



Low-Pressure PIM of irregular shaped iron powders shows promise as alternative to spherical powders
In the Spring 2023 issue of PIM International (pp 52-54), we reported on a comprehensive survey outlining the significant progress that has been made into researching the potential of Low-Pressure Powder Injection Moulding (LPIM) over the past couple of decades. It was shown that, in addition to being a cost-effective process for prototyping and the small-series production of complex near-net shape components, LPIM has also been successfully used for low and high volume production of highly complex shapes, particularly in the field of ceramics. Some of the key advantages of LPIM compared with high pressure PIM are that LPIM machines are generally smaller in size and use simple hydraulic mechanics, resulting in lower equipment costs and lower energy consumption. LPIM generally uses a low viscosity (<20 Pa.s) feedstock, which is injected using a pressure 50 to 200 times lower than that used for conventional PIM, resulting in the added benefit of lower mould wear. However, despite the cost advantages of LPIM, current understanding of producing metallic components via LPIM remains limited to only a few proofs of concept.
Included in this LPIM survey was a reference to research at the Ecole de Technologie Superieure, in Montreal, Canada, into the use of irregular shaped iron powders produced by water atomisation for LPIM feedstock. The most recent results from this research work have now been published in the paper: ‘Influence of powder size on the moldability and sintered properties of irregular iron-based feedstock used in low-pressure powder injection molding’, by A A Tafti, V Demers, and V Brailovski at the Ecole de Technologie Superieure in Montreal, and G Vachon at Rio Tinto Metal Powders, in Sorel-Tracy, Canada, the producer of the water atomised iron powder. The paper was published in Powder Technology Vol. 42, online in March 2023.
The authors stated that earlier research into the mouldability of feedstock using low-cost water atomised iron powder having irregular particle shape demonstrated that LPIM was suitable for fabricating complex green shapes. The influence of powder characteristics and LPIM processing conditions on the sintered density using irregular iron-based feedstocks was also studied. The focus of this current work was, therefore, to study the effect of different particle sizes on LPIM feedstock mouldability and also the final microstructures and mechanical performance of parts produced using irregular iron-based powders.
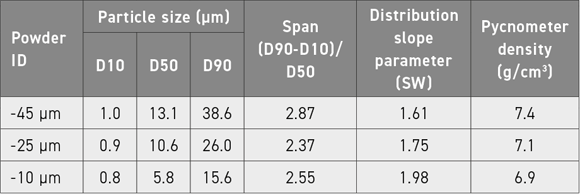
The authors reported that the iron powders were produced using a three-step workflow, comprising water atomisation, high energy attrition milling, and sieving. The attrition milling process, used to reduce the particle sizes, seemed to be responsible for the bimodal distribution of the three powder lots produced: −45, −25, and −10 μm (corresponding to a mesh size of 325, 600, and 1250, respectively). Regarding the screening size, powder −45 μm is said to represent a powder lot consisting of particles that have passed through a 45 μm sieve opening. Table 1 shows the physical properties of the three types of iron powders produced.
The iron powders were mixed with a binder specifically developed for this research, which comprised (vol.%): 1% of SA, 2% of EVA, 2% of CW, and 36–38% of PW, with the PW value being a function of the solid loadings used for each feedstock. The moulding behaviour of the iron powder feedstocks was assessed in two stages. The first stage assessed the impact of the particle size on the feedstock viscosity and a common solid loading for all the powder lots was set to 57 vol.%. This value corresponds to the maximum workable solid loading of the finest powder used in this study (i.e., −10 μm). The second stage looked at the overall performance of each powder lot during the LPIM process (i.e., primarily the mouldability and sinterability); the maximum solid loading of each powder lot was used in the feedstock formulation. This powder loading in the feedstock varied from 57–59 vol.%, with a higher solid loading observed as the powders became coarser. The authors found, from their mouldability analysis, that the −10 μm feedstock showed the best moulding potential thanks to its higher feedstock homogeneity and a slightly lower solid loading of 57 vol.%. Fig. 1 shows the comparison between the achieved mouldability index and the spiral flow distance achieved in LPIM.
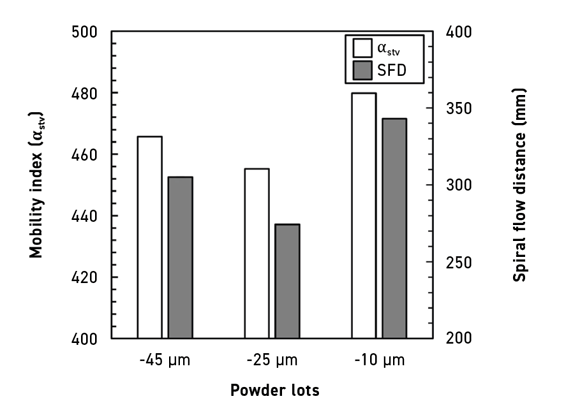
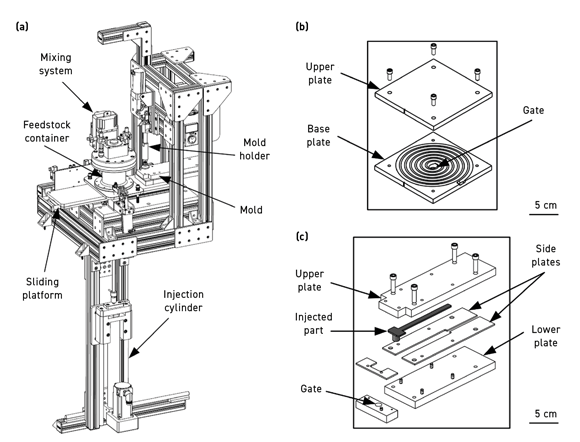
Fig. 2 shows the laboratory-scale LPIM press used to validate the mouldability index and fabricate rectangular parts for tensile tests and density measurements. The injection moulded parts were then debound and sintered using the thermal cycles shown in Fig 3. The thermal cycle for binder removal using a thermal wick-debinding approach, in which the injected parts were placed into a debinding cell and heated under pure argon gas flow (25 L/min), is shown in Fig. 3a. During the first stage of debinding at 250°C, alumina was used as the wicking medium to extract the melted binder out of the part using capillary forces (segment (i) in Fig. 3a). To activate thermal pyrolysis, the furnace temperature was increased to the pre-sintering temperature of 600°C for which alumina acts as a support for the moulded parts during the final binder burnout and pre-sintering steps, as shown in segment (ii) in Fig. 3a.
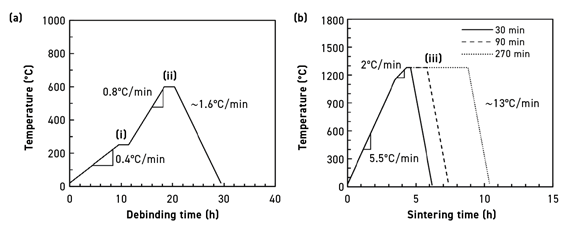
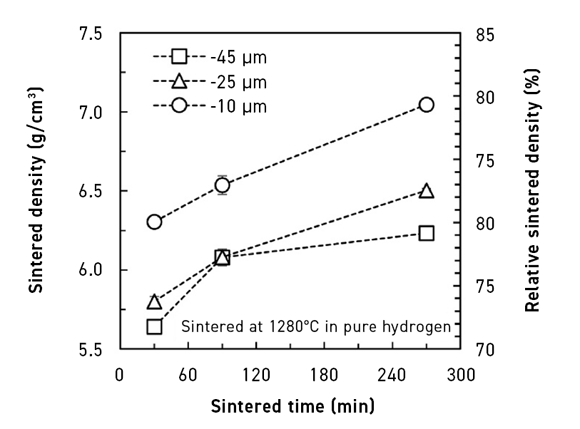
The debound parts were then placed on a zirconia plate before sintering under pure hydrogen gas flow at 1280°C for three sintering times of 30, 90, and 270 min (segment (iii) in Fig. 3b) and then cooled down. Fig. 4 shows the progression of density over the three time periods with the results confirming that, for such irregular shaped iron powders, particle size remains one of the main driving forces for sintering, as can be seen for the -10 µm specimen, which reached 7.1 g/cm3 (~90%) after 270 min – the highest density level achieved in this research work. The authors stated that parts produced by conventional MIM usually reach a sintered density of 95 to 99% of theoretical and the lower level in LPIM of irregular iron powders could be attributed to the suboptimal sintering conditions used. Following sintering, a linear shrinkage of about 15, 17, and 20% respectively was measured for the -45, −25, and −10 μm powders.
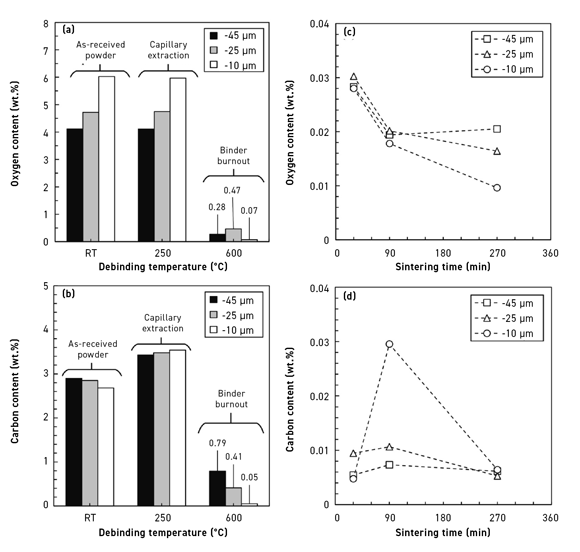
The authors investigated the type of porosity and pore size distribution in the microstructures of the sintered iron LPIM parts, as well as determining the evolution of carbon and oxygen contents during debinding and sintering (Fig. 5 a-b). The results show that, at the final high debinding temperature of 600°C, the oxygen content was reduced to 0.07–0.47 wt.%, whereas the carbon remained relatively constant at 2.7 to 2.9 wt.% during debinding. During sintering (Fig. 5 c-d), it was found that the use of a hydrogen atmosphere for only 30 min reduced the oxygen content by 2 to 16 times and the carbon content by 10 to 80 times, depending on the powder grade . An increase in sintering time from 30 to 90 min was found to further promote oxygen reduction, decreasing the oxygen content from 300 to 200 ppm. An increase in sintering time up to 270 min appears to have a positive impact on the oxygen levels in the −25 μm and −10 μm grade iron powders, with a decrease to 170 and 100 ppm, respectively. The authors concluded that the carbon and oxygen contents of all sintered specimens were within acceptable ranges for pure sintered iron.
Finally, the authors looked at the microstructures and mechanical properties of the three grades of irregular iron powder sintered for the three different time periods. SEM observations confirmed that the microstructures obtained with the −10 μm powder exhibited a more spherical and finer pore network than those obtained with the other two powder grades studied. The fine-grained structure and the presence of pores at the grain boundaries in the −10 μm specimens also suggests that sintering temperature could possibly be increased to complete the microstructure formation and to increase the density and mechanical properties. They stated that optimum sintering conditions still needed to be determined.
In terms of mechanical properties achieved, the -45 μm specimens sintered at 1280°C for 270 min exhibited a final density of 6.2 g/cm3 , a UTS of 161 ± 7 MPa, a YS of 48 ± 3 MPa, and an EL% of 12%, while the −10 μm specimens, sintered using the same conditions, gave a density of 7.1 g/cm3 , a UTS of 225 ± 1 MPa, YS of 73 ± 3 MPa, and an EL% of 24%. These mechanical properties were found to be similar to those obtained with the MIM parts conventionally produced from fine spherical iron powders.
www.sciencedirect.com/journal/powder-technology




















