



The sustainability of Metal Injection Molding: From powder to feedstock and finished parts
A Special Interest Seminar in the programme of the virtual Euro PM2021 conference, organised by the European Powder Metallurgy Association (EPMA) and held October 18-22, 2021, focused on developments aimed at enhancing the sustainability of production by Metal Injection Moulding. This seminar comprised three presentations from representatives of different points in the MIM process chain. [First published in PIM International Vol. 16 No. 1, March 2022 | 10 minute read | View on Issuu | Download PDF]
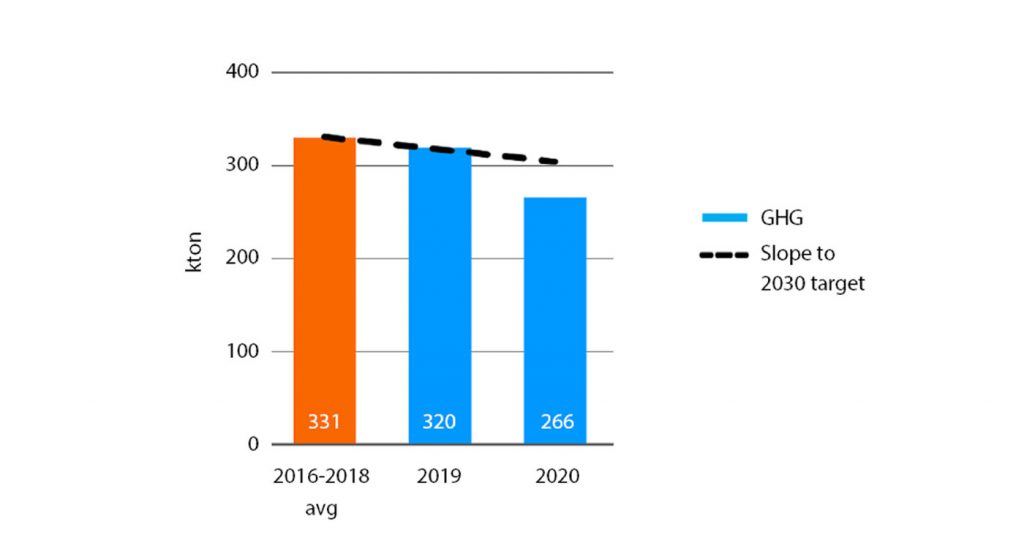
![Fig. 1 Progress towards targets in waste reduction [1]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-01-7-1024x754.jpg)
The sustainability of inert gas atomised powders for MIM and AM
At the start point of the process chain, Paul A Davies, Sandvik Additive Manufacturing, UK/Sweden, presented the perspective of the leading supplier of atomised powders to the MIM and Additive Manufacturing sectors [1].
After an initial discussion of the sustainability credentials of the Sandvik group as a whole, the presentations turned to a consideration of the metal powder producing business in particular. A number of sustainability goals, set by the business for 2030, were defined. In terms of circularity, measures associated with customers, the Sandvik operations themselves, and key suppliers to the business, were discussed.
Business models for recycling/circularity are being developed with customers. Within the company’s operations, at least 90% material circularity is sought for packaging, products, waste, and suppliers, with recycling processes significantly reducing energy consumption, lowering carbon emissions and producing less waste. The climate goal is to halve CO2 impact by 2030, throughout the same customer-operations-suppliers chain.
In relation to waste, the company needs to find a 38.8 kton reduction by 2030. In 2020, a year-on-year waste reduction of 18% was achieved (Fig. 1), giving an encouraging start on the trajectory towards the 2030 target. Fig. 2 shows that, over the 2016–2020 period, the reduction in CO2 emissions is also well on target to achieve the 50% reduction by 2030.
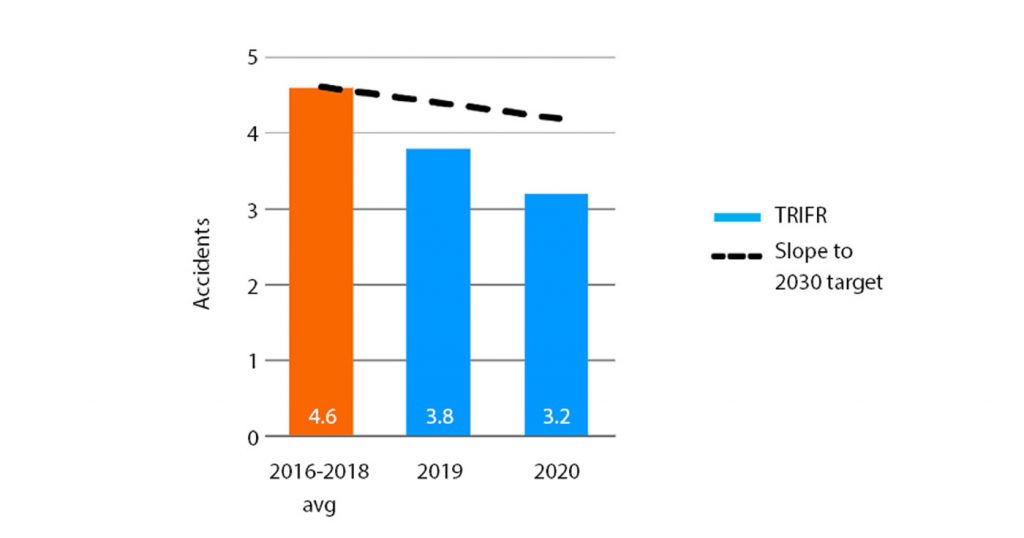
Recognising that it operates in heavy industry, where the work environment can hold potential risks, the company also deems ensuring a safe and healthy workplace to be a high priority sustainability issue and the recent track record in reducing accident levels (Fig. 3) is encouraging.
The Sandvik AM operations comprise powder production facilities in the UK and Sweden, as well as AM consultancy and manufacturing centres. The Sandvik Osprey metal powder facility in the UK operates eight inert gas atomiser units (IGA) that operate with argon and nitrogen and produce powders in the size range 5-80 µm. Sandvik Sweden operates one Vacuum Gas Atomisation (VIGA) unit and one EIGA titanium powder plant. The powder size range here is 20–200 µm.
The combination of titanium alloy powders, with their unique material properties, and the net shape and energy-efficiency advantages of powder metallurgical processes such as MIM and AM, offers significant advantages in the manufacturing of sustainable products.
Such a combination can offer advantages in eliminating waste, enabling the production of lighter components, making possible the merging of several components into one, and the minimisation of the use of cutting lubricants and cleaning fluids in conventional manufacturing. Part of the raw material for powder production is recycled scrap and manufacturing is based on 100% renewable energy.
Case studies were presented for two powder-based titanium applications – additively manufactured Coromill 390 end-mills, offering 80% reduced weight and 200% increased productivity compared with conventional 390, and motor nodes for e-bikes (Fig. 4), also produced from Ti6Al4V by Laser Beam Powder Bed Fusion (PBF-LB).

The latter product was described as a ‘game-changer’ in e-bike manufacture. Its designer, Zach Kraffl of GSD Global, stated, “We wanted to add the material advantages of titanium to our high-end e-bikes, but titanium parts are very difficult and costly to machine using CNC. With Sandvik Additive Manufacturing, we had a solution that proved to be not only financially feasible, but enabled substantial improvements in quality and energy efficiency.”
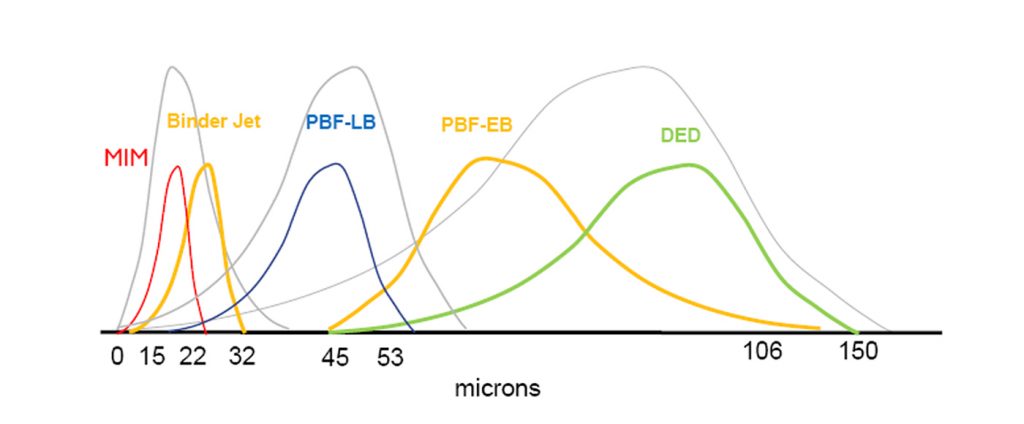
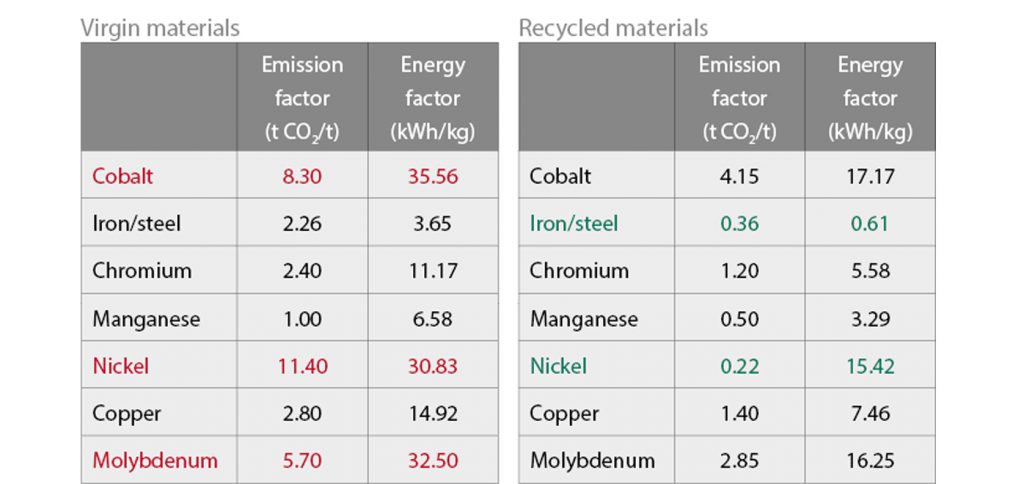
As shown in Fig. 5, the targeting of markets for MIM, as well as the complete range of powder-based AM technologies, offers an excellent use of the wide powder size range produced by Sandvik. The sustainability of powder production is further enhanced by the recycling of over- and under-size powders at the sieving and classification stage. The advantages of recycling material in terms of emission and energy factors are quantified in Table 1.
Finally, attention was drawn to new investments at Sandvik, with sustainability ramifications. New atomising capacity is to be introduced in early 2022 and increased e-commerce is intended to reduce lead times and optimise the supply chain.
Sustainability in MIM: A feedstock producer’s view
Moving along the process chain, Thorsten Staudt, Johanna Wallot and Marie-Claire Hermant (BASF SE, Germany) provided a leading feedstock producer’s view on sustainability in MIM [2].
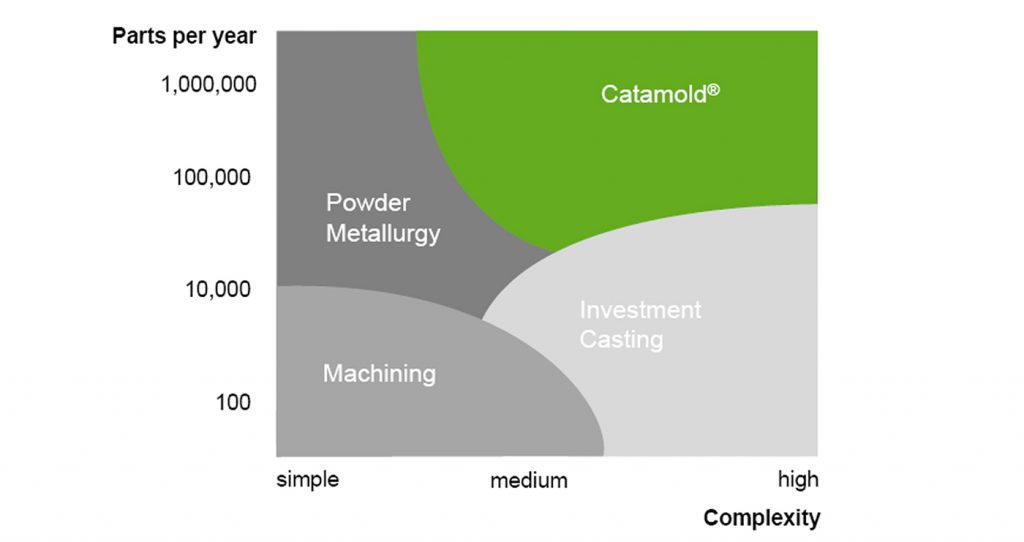
Initially, this presentation asked the question as to whether MIM technology itself can be a solution for sustainable growth. It was proposed that MIM, a hybrid of two technologies – plastic injection moulding and Powder Metallurgy – is a net-shape production process, typically for highly complex small parts with thin walls, with a high material utilisation factor of 95-98%. This factor is, in itself, a major contributor to sustainable market growth.
BASF’s contribution to the MIM process chain is in feedstock production. The company’s Catamold feedstocks are well-established market leading options for MIM producers, whilst Ultrafuse filaments, and soon Cataprint pellets, will become ever more widely available for the closely related Material Extrusion (MEX) sinter-based AM technologies. In terms of areas of application, MIM parts occupy the high volume-high complexity quadrant of the diagram in Fig. 6. MIM significantly reduces waste, compared with competing casting, machining, forging and stamping processes.
In addressing the specific need for more sustainable feedstocks, the authors outlined BASF’s experimental step-by-step approach, comprising the acquisition of a deep understanding of the problem, analysis of the value network, prioritisation of the major levers and experimentation to test hypotheses and act on the most significant levers.
Levers to reduce product carbon footprint and resource depletion along the value network have been defined as including:
- Use of renewable energy for production
- The metal powder used in the feedstock to be based on scrap, recycled raw materials or ‘green’ steel
- Increased process yield; decreased energy consumption, material consumption and labour content
- The use of ‘green’ hydrogen for QC and development
- Feedstock comprising organics based on recycled or renewable materials
- Enabling of the reuse of formaldehyde (in the catalytic debinding process) or wax
The need to move from a linear to a circular economy, to avoid resource depletion, was emphasised and the implications of this for the MIM process are summarised in Fig. 7.
![Fig. 7 The circular economy for MIM products [2]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-07-7-1024x593.jpg)
BASF has recognised the need for the definition of product carbon footprints (PCFs) in order to create customer transparency, and the company has been working on the introduction by the end of 2021 of a digital application to calculate greenhouse gas emissions associated with 45,000 of its products.
The data included will comprise ‘cradle-to-gate’ PCFs for BASF’s portfolio, based on process emissions, energy demand and upstream emissions. Fig. 8 provides a perspective on the determination of cradle-to-gate PCFs for MIM feedstocks. The company expects a similar level of transparency from its suppliers, in order to gain a complete sustainability picture at part level over the whole value network.
![Fig. 8 Issues involved in the determination of cradle-to-gate PCFs for MIM feedstocks [2]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-08-7-1024x510.jpg)
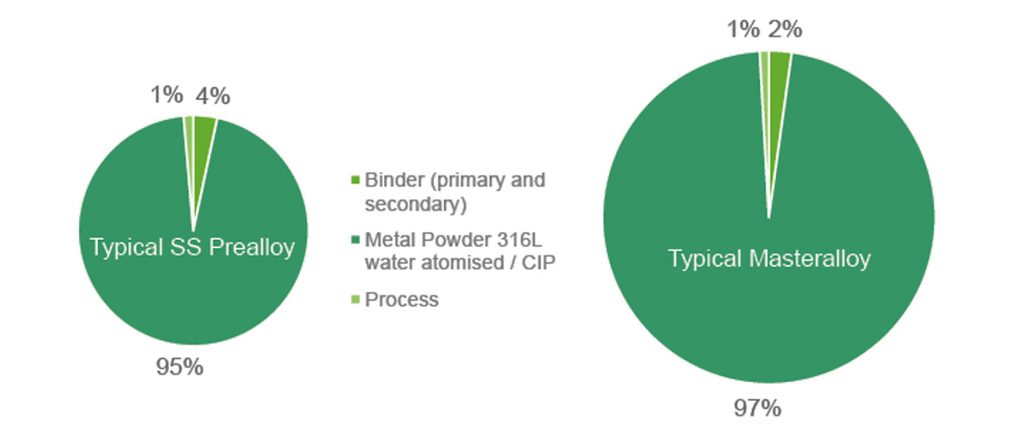
Preliminary data has shown that the metal employed is the most important lever to reducing feedstock PCF; this conclusion holds for both pre-alloyed and master alloy approaches (Fig. 9). The focus of continuing work at BASF is on the range of levers listed above.
Sustainability of the MIM process from the perspective of a parts manufacturer
Finally, a perspective of a parts manufacturer, on the sustainability of the MIM process, was provided in a presentation by Jack Schwarz (GKN Powder Metallurgy, Germany) [3]. With a twenty-five year history, GKN is one of Europe’s leading MIM producers. In recent years, significant AM capability has been added, including sinter-based AM in the form of Binder Jetting (BJT).
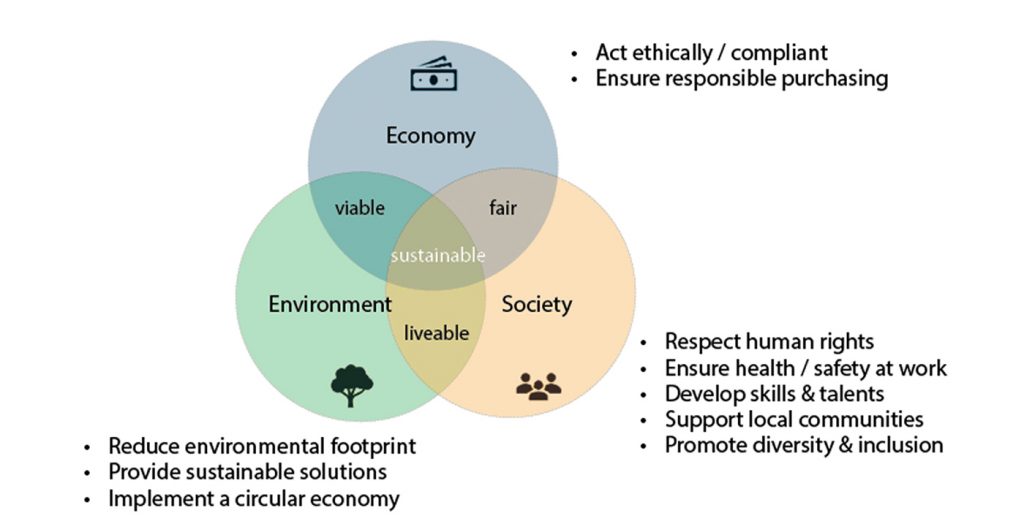
Initially, the presentation outlined the concepts followed by GKN in assessing sustainability (Fig. 10). Next, a number of case studies were cited in which the use of MIM is providing a sustainable solution. Firstly, the production of cable feed throughs (Fig. 11) by MIM can offer ready-to-use parts without the need for machining. These parts have very thin walls which require complex tooling because of the undercut for crimping. A constant wall thickness and material behaviour are also essential for the correct plastic deformation.

Secondly, the processing of turbocharger adjustment rings from the special high-temperature alloy GHS (X220NiCrMo40-12-6) was discussed (Fig.12). This alloy system is difficult to cast because of segregation issues, providing a strong benefit for PM-based processing. As machining is also difficult, the benefits of the MIM process, in particular, come to the fore.
![Fig. 12 Case study: turbocharger adjustment rings in GHS 4 (X220NiCrMo40-12-6) [3]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-12-3-1024x420.jpg)
Thirdly, the processing of the valvetrain components, as shown in Fig. 13, was discussed. These parts have tight requirements on dimensional and process stability. Fatigue strength is important, posing requirements on the material in terms of microstructural homogeneity, freedom form cracking and the need for minimal porosity with low pore diameters. Using MIM, the mass of the components can be reduced, improving the efficiency of the whole valvetrain and reducing fuel consumption.

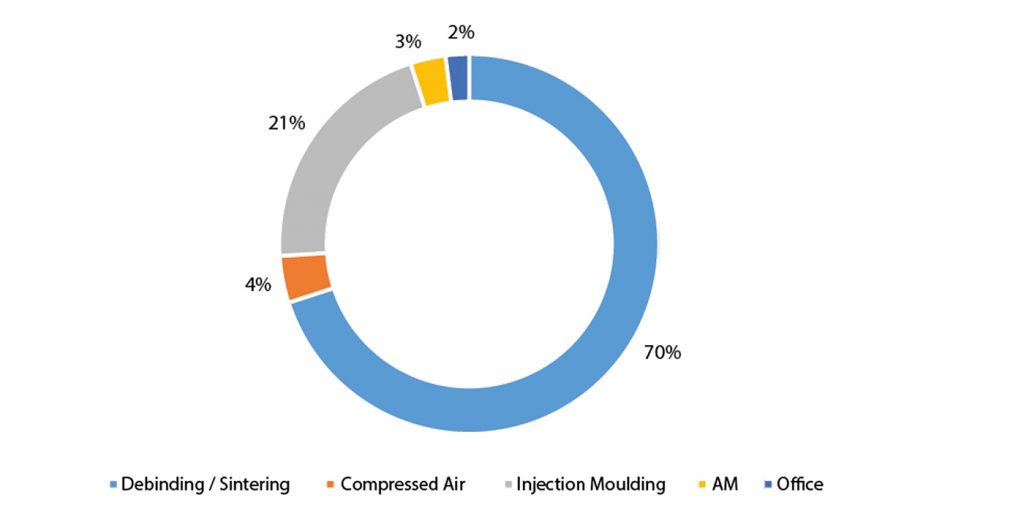
Then, a breakdown of electrical energy throughout each area of the GKN factory (Fig. 14) emphasised the dominant position of debinding/sintering in this regard. For the valvetrain component discussed above, for instance, the electricity consumption in debinding and sintering was estimated at around 0.2 kWh/piece, compared with ~0.052 kWh/piece for injection moulding and a total of around 0.25 kWh/piece. By way of comparison, a rough estimate of the energy consumption for milling this product geometry from the solid was as much as 30 kWh per piece.
Unsurprisingly, therefore, current and planned future development activities are focused on the areas of sintering furnaces and sintering atmospheres.
New MIM thermal process plant technology has been developed in collaboration with Cremer Thermoprozessanlagen GmbH, Germany, using computational fluid dynamic (CFD) modelling to deliver a 90% increase in furnace capacity for only a 20% increase in electricity consumption.
As 40% of the company’s production is in stainless steels, hydrogen is used as the sintering atmosphere in order to keep carbon content at a low level. Hydrogen usage is over 36 tonnes per annum. If ‘grey’ hydrogen were used, this would generate around 360 tonnes per annum of CO2 emissions. Instead, ‘green’ hydrogen, produced by the electrolysis of water using renewable energy (Fig. 15), should be used.
![Fig. 15 Hydrogen production methods [3]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-15-1-1024x404.jpg)
Author
Dr David Whittaker
Tel: +44 1902 338498
[email protected]
Contacts
[1] Paul Davies, Sandvik Additive Manufacturing, UK/Sweden, [email protected]
[2] Thortsen Staudt, BASF SE, Germany, [email protected]
[3] Jack Schwarz, GKN Sinter Metals GmbH, [email protected]
References
[1] Sustainability of Inert Gas Atomised Powders for Additive Manufacturing and Metal Injection Moulding, P A Davies. As presented at the Euro PM2021 Virtual Congress, October 18–22 2021.
[2] Sustainability in MIM: A feedstock producer’s view, T Staudt, J Wallot, M-C Hermant. As presented at the Euro PM2021 Virtual Congress, October 18–22 2021.
[3] Sustainability of the MIM process from the perspective of a
parts manufacturer, J Schwarz. As presented at the Euro PM2021 Virtual Congress, October 18–22 2021.
![Fig. 1 Progress towards targets in waste reduction [1]](https://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-01-7.jpg)



