



Properties of sintered MIM TA1 titanium using water-soluble binder

TA1 is a commercial pure grade of titanium which exhibits low density, excellent corrosion resistance and biocompatiblity and, whilst its tensile strength is not high compared with many Ti alloys, it has good toughness and exceptional ductility. Typical applications include medical devices, dental parts, smart wearable devices, and in areas requiring high oxidation resistance in corrosive environments. Titanium is also known to be a difficult to machine metal and Metal Injection Moulding has been found to be an ideal high volume manufacturing process for TA1 titanium near-net shape components having complex shapes at lower cost.
A group of researchers in China and New Zealand have been studying the use of MIM to produce TA1 components using spherical TA1 powder and a water-soluble binder and the results of this research have been published in a paper available online (February 2024) in the Journal of Adhesion Science and Technology entitled: ‘Microstructures and mechanical properties of TA1 sintered samples prepared by injection moulding using water-soluble binder’. The authors of the paper include Weichen Zhang, Lu Li, Peng Cao, Gang Chen and Muhammad Dilawer Hayat.

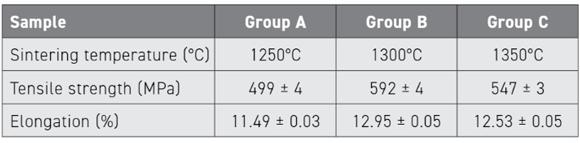
The authors reported that three groups, each containing three MIM TA1 samples, were sintered at different temperatures (1250°C, 1300°C and 1350°C), and that the main focus of their research was to explore the reasons for the different properties in the sintered samples, such as the differences in relative densities, microstructures and mechanical properties. Because TA1 has a high affinity for carbon and oxygen elements, the impact of the distribution of these elements in the sintered microstructure and on the final properties of MIM TA1 samples was also analysed.
TA1 spherical pure titanium powder having the composition shown in Table 1 was mixed with a water soluble binder composed of polyethylene glycol (PEG), polymethyl methacrylate (PMMA), and stearic acid, and the resulting pellet MIM feedstock was injection moulded to produce nine tensile test parts. The injection moulded green MIM TA1 parts were first soaked in a water bath at 50°C for 24 h to remove the main PEG binder component, and any residual PEG and PMMA binders were removed in the thermal debinding stage which was done simultaneously with sintering because of the cleanliness of PMMA.
The nine injection moulded tensile test samples were divided into three groups – A, B, and C which corresponded to the sintering temperatures used of 1250°C, 1300°C, and 1350°C, respectively. Fig. 1 (bottom to top) shows an example of the injection-moulded TA1 part in the as-moulded, debinderised, and sintered condition. Relative densities of the sintered MIM TA1 parts were found to increase with the increase in the sintering temperature from 1250°C to 1300°C, showing a rise of 1.07% to 4.189 g/cm3, or 92.85 ± 0.03% relative density, in sample B. At 1350°C the sintered density of sample C increased by only 0.28% to 4.202 g/ cm3.
The carbon and oxygen contents were determined for each of the three groups of sintered MIM TA1 samples as shown in Table 3. The carbon and oxygen contents were determined by plasma emission spectrometry. The sintered microstructures were observed by Optical Microscopy, and EPMA was used to measure the distribution of the compounds formed by carbon and oxygen elements with titanium. The microstructures and fractures of the MIM TA1 samples were observed by SEM, and the forms of carbon and oxygen were determined using a field emission SEM. The relationship between the forms of carbon and oxygen and the orientation of pure titanium matrix was analysed by TEM.

The authors stated that the carbon contents of the three groups studied showed little difference as can be seen in Table 3, but the oxygen content was found to increase with the increase in sintering temperature. Because TA1 has a high affinity for carbon and oxygen elements, the impact of the distribution and forms of carbon and oxygen elements on the final properties was also analysed.
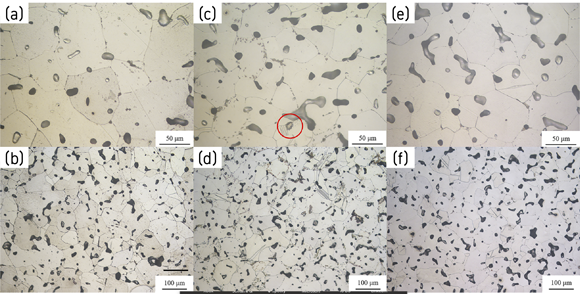
One sample was selected from each sample group A, B, and C to study its microstructure, and Fig. 2 shows the SEM images of three samples at different magnifications. The figure shows that the microstructure is dominated by equiaxial α phases. The authors established that the grain size of sample B is significantly smaller than that of sample A, as shown in Figs. 2 (a), 2 (c), and 2 (e). However, the grain size of sample C is larger. Obvious precipitates at the grain boundaries are visible in Fig. 2 (c), and many needle-like structures exist in Fig. 2 (d). Fig. 2 (f) also shows the same needle-like structures but in smaller quantities. These are presumed to be composed of β-Ti according to their locations, and further analysed by TEM. In addition to point-like precipitates, Figs. 2 (c) and 2 (e) also show lump precipitates (red circle). FESEM was employed to determine its composition further.
The authors concluded that the MIM TA1 samples in group B possess the best mechanical properties when sintered at 1300 C. The β-Ti is present in the sample, while TiC and a small amount of TiO2 are produced. TiC particles hinder the dislocation movement and grain boundary growth. Solid solution strengthening, second phase strengthening, and grain refinement increase the strength of the sample and grain refinement, and the presence of β-Ti improves the elongation of the sample.
www.tandfonline.com/journals/tast20




















