



Nabertherm guide highlights furnaces for Metal Injection Moulding applications

Nabertherm GmbH, headquartered in Lilienthal, Germany, has published a guide outlining the debinding and sintering stages in the Metal Injection Moulding process, along with the furnace technology it now offers to meet these needs.
Debinding of MIM parts
The debinding process can be carried out in several ways, explains Nabertherm. This can be either thermally in an inert atmosphere or under hydrogen in a vacuum, catalytically in a nitric acid-nitrogen atmosphere, or in a tank containing water or solvent. The furnace required for the thermal or catalytic debinding process is a gas-tight hot-wall retort furnace, and for this, Nabertherm offers a number of furnaces from its NR model series.
Safety technology plays a critical role in ensuring the safe operation of retort furnaces when dealing with organics and flammable process gases, adds Nabertherm. Furnaces should be equipped with safety measures to prevent accidents and mitigate risks associated with flammable substances. Measures include PLC controls with safety monitoring (F-PLC), gas monitoring, and automatic shutdown mechanisms. By implementing these safety technologies, Nabertherm’s retort furnaces can effectively detect and respond to potential hazards, ensuring the protection of personnel, equipment, and the surrounding environment during the handling and processing of flammable substances during the debinding step.
The sintering stage
In the subsequent combined debinding and sintering process, which takes place in a protective gas or reactive gas atmosphere, or in a vacuum, the brown part is sintered into the finished part. Due to the high sintering temperatures, this process step is typically carried out in a cold-wall retort furnace. For this application, Nabertherm offers furnaces from its VHT model range.
A furnace can be tailored specifically to the material for this process step in various configurations. For sintering stainless steels under a hydrogen atmosphere, for example, furnaces with heaters and insulation made of molybdenum and heating elements made of tungsten, are used. Furnaces with graphite heaters and insulation made of graphite felt are excellent for low-alloy steels that can be sintered in a non-reducing process gas atmosphere.
An important part of the sintering furnace is an inner process box, continues Nabertherm. Due to the release of residual binders before the sintering process, an additional inner process box through which the exhaust gas is directly vented to the exhaust stack can significantly reduce contamination of the furnace chamber. In addition to optimising temperature uniformity, the process insert box developed by Nabertherm is reported to ensure excellent gas flow across the components due to the gas distribution plate on the rear wall. For a graphite furnace, the insert box is made of graphite, while for a metallic heated furnace, a box made of molybdenum (potentially tungsten-reinforced) is used.
Nabertherm furnaces for MIM
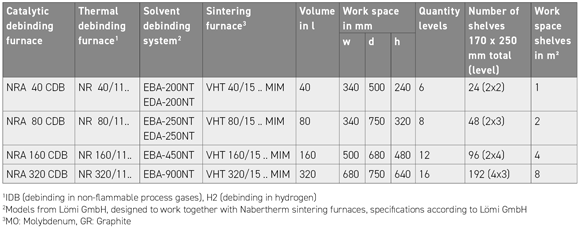
Nabertherm currently offers four furnaces in the NR model range, suited to thermal and catalytic debinding, and four furnaces in the VHT model range designed for sintering applications. The four models in the NR range and VHT range are optimally matched to each other in terms of size, allowing charges to be transferred directly from a debinding to a sintering furnace.
The guide to Metal Injection Moulding, along with a number of other guides for furnace applications, can be downloaded here.




















