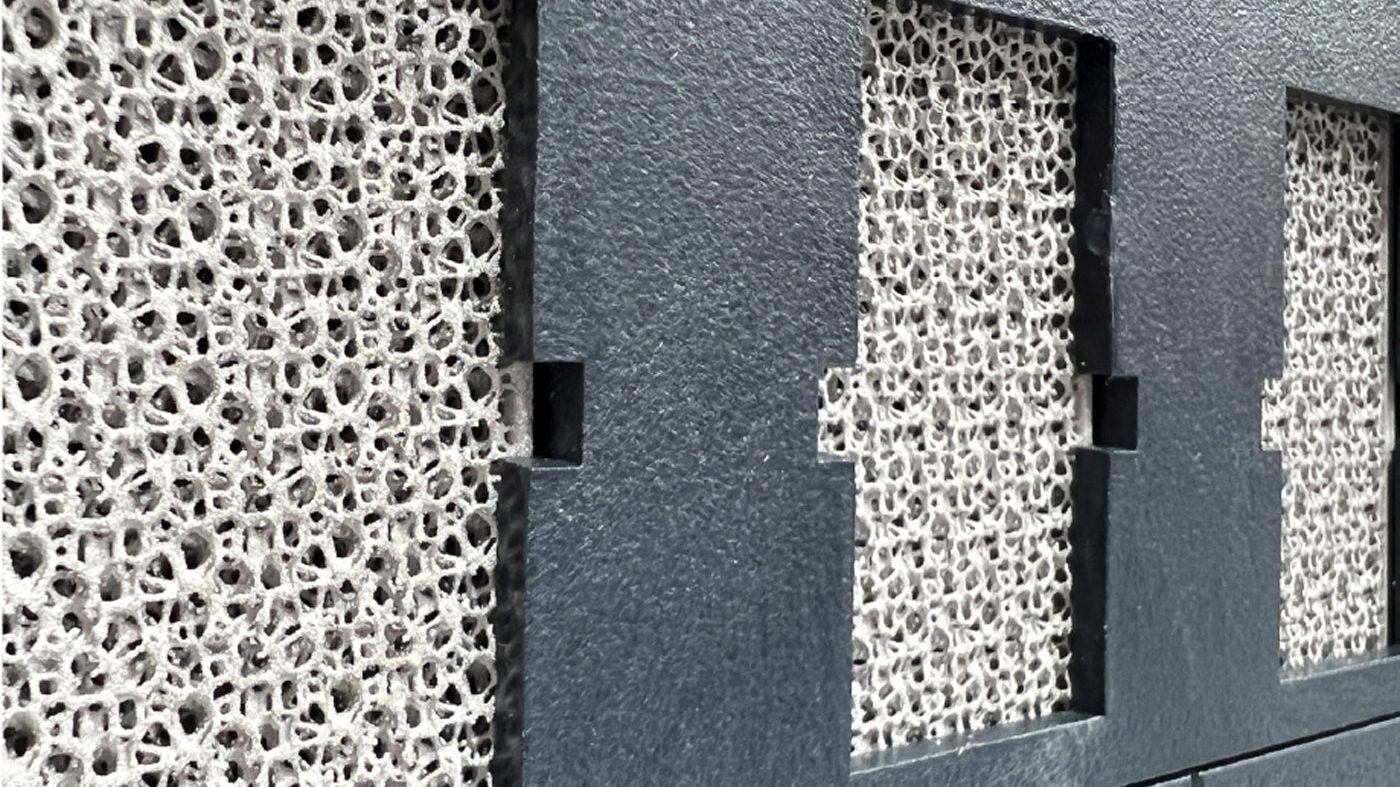
In addition to significant productivity gains and environmental benefits, the high-quality part is functional in extreme weather conditions. Schneider Electric is the global leader in the digital transformation of energy management and automation, and, together with GKN, is using HP Metal Jet to 3D print new components for its low voltage switchboards (Figs. 12–14), extending the design freedom and achieving increased technical performance and function integrations on its products in a robust and cost-effective way.”
![Fig. 13 Filters on sintering trays (Courtesy GKN Additive [Forecast 3D])](https://www.pim-international.com/wp-content/uploads/sites/2/2025/01/Fig-13-4-edited.jpg)
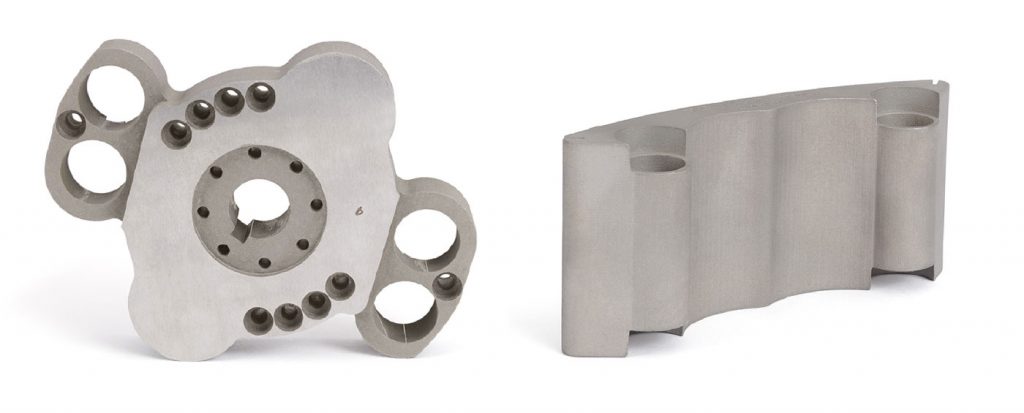
Other customers of the HP Metal Jet include Domin Digital Motion (industrial hydraulic systems and valves), Lumenium (a startup developer of advanced rotational engines; engine assembly components, Fig. 15), Volkswagen (the widely reported on T-Roc A pillar), Cobra Golf (the King Supersport-35 putter), and Legor (a jewellery maker; rings and pendants, Fig. 16).

The potential of Metal Jet
While HP is confident of its ability to grow and take advantage of the opportunities for Metal Jet BJT, Pastor is clear that the dynamics of the metal parts manufacturing market are very different to those of the plastics market, and HP cannot expect the same speed of uptake as it saw with the Multi Jet Fusion. The sales cycle for a metal BJT technology is much longer than for a plastic 3D printing technology; as this is not a rapid prototyping solution, customers must have a serial production strategy in place in order to take advantage of the Metal Jet S100’s capabilities – there is almost no opportunity for single machine sales to research institutes or universities, so the target customer is strictly commercial. As more customers make it through the lengthy sales cycle, however, Pastor expects the number of machines sold to increase sharply, as Metal Jet S100 units are installed in factories in fleets, ready to produce parts in industrial quantities.
“Today, if you look at market sizing and trajectory, metals is growing the most of any 3D printing segment,” Pastor told PIM International. “Successful AM for metals requires different skills and different strategies than for plastics – but metal Additive Manufacturing has an advantage in that often the traditional metal part production technologies are not very efficient, and many of them must be combined to produce a final part. Metal 3D printing can win in many cases, with Binder Jetting offering greater volumes and a unique economical value proposition. More and more of our customers are rewarded with the ability to print millions of parts per year, moving to millions of parts every month. And another trend that fits into the Binder Jetting wheelhouse is the blending of personalisation with performance; a great example of this is HP’s work with Cobra Golf, enabling performance-enhancing features for golf clubs. Furthermore, with the focus on sustainability, many organisations are looking at ways to reduce inventory and costs and extend the life of products.”
In an industry in which it is often difficult to penetrate the hype and get to the real story, HP is dedicated to proving its Metal Jet technology in real, industrial settings. Where perfecting the process required support from external partners (e.g., those with sintering expertise), those partnerships have been in place from the start, enabling the development of a scalable, manageable workflow, from powder preparation to sintering. The company has further sought to prove workflow and its associated technologies through the completion of a successful alpha programme with more than twenty OEMs.
“We are witnessing entire industries, from industrial to consumer, and healthcare to automotive, looking to digitally transform their manufacturing processes and supply chains in a world where volatility is the new normal,” said Didier Deltort. “As the promise of Additive Manufacturing takes hold, HP has become a trusted partner to help speed the path to production.”
As volatility has become the new normal in the world economy, the concern for HP’s customers is no longer just cost: it is also agility, responsibility, and resilience. Speaking on how this trend was impacting its AM business and customers, Pastor elaborated, “As we live through a world that is continuing to go through numerous insecurities – whether it’s a pandemic, supply chain challenges, climate crisis or economic recession – we are experiencing a profound impact on many industries worldwide. In the wake of these insecurities, companies are starting to develop new supply chain strategies to guard against future disruption, including volatile global economic trade cycles.”
“Advanced 3D printing solutions can help them accelerate this transformation,” he noted. “We are seeing more and more industries turning to 3D printing to disrupt their traditional supply chains and make them more efficient and flexible. In addition to new applications, entirely new ecosystems and alliances are emerging as companies look to deliver more value to end customers. When looking at our wider 3D printing business, across both Additive Manufacturing and metals, we’re already seeing this trend take hold in industries including automotive, consumer, healthcare and industrial.”
“On the metals side, we are seeing our partners GKN Additive (Forecast 3D), Parmatech, and Legor, as well as our new industrial customers John Deere and Schneider Electric, put business agility and supply chain resiliency front and centre as we explore production applications that not only address economics and scale, but flexibility, mass-customisation, and added value that may not be measured simply by cost per part.”
While the Additive Manufacturing market is unpredictable, and none of us can know for sure which technologies or companies will ‘win’ in the race to the top, the current results advertised by HP suggest that Metal Jet technology could offer MIM-equipped customers the opportunity to take advantage of Additive Manufacturing’s benefits at an industrial scale. For those without this knowledge or equipment available in house, perhaps HP’s service offerings will enable a new path into industrial sinter-based Additive Manufacturing from outside its traditional user base, without the need to spend years on small-scale, research-level test cases.
“Metal Binder Jetting provides better throughput and lower running costs than other AM processes,” Pastor concluded. “Due to the need for less melting and the use of lower-cost materials — a third to a fifth of the cost for Binder Jetting materials than for AM powders — the potential to scale is much greater than with laser powder bed fusion and other processes. All in all, as more and more manufacturers across the globe recognise the benefits to Binder Jetting AM, we expect market demand to grow.”
Author
Emily-Jo Hopson-VandenBos
Group Deputy Editor
Inovar Communications Ltd
[email protected]
Further information
For more information, please visit www.hp.com/go/3DMetalsContactus




