



The future is titanium: TriTech Titanium Parts targets the opportunities for MIM, Binder Jetting and Investment Casting
Titanium has long been recognised as a material with huge potential. Lightweight with excellent mechanical properties, it is also corrosion resistant and biocompatible. However, the challenge has always been cost – in part because of difficulties in machining. The Metal Injection Molding of titanium – and more recently Binder Jetting – now present major opportunities to expand the material’s use. TriTech Titanium Parts, LLC is seizing this opportunity – whilst simultaneously maximising the scope of what it can manufacture by offering Investment Casting. Bernard North visited the company for PIM International. [First published in PIM International Vol. 17 No. 3, Autumn 2023 | 15 minute read | View on Issuu | Download PDF]

Titanium and its alloys represent a small but growing proportion of the Powder Metallurgy industry, and it was with great interest that in July this author visited one of the few players in this emergent segment, TriTech Titanium Parts, LLC, at its facility in an industrial area of Detroit, Michigan, to learn about its story and progress. He met with the company’s owner and president, Robert ‘Bob’ Swenson (Fig. 1), and toured the plant with Scott Lashay, Production Manager.
Some companies’ names give no idea of what the organisation actually does, but TriTech Titanium Parts is highly descriptive. The company uses three key technologies – Metal Injection Moulding, Binder Jetting (BJT) and Investment Casting – to make titanium alloy parts.
Swenson studied Metallurgical Engineering at Purdue University, Indiana, and later complemented his technical education with an MBA at Harvard Business School in Boston. While TriTech Titanium Parts is a very young company, founded in April 2022, its roots can be traced back many decades to The Frankel Metal Company, a Midwest metals scrap collector and processor founded in the 1950s, which, in 1990, sold the titanium recycling portion of its business to Metallurg Inc.

In 1996, Swenson purchased this entity and formed Global Titanium Inc., which he ran, growing its shipment volume by a factor of ten over the ensuing twenty-five years. Key milestones included the significant expansion of the production of recycled aerospace grade turnings in the 2005-2007 timeframe, the installation and startup of the hydride/dehydride process for producing titanium powder, and, crucially, the titanium parts business around 2015-2017, initially by implementing MIM, closely followed by Investment Casting.
In 2018, the business changed its name to AmeriTi Manufacturing and then, in April 2022, the scrap processing and powders activities were sold to Kymera International, with Swenson retaining the small but growing portion of the business that focused on part production. TriTech Titanium Parts remains based in a 2,500 m2 building in Detroit, sharing the space with some of the titanium scrap collection, sorting, and processing activities purchased by Kymera International.
In early 2022, following joint development with Desktop Metal and ExOne, the company took delivery of its first Binder Jetting machine, making Additive Manufacturing its third part-manufacturing process for titanium (Fig. 2).

The present day
The company today has around twelve members of staff, with four senior managers, including Swenson himself. Currently the plant operates on one shift, with occasional staff presence on off-shifts, but expects to add a second shift soon. Energies are concentrated on parts manufacturing rather than powder production or feedstock development. Post-processing operations are outsourced and primarily relate to the finishing processes for investment castings, such as machining, Hot Isostatic Pressing (HIP) and surface coating.

Most of the company’s output is the widely used Ti-6Al-4V alloy, also known as Grade 5 titanium, but a few percent is commercially pure (CP) titanium. North American customers account for 100% of production. A variety of markets are served including marine technology, oil and gas, hand tools, and firearms. The company is starting to grow into the medical and aerospace markets.
By process, output is currently evenly split between Investment Casting and MIM; the BJT process is currently being qualified for some commercial applications and is also used to make rapid prototypes for parts which may, in the event, be commercialised using one of the other processes.
Philosophy and approach

Swenson was very clear about his company’s strengths. The respective ‘sweet spots’ of TriTech’s three manufacturing technologies will be enlarged upon shortly, but, in brief, having all three allows the company to compete in providing complex net or near-net shaped titanium components ranging from a few grams in weight up to about 12 kg, with order quantities from one up to about 20,000 parts per month. Table 1 gives an overview of the respective strengths and weaknesses of the three processes.

Swenson stated that it was normally quite clear which of the three processes would be most suitable for producing a given part – with key factors being part size and weight, complexity, dimensional tolerances, surface finish, required delivery dates, and whether the expected volumes would be high enough to amortise tooling costs. The MIM and BJT processes also provide products which, by nature of their processing, are already stress-relieved, and do not require subsequent annealing.
Swenson stressed that he and his team were able to combine the respective benefits and experience of both small and large organisations. The company is small, with the flexibility and responsiveness that tends to engender, but its leadership has experience with much bigger organisations so is also familiar with cost accounting, business planning, manufacturing quality disciplines and process standardisation, and thus intimately understanding customers’ needs in such areas.
Close relationships with customers aid in the important ‘Design for Manufacture’ discipline of influencing part design early on to improve the economics and quality capabilities of subsequent part production, although, in some cases, the part design is already locked-in. Conformance to agreed on-time delivery dates is very high, and manufacturing and quality discipline is paramount. A poster with the statement “Variation is the Enemy” is prominently displayed in the conference room.

The company became IS0 9001:2015 certified in January 2023 and is also compliant with industry-specific quality systems with more demanding requirements in the medical and aerospace sectors, which are in turn audited by customers. The property default standard for parts is wrought titanium, and the company produces tensile test pieces using all three processes to ensure the necessary specifications are achieved.
The company has implemented an Enterprise Resource Planning (ERP) system which helps identify potential manufacturing bottlenecks in advance and thus aids lead time reduction, as well as displaying control charts and giving visibility to key process parameters such as means, standard deviations, Cp and Cpk capability metrics, data which can be shared with customers.
Aided by the strong manufacturing base available for outsourced services, the company’s strategy is not to invest time and capital in post-processing steps that are readily available, such as HIP, machining, grinding, die penetrant testing, radiography, anodising, coating, and painting. However, as the company grows, it will likely bring some processes in-house to shorten lead time and increase added value. It was noted that some customers do post-processing work themselves, or subcontract it.
The benefits of titanium
Swenson has worked with titanium for decades and was naturally enthusiastic about the metal’s benefits. They include low density (~4.5 g/cm3, or a little over half that of steels), excellent corrosion resistance including in seawater, and high yield strength and moderate ductility. For some applications, its low Young’s modulus, which is only about half of that of steels, or low thermal expansion coefficient – again, only a little over half of that of steels – are useful properties.
While thought of as being an expensive metal, its low density means that very little is required for a given component, especially using the net shape or near-net shape processes used by TriTech. This point was exemplified by commercial framing hammers that were sitting on the conference room table during our meeting, where the combination of low weight and high strength greatly reduces user fatigue.
Titanium MIM

TriTech Titanium Parts uses a pre-blended MIM feedstock based on a polymeric binder and spherical titanium powder, usually with a 25 µm mean particle size. Precision injection moulding tooling, which typically has a two to five month lead time, is manufactured by specialist external suppliers.
The company currently operates two Arburg Allrounder 320C injection moulding machines that are tailored for MIM production (Fig. 4). After moulding the parts and removing them from the sprues (which are then ground up and reused), they are placed on perforated stainless steel trays (Fig. 5) which are stacked in holders and then immersed in an organic solvent tank for first-stage debinding, which removes about half of the binder.

At this stage, the parts still have high green strength, and the remaining binder also prevents oxidation of the powder compacts. They are then placed on ceramic coated molybdenum sintering trays which are stacked in an Elnik Systems vacuum sintering furnace for an approximately 24 hour combined second stage debinding process to remove the rest of the organic binder and sintering cycle at 1,260-1,320°C, utilising an argon purge, after which the cooled parts proceed to any required processing and inspection stages.
Swenson stressed the very favourable product and process characteristics of the MIM process. The volumetric powder loading is high and very consistent, so linear shrinkage is quite low at ~14% and isotropic while achieving sintered densities of 98-99% theoretical, rarely needing HIP.
Surface finish is excellent, at ~1 µm Ra, and dimensional tolerances are +/- 12 µm or better. MIM is generally used for items made in the range of 1,000-20,000 per month and weighing from a few grams up to about 250 g each. As proof of Tritech Titanium Parts’ expertise in this field, the company was recently awarded a prestigious Metal Powder Industries Federation 2023 Grand Prize in the Military/Firearms category for MIM components (Fig. 6).

Binder Jetting titanium

TriTech Titanium Parts worked closely – and continues to do so – with Desktop Metal to develop its sinter-based Binder Jetting process for titanium alloys. In January 2022 it took delivery of its P1 machine, which operates in an enclosed cell so that powder handling, the build process, and de-powdering of the built parts are all conducted under an argon blanket to avoid oxidation and maximise safety.
As many in the PM industry have noted, there is a high level of processing synergy between MIM and sinter-based AM, and that was very clear when learning about TriTech Titanium Parts’ processing. The same titanium or titanium alloy powders are used, and the green parts containing organic binder from the Binder Jetting build process go through similar debinding and sintering cycles in the same Elnik Systems furnace. Powders for Binder Jetting are purchased from external suppliers such as Tekna and AP&C, a GE Additive company.
Table 2 compares key characteristics of TriTech’s BJT parts processing with its MIM ones and the tradeoffs are clear – the BJT green parts have a lower green density, so linear shrinkage is higher at ~20% but also different in the x, y, and z directions of the build process, albeit predictable. Low green strength – compared to MIM – necessitates careful handling of the green parts.
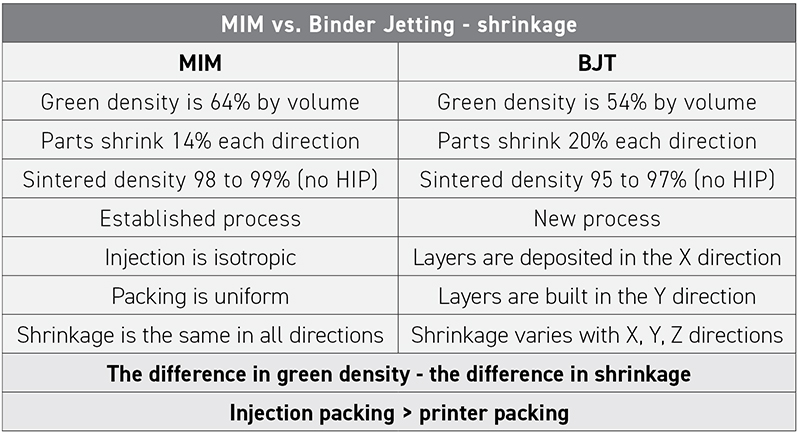
Comparing final properties, the BJT process achieves a slightly lower sintered density (95-97% theoretical) and generally slightly lower mechanical properties than MIM, while still meeting the relevant ASTM F 2885 specification. Additionally, surface roughness (which is largely determined by droplet size in the BJT process) is higher at ~7 µm Ra.

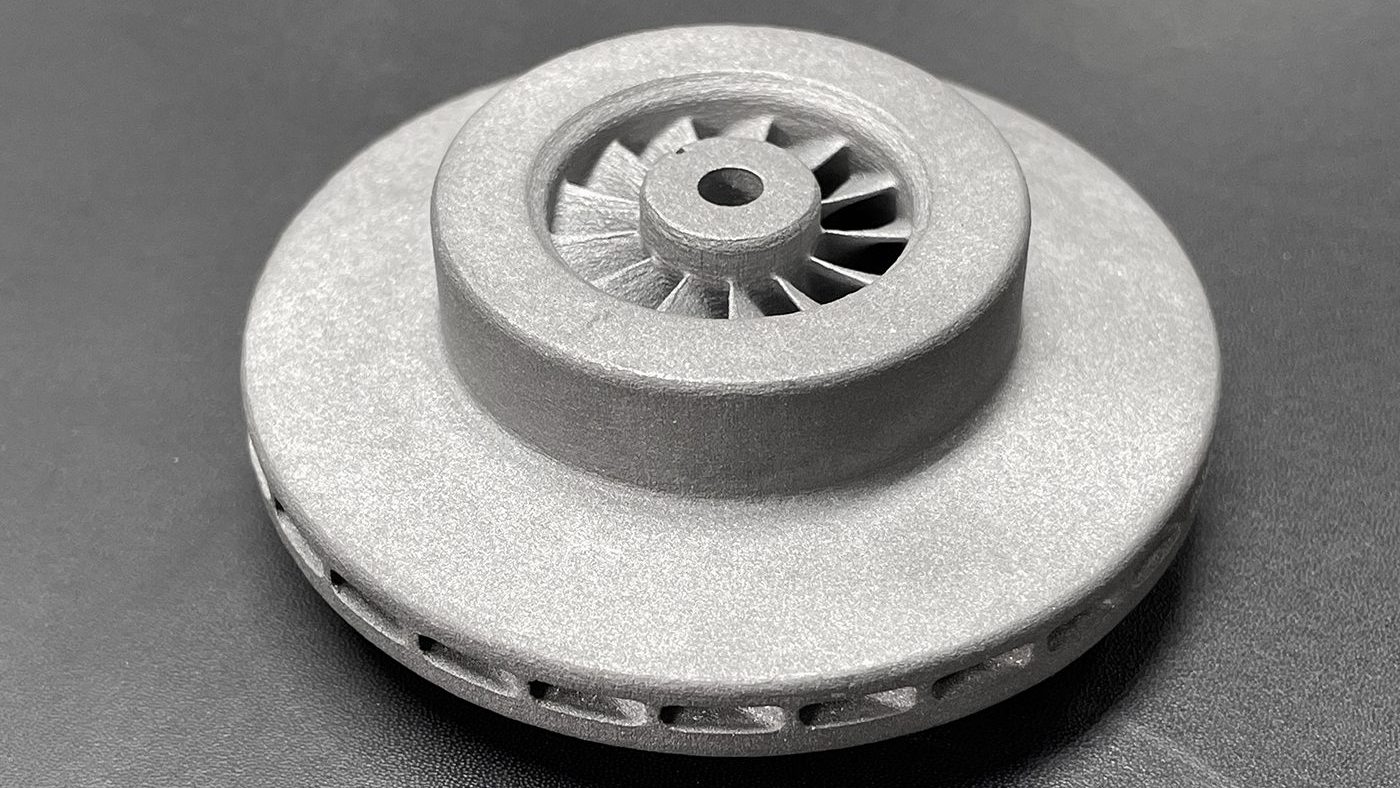
The BJT process has clear advantages, however, in terms of being able to make very complex shapes (Figs. 8 and 9), especially with internal or lattice features, as well as avoiding the cost and lead time associated with tooling design and manufacture. The ability to provide a potential customer with physical parts within just a few days of an initial enquiry is a powerful tool regardless of whether any subsequent production order is made by BJT or one of the other manufacturing techniques.
The process is capable of making parts up to about 500 g and is generally suited for order quantities in the range of 10-1,000 per month. In a presentation at this year’s AMPM2023 conference, Swenson reported on an interesting study comparing the costs of BJT and MIM for two different parts; the switch in lowest total cost occurred at 1,100 and 5,300 parts respectively [1].
Three methods are used to maximise dimensional control in Binder Jetting: ceramic setters, as also sometimes used with MIM parts; live setters, where a matching green part is made by BJT and is sintered in an ‘assembly’ (separated by a ceramic layer) with the real part; and Desktop Metal’s ‘Live Sinter’ simulation software, which automatically adjusts the shape of the green part to compensate for the predicted distortion during sintering.
Swenson stressed that while the process is already capable of commercial production, he sees the need to continuously refine its capabilities to improve dimensional and surface finish properties, as well as bringing down costs. In addition, he and his team closely monitor industry developments in the sinter-based AM field.
Investment casting
Investment Casting, also known as the ‘lost wax process’, dates back to at least the Bronze Age. Clearly it is not a PM process, but it has some of the same benefits, notably the ability to make net or near-net shape components in a broad range of shapes and sizes. The process is, for TriTech Titanium Parts, often intermediate between its two PM-based processes in terms of many product characteristics. In any case, it is the only viable process for large parts up to about 12 kg in mass.
Surface finish is 3-5 µm Ra, and dimensional tolerance is generally +/- 100 µm. The process is typically used for part quantities in the range 10-1,000 per month. An observation that the author would make is that there are some parallels with Laser Beam Powder Bed Fusion (PBF-LB) insofar as that process is also suitable for larger parts, and which are also generally HIPed.
As practised by TriTech Titanium Parts, wax patterns are made by the low-temperature, low-pressure injection moulding of wax into mould cavities which are the exact negative of the part to be made; the moulds are machined from aluminium, brass, and steel by external suppliers. The wax patterns are then fused to a gating system, runner, and sprue to form a ‘tree’, and the whole assembly is then dipped, with process consistency aided by a robot (Fig. 10), in a succession of ceramic powder slurries starting with very fine powder to give good surface finish building up to coarse particulates, aiding mechanical strength and subsequent air evacuation.

The inverted assembly is then heated in a low temperature vacuum furnace to melt the wax out, and the resultant ‘shells’ are then cured and heat treated. Next, the shells are placed in one of two vacuum arc furnaces below a billet of Ti-6Al-4V titanium alloy, and when the metal has melted it pours into the moulds and fills them. After cooling (Fig. 11), the ceramic shell is broken off the metal casting and individual components are cut out and then proceed to post-processing steps such as HIP (required for aerospace, oil and gas, and undersea applications), machining, painting etc. The metal left in the gating, runners and sprues is recycled.

An important recent development is the growing use of polymer AM processes to manufacture wax patterns which helps overcome minimum order quantity constraints on the process, and thus aid in part customisation.
Outlook
Swenson sees the same trends that other industrialists see in regard to ever-tightening dimensional and other tolerances on parts, as well as greater demands from customers for information on process control. He commented, “We always focus on the process and routinely ask ourselves the question, ‘How do we know the process is in control?’ This allows us to identify improvements for the process, to make sure it is in control and provide the customer with the perfect part.”
Other trends include part customisation, which can be as simple as unique part numbering or lettering, or significant design changes, and greater part complexity, with the replacement of assemblies of multiple individual parts with single components. Swenson sees his company’s current and developing capabilities as well-suited to satisfying those trends.
Regarding product diversification, the company sees significant synergy between titanium and aluminium PM – both are highly reactive in powder form, and the process refinements implemented for titanium PM are equally applicable to aluminium; also aluminium’s basic properties – especially low density – allow it to benefit from some of the same user trends aiding titanium growth.
TriTech Titanium Parts is a young company with a solid background and a strong position in technology, manufacturing discipline, and customer focus, participating in a rapidly growing and diversifying field; it is clearly one to watch!
Contact
TriTech Titanium Parts, LLC
6401 Seven Mile E,
Detroit, MI, 48234
United States
www.tritechtitanium.com
Author
Bernard North
North Technical Management LLC
Greater Pittsburgh Area
Pennsylvania,
USA
References
[1] Opening the Door to PM, Robert Swenson and Victor Villarini, as presented at PowderMet 2023 AMPM 2023, July 18-21 2023.




