



Rapid sintering of lithography-based additively manufactured ceramic components
Researchers from the Montanuniversität Leoben, Austria, and Jožef Stefan Institute, Ljubljana, Slovenia, have published research in the journal Additive Manufacturing on strategies to achieve, and benefits of, faster sintering times on complex additively manufactured ceramic components. The paper ‘High-strength lithography-based Additive Manufacturing of ceramic components with rapid sintering’ details how this quicker sintering process might enable the creation of highly dense ceramic architectures with tailored microstructure and properties.
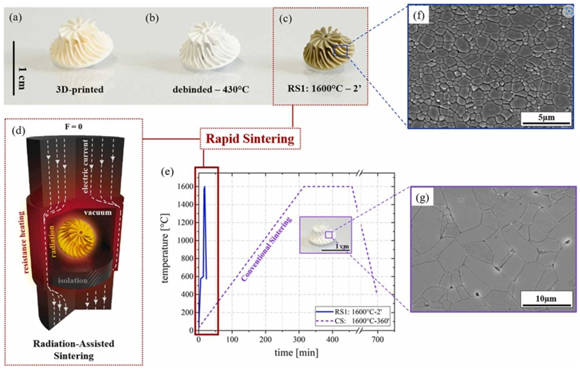
Until this point, densifying additively manufactured ceramic parts was done in conventional furnaces under typical conditions, making it difficult to manufacture pore-free, fine-grained ceramics. In this research, the authors utilised a radiation-assisted sintering (RAS) method for quick sintering at ∼ 300-450°C/min using lithography-based Additive Manufacturing of alumina ceramics.
The team showed that radiation-assisted sintering (RAS) could successfully sinter lithography-based additively created alumina ceramics in a matter of minutes as opposed to hours. A spark plasma sintering (SPS) setup was modified to enable the sintering of complex geometries (e.g., a turbocharger engine rotor) without the need for direct pressure or current on the ceramic part.
The reported sintering process also produced fine-grained microstructures of 1 μm size with densities of 99%, sintered at an energy input of 1 MJ as opposed to 25 MJ of traditional sintering. In comparison to traditionally sintered reference parts, the high mechanical strength of ∼ 810 MPa and toughness of ∼ 4.3 MPa m1/2 of additively generated alumina sintered at 1600°C within two minutes was reportedly also superior to that of parts produced by traditional sintering.
These results are hoped by the researchers to open the use cases of RAS to control the microstructure of additively manufactured parts, thereby enhancing their mechanical and functional properties. This could, in future, be applied to biomedical, magnetic, optical, catalytic, thin films and electroceramics.
‘High-strength lithography-based additive manufacturing of ceramic components with rapid sintering’ by Anna-Katharina Hofer, Andraž Kocjan and Raúl Bermejo is available here, in full.



















