



Sinter-based Additive Manufacturing at the 20th Plansee Seminar on Refractory Metals and Hard Materials
The hardmetals industry is well used to making high-performance components from metallic powders. Today it is an industry with global sales in excess of $15 billion and applications that range from cutting tool inserts to components for oil & gas, construction and beyond. The processing of hardmetals, otherwise known as cemented carbides, by Additive Manufacturing has inevitably become an area of intense activity, building, in part, on expertise from the industry's use of MIM to deliver greater design complexity. Bernard North reports on innovations in the sinter-based AM of hardmetals presented at this year's Plansee Seminar. [First published in PIM International Vol. 16 No. 3, September 2022 | 20 minute read | View on Issuu | Download PDF]

This year the Plansee Group continued its long tradition of holding a week-long technical seminar on refractory metals and hard materials at its headquarters near Reutte, in the beautiful Austrian Tyrol. Since 1977, the interval has been every four years, but, due to COVID-19, the 20th Plansee Seminar was delayed from 2021 to 2022. A broad range of subjects was covered by very detailed technical presentations and posters, making this a wonderful event where many of the technical leaders in the industry and associated academia get together for an in-depth exchange of information. For an overview of the entire seminar, see this author’s recent article in the Autumn 2022 issue of Powder Metallurgy Review.
In recent years, the range of subjects covered at the Plansee Seminar has broadened to include Additive Manufacturing, and, indeed, about 15% of the overall content in 2022 was on Additive Manufacturing. These presentations and posters may be split by process type into three categories. The first such category covers Powder Bed Fusion (PBF) processes, whereby an energy source, most commonly a laser (PBF-LB) or electron beam (PBF-EB) melts a powder bed into dense parts ‘in situ.’ Here, the focus is primarily on refractory metals.
The second process type can broadly be referred to as sinter-based Additive Manufacturing, also referred to as indirect Additive Manufacturing, in which a ‘green’ part is formed by an AM process and is then conventionally debound and sintered in a route that is very familiar to those in the Powder Injection Moulding (PIM) industry. Sinter-based AM processes appear to be primarily focused on cemented carbides – also known as hardmetals.
The third type of AM process covered at the 2022 Plansee Seminar was Cold Spray, in which powder is propelled at high speed and impacted on a mandrel. The first and third categories will be covered by an upcoming article in Metal Additive Manufacturing magazine, while the second is the subject of the present article.
Some background on the forming of cemented carbide parts
Table 1 lists the various processes used to create cemented carbide green parts in approximate date order of their commercialisation. The term ‘green’ refers to a shape that consists of powders, either combined with a polymeric binder or compacted under high pressure prior to sintering to form a dense component. Several shaping processes are in use, each with its own strengths and limitations. The correct process will be selected based on the geometry and anticipated production volume of the respective parts.
In practice, many components require one or more post-sintering shaping steps, most commonly abrasive grinding, but also electrical discharge or laser machining. Due to cost, these steps are usually avoided or minimised unless absolutely necessary.
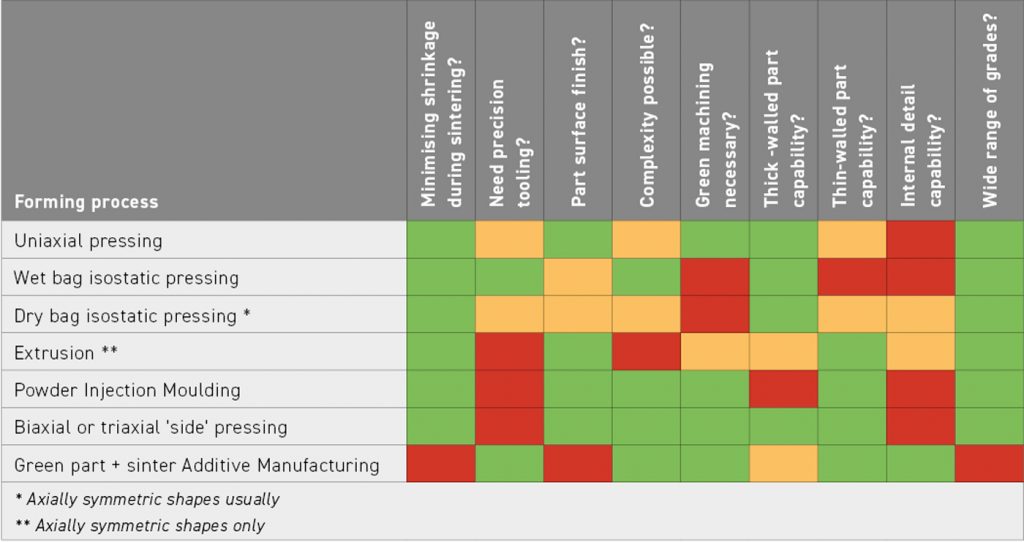
For the more complex geometries, the three main processes to form a green part are Cold Isostatic Pressing (CIP) followed by green machining, Powder Injection Moulding (PIM), and biaxial or triaxial pressing. All three are very capable of making complex parts in a full range of hardmetal grades, but the first requires precision green machining after making a simple green blank, while the second and third both require expensive, high-precision, wear-resistant die or mould tooling with often complex actuation mechanisms, and are thus usually only justified by high production quantities of a specific geometry hardmetal component.
Once Additive Manufacturing appeared on the development scene it was inevitable that it would be applied to cemented carbides, firstly because AM processes obviate the need for tooling and secondly for the extra design freedom they afford, including the ability to make complex internal geometries or cavities which the existing processes could not – economically, at least – make. An excellent overview of this effort was authored by Pötschke [1].
In summary, the most widely known metal AM process, PBF-LB, works poorly for cemented carbides due to very high local heating giving undesirable microstructures and/or cracked parts, although the PBF-EB process has been successfully used for high Co, WC-CrC materials [2]. Most work in the field, however, has been on processes whereby a green part is formed and then conventionally debound and sintered. Per [1], the main processes are Binder Jetting (BJT), whereby a layer of pre-sintered WC-Co powder is selectively bonded into a part with the application of an organic binder, and filament-based Material Extrusion (MEX), also known as Fused Filament Fabrication (FFF), whereby a fine ‘thread’ of feedstock is laid in a pattern to form a green part.

The BJT process has the disadvantage of lower green density and resultant high shrinkage, propensity to distortion, and an effective limitation to more sinterable compositions with > ~12 wt.% Co, while the MEX process suffers from slower part build and debinding times. Process variants also exist, with one being a ‘solvent-on-granule’ process whereby granules containing powder and binder are selectively bonded in a bed with a solvent that dissolves the organics in the granules and thus forms a green part.
A further process featured at the Plansee Seminar could also be considered as a Material Extrusion process, whereby a heavily powder-loaded suspension is directly ‘printed’ by a nozzle, also referred to by the paper’s author as ‘direct ink writing’ and Robocasting.
Last year’s presentations at the PowderMet 2021 conference, Orlando, USA, gave a ‘snapshot in time’ of progress in the field [3]. At that time, the emphasis was clearly on Binder Jetting, with two major hardmetals manufacturers marketing WC-17 wt.% Co compositions, and with published research on harder, more wear-resistant compositions with less Co – as low as 10 wt.% Co, albeit a coarse-grained composition where green densities are higher and grain growth due to ‘over sintering’ is less of a concern.
Presentations on the sinter-based AM of cemented carbides
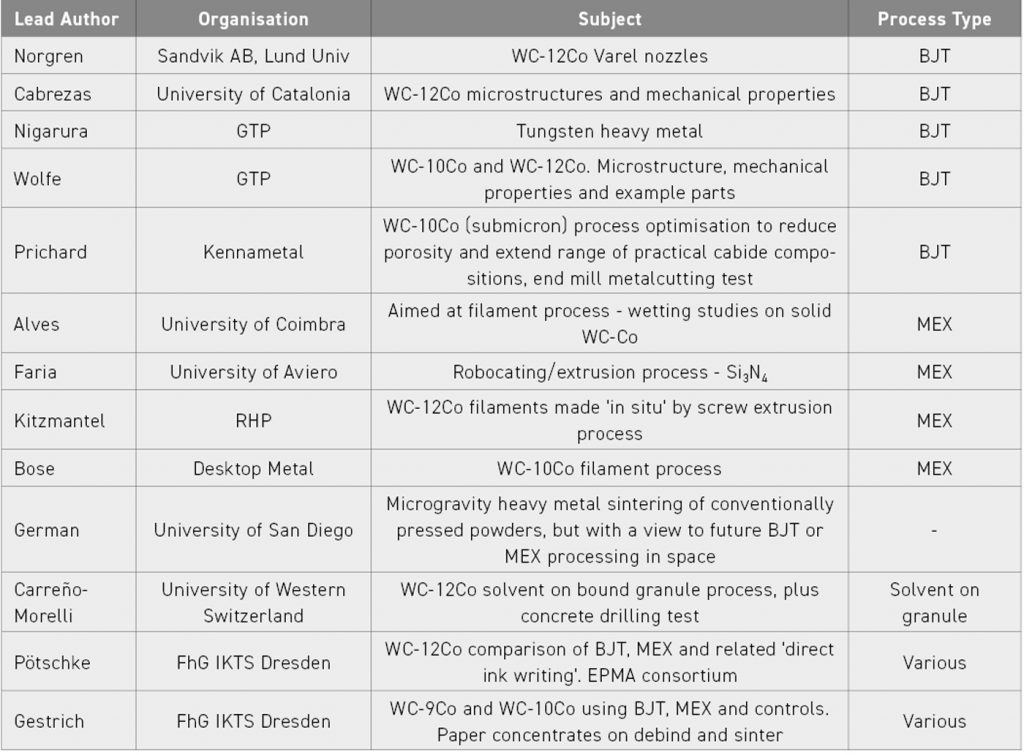
Since most cemented carbides are in the range 5 to 11 wt.% Co, and many of them have a fine or submicron grain size, it is critical if AM is to be very widely applied in the hardmetal industry that processes be developed or further refined to handle such compositions, and this author, along with many colleagues, was excited to hear of progress in the field. Table 2 lists such contributions. There were thirteen contributions, of which eleven were on cemented carbides (in most cases with 10 or 12 wt.% Co). Most were on the Binder Jetting or filament-based Material Extrusion processes, however there were also presentations on more niche AM processes and innovative variants, none of which should be overlooked in the fast-moving and innovative AM industry.
The Binder Jetting of cemented carbides
Susanne Norgren, Sandvik AB and Lund University, Sweden, as part of a wide-ranging invited talk, described WC-12 wt.% Co drilling coolant nozzles for a Varel cutter body used in the oil and gas industry [4]. The ability to customise designs, as well as reduce lead times and inventory, were mentioned as significant benefits.
![Fig. 2 Representative microstructure images at different magnifications: a) x 5000, b) x 3000, c) x 2000, and d) x 1000 [5]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-02-3-1024x189.jpg)
Laura Cabezas, Universitat Politècnica de Catalunya, Spain, and co-authors described microscopy, as well as hardness (at different loads) and scratch testing on overpressure sintered (100 bar) medium/coarse grained WC-12 wt.% Co [5]. Due to low green densities, a high (1500°C) temperature was required to get full densification. The microstructures showed a marked bimodal grain size distribution due to the high sintering temperature, but measurements on different planes oriented with respect to the build direction, nozzle movement direction, and perpendicular to both indicated isotropy of microstructure and properties (Fig. 2). Future work is planned on non-bimodal WC-12 and 17 wt.% Co materials.
Thomas Wolfe, Global Tungsten & Powders Corp, USA, and co-authors discussed the microstructures, hardness, fracture toughness, transverse rupture strength, and wear testing of spray dried and pre-sintered ~20 μm spherical granules of WC 10, 12, and 17 wt.% Co, after Binder Jetting of 50 μm layers and pressure sintering at 1435–1485°C at either 18.3 bar or 50 bar [5]. Sintering shrinkage was relatively high (in the range 21 to 27% linear) with apparent density data on the granules suggesting shrinkage is less for coarser-grained materials.
![Fig. 3 BJT parts made from WC721A12 and WC780A12. Clockwise from top left: Combination spur and helical gear, impeller, pinion, helical gear with integral dog clutch, pump impeller [6]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-03-3-1024x541.jpg)
In general, microstructures and mechanical properties are similar to conventionally processed comparisons, although the medium grain size materials show non-uniform microstructures associated with the higher sintering temperatures required to attain full density, which can affect wear resistance (positively) and strength (negatively). Images of AM parts were shown in medium and extra coarse WC-12 wt.% Co cemented carbide, one of them ~8 kg in weight (Fig. 3).
![Fig. 4 High speed X-ray images of powder ejection and penetration in Binder Jetting for (a) 316L stainless steel powders and (b) alumina powders [7]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-04-3-1024x296.jpg)
Paul Prichard, Kennametal Inc., USA, and co-authors reviewed literature on what happens during Binder Jetting in terms of the solvent/binder droplet impacting the powder bed (powder particles are ejected by the impact and then land elsewhere on the bed) and the subsequent infiltration of the binder solution into the powder bed, and how build parameters affect the degree of overlap of bonded powder layers (Fig. 4) [7]. He described a three-factor, two-level designed experiment using submicron WC-10 wt.% Co with varied granule size, jet orifice size, and bed depth, while keeping the solvent/binder, bed temperature, and saturation constant.
![Fig. 5 Vacuum sintered at 1480°C porosity developed with (a) fine powders (D50 = 15 mm) and (b) standard powder (D50 = 30 mm) [7]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-05-3-1024x371.jpg)
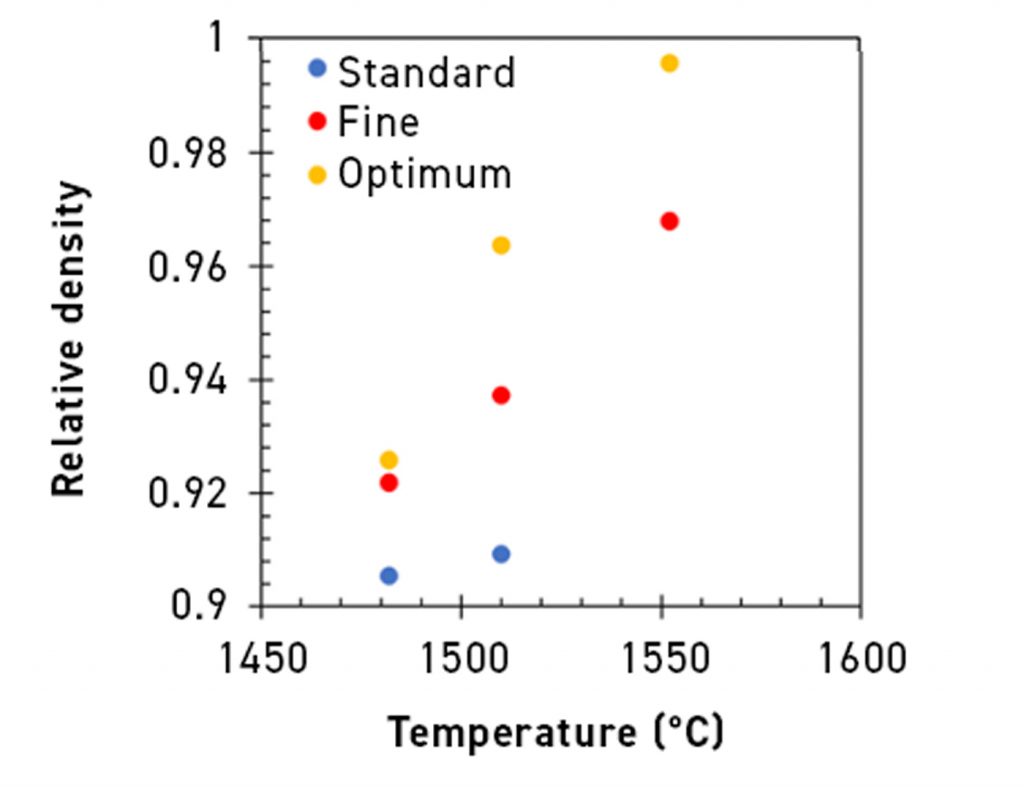
Sintering was performed in vacuum at 1480°C to clearly show sintered porosity, and it was apparent that both the porosity directionality reflected that of the Binder Jetting process, and that the size and quantity of porosity was strongly dependent on the input variables, especially granule size (finer better) (Figs. 5, 6). Prichard described an optimal granule type of intermediate size and broader size distribution with the best overall characteristics (with the exception of depowdering), and he showed a video, on pressure sintered (1440°C) material, of a tough end mill metalcutting test on AISI 4140 steel, demonstrating equivalent performance to conventionally produced tools (Fig. 7).
![Fig. 7 BJT WC-10Co Kennametal Harvi1 TETM endmill 5-axis cutting 4140 steel (30 HRc). (a) Initial full slot 2D endmill, (b) Standard tool Harvi1 TETM tool geometry [7]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-07-3-1024x310.jpg)
Salvator Nigarura, Global Tungsten & Powders, USA, and co-authors from Tikomet Oy, Finland, presented a paper on the Binder Jetting of 92-94 wt.% tungsten heavy alloys with a Ni + Fe binder metal [8]. Compared to the normal plasma-densified powder, a recently developed powder with a far less spherical morphology, and with binder metal-rich surfaces, gave substantial improvements in both green and pre-sintered strength, and allowed high-quality material to be manufactured at conventional sintering temperature. These improvements should greatly ease the adoption of Additive Manufacturing of tungsten heavy alloys.
The ‘solvent-on-granule’ process
Efraín Carreño-Morelli, University of Applied Sciences and Arts Western Switzerland, and Steven Mosely, Hilti Corp, Liechtenstein, described a significant variant of the Binder Jetting process, whereby the powder granules are bonded with organics rather than being pre-sintered, and the jetted droplets are of solvent only [9]. Claimed advantages for the process include higher green density and green strength, easier depowdering, and better part dimensional control. The granules are smaller than conventional cemented carbide, and may be made by spray drying, or granulation plus sieving. WC with 10 or 12 wt.% Co was made into granules with 15 and 20 vol.% thermoplastic binder and then bonded with an aqueous/alcohol solvent.
Green densities of 40% theoretical were obtained and vacuum sintering resulted in ~97% dense material; subsequent Hot Isostatic Pressing (HIP) resulted in close to theoretical density (albeit with some Co binder ‘pools’). Dimensional control was good and parts were brazed to steel holders and concrete drilling testing performed, although, for this application, a lower (6–9 wt.%) Co level is required for best performance.

Material Extrusion for cemented carbide production
![Fig. 8 Scheme of the setup used for wettability testing [10]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-08-3-1024x494.jpg)
![Fig. 9 Scheme of contact angle (θ) measurement [10]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-09-3-1024x228.jpg)
![Fig. 10 Microtomographies of WC-Co based filaments with different binder a) with internal defects and, b) without defects [10]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-10-3-1024x496.jpg)
B Alves, University of Coimbra, and co-authors from Palbit S.A. and University of Aveiro, Portugal, described work to pre-select organic binders for the filament-based Material Extrusion process in order to reduce porosity and flaws, as well as reduce debinding times [10]. They used image acquisition and analysis to measure the contact angle of five different organic lubricants on a polished cemented carbide surface in the temperature range 150–220°C (Figs. 8-10). Table 3 summarises the characteristics of the selected properties.
![Table 3 Summary of the characteristics of the selected properties [10]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Table-03-1-1024x376.jpg)
Smaller contact angles indicate good wetting, which is a critical characteristic of a good binder. Initial analysis indicates polypropylene and polyoxymethylene have the best wetting behaviour, however work on mixed organics needs to be done to determine more optimised binders. The authors also described early work using X-ray micro-computed tomography to look at compositional homogeneity in filament feedstock – WC and Co powders may de-mix during powder processing, and it is important to minimise that phenomenon.
Michael Kitzmantel, RHP-Technology GmbH, Austria, and co-authors emphasised the synergy between filament-based MEX and Metal Injection Moulding, with the suggestion that the former functioned as a rapid prototyping process for the latter, as well as being able to use feedstocks intended for MIM [11]. The authors described the creation of 55 vol.% solids filaments through heated screw extrusion of pelletised WC-12 wt.% Co feedstock around 30 μm in diameter being used to make test coupons, as well as an ‘octopus’ demonstration part – they also plan to make an M6 bolt.

A two-step (solvent, then thermal) debinding process is employed. Vacuum sintering results in only 95-98% density with low hardness, but pressure sintering resulted in dense material with Vickers hardness (10 kg load) of 1626 kg/mm2 and K1c of 9.7 MPam1/2. The presentation stressed the advantage of the process for making parts with internal cooling channels, and with predictable (albeit anisotropic) shrinkage, but having surface finish inferior to that of MIM parts.
![Fig. 11 Several examples of tungsten carbide parts produced on Desktop Metal’s Studio machine, in the as-built state [12]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-11-3-1024x622.jpg)
Animesh Bose, Desktop Metal, and co-authors from Global Tungsten & Powders and MiRus, USA, gave a very detailed description of Desktop Metal’s filament-based MEX process in general, and described recent work on WC-10 wt.% medium grain size cemented carbides produced on the company’s Studio system (Figs. 11 and 12) [12]. The paper stressed the process and part design synergies with MIM. A planetary mixer was used to intimately blend the WC-Co powder at a 45 vol.% level with a multicomponent organic lubricant, and 150 mm long, 6 mm diameter feedstock rods were made for the cartridge used to feed the AM process. Material was extruded at 160°C through a 400 μm nozzle at 15 mm/sec and a 150 μm layer height to form test pieces and parts of various shapes. The ‘base’ of components and the components themselves were separated by an inert ceramic layer, also deposited by the MEX process.
![Fig. 12 a) As-built layer adhesion strength samples (set of 12); b) Illustration of the 3-point bending setup for testing the hollow rectangle specimens [12]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-12-1-1024x463.jpg)
Solvent debinding was performed at 44°C for up to 20 hours, and the parts were then debound and sintered in vacuum (1440°C, 1465°C) or pressure sintered at 1435°C using 120 MPa (17 bar) Ar overpressure (Fig. 13). Shrinkage was ~23% in the xy plane and ~25% in the z axis. Due to C levels being off-target after sintering, there was some eta phase present and thus optimal sintered properties were not obtained, but the parts were fully dense. It was stated that with process refinement, C levels would be optimised.
![Fig. 13 Temperature, pressure profile, and sweep gases used for vacuum sintering of the carbide parts [12]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-13-1-1024x720.jpg)
Green parts formed with lower solids loading slurries
A presentation by M S Faria and colleagues, University of Aveiro, and co-authors from Palbit S.A., Portugal, described work forming shapes from a Si3N4, Al2O3, and Y2O3 powder-loaded (38 vol.%) aqueous solution of four organic additives to form an ‘ink’ [13]. Also referred to as Robocasting, this process is related to the standard Material Extrusion process, but with lower viscosity, and typically lower solids loading, slurries being processed to form a green part.
![Fig. 14 Viscosity versus shear rate curves of an A-Matrix suspension containing 42 vol.% in presence of a) 0.2 wt.% (based on solids amount in suspension) of Dolapix PC33 and Dolapix A88, and b) Dolapix A88 + CMC [13]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-14-1-823x1024.jpg)
Viscosity testing was performed to aid material optimisation, with the authors stating that the ‘ink’ was extruded at room temperature through a 410 μm diameter nozzle at 10 mm/sec to form rectangular-shaped green parts (Fig. 14). After drying, debinding, and sintering in a N2 atmosphere, shrinkage, density, and hardness were measured: linear shrinkage at 26.8% was higher than pressed and sintered comparisons, while density and hardness were at the low end of the range of controls. The basic microstructure was similar to controls, but there were areas of porosity thought to originate at the boundaries of extrudate ‘lines’ and from the debinding process (Fig. 15). Nevertheless, with further optimisation, the process looks promising for future application.
![Fig. 15 Micrographs of a) sample obtained by robocasting, b) sample processed by uniaxial pressing [13]](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-15-1024x341.jpg)
Microgravity sintering
One of the expectations of AM processes is that they would be used in space, in either zero gravity (in orbit) or low gravity (for example, the Earth’s moon or Mars) to manufacture components or protective structures for long-term space missions. Randall German and co-authors, San Diego State University, USA, gave a progress report on experiments sintering 85W 5Ni 5 Cu 5 Mn (by wt.%) alloy under terrestrial conditions and in the International Space Station in earth orbit [14]. The study uses a model liquid-phase sintering system (tungsten heavy alloy) to understand in what way, and by how much, dimensional and structural integrity differ by sintering in zero or low gravity versus on Earth. Earlier work showed large differences in both, attributed to the absence or reduction of both pore buoyancy and gravity-induced compression in zero or reduced gravity.
Process comparisons
While not strictly a part of 20th Plansee Seminar, the Hard Materials Research Group of the European Powder Metallurgy Association (EPMA) held a half day meeting during the Seminar, which included a presentation by Johannes Pötschke, Fraunhofer IKTS Dresden, Germany, summarising the EPMA club project AddiHM, focused on the ‘Additive Manufacturing of Hardmetals by Non-Laser Processes’. The project is dedicated to the memory of the late Dr Leo Prakash.
Partners in the work, to be managed by EPMA, are Fraunhofer IKTS Dresden, Tecnalia (Spain), KU Leuven (Belgium), Polytechnic University of Catalonia (Spain), and, so far, eight industrial partners – more may join. A twelve-month timeframe is anticipated after the work is officially kicked off. The project will compare the same WC-12 wt.% Co powder composition in three different AM processes: Binder Jetting, filament-based Material Extrusion, and Material Jetting, as well as conventional uniaxial pressing for control samples, and will thus involve feedstock preparation, green part formation, sintering, and the evaluation of shrinkage, microstructure, magnetic properties, mechanical testing, and fractography. The study will allow objective and quantitative comparisons of the processes with each other as well as conventional processing.
In another process comparison presentation, Tim Gestrich and colleagues, Fraunhofer IKTS, Dresden, discussed the pros and cons of the Binder Jetting and filament-based Material Extrusion processes for the AM of cemented carbides and presented the results of thermal analysis using thermogravimetric analysis, dilatometry, differential scanning calorimetry, mass spectroscopy, and Fourier transform infrared spectroscopy [15]. These techniques give deep knowledge of outgassing, organics removal, surface oxides reduction, and the sintering behaviour of materials, and can be used to optimise sintering cycles.
Five cemented carbide compositions were studied, all ultrafine WC 9 or 10 wt.% Co with Cr3C2+VC additions. The thermal analysis showed differences in behaviour according to the different additives used for the green forming processes, and for the binder jetted material, an absence of the normal surface oxide reduction step, which can be explained by the pre-sintering of granules prior to Binder Jetting.
Takeaways
Considering the several presentations discussed above, together with past published data, and including AM processes which were not specifically addressed at the seminar, a number of summary statements seem reasonable:
A diversity of processes
There are numerous distinct processes in contention for the AM of cemented carbides – those discussed in this review, as well as the PBF-EB process used by, for example, Sweden’s VBN Components. A further process is Headmade Materials’ Cold Metal Fusion [16], which has already been applied to metallic tungsten. Here, heavily powder-loaded polymer granules are fused in a PBF-LB machine designed for the processing of polymers to form green parts, and said parts are subsequently debound and sintered.
Binder Jetting leads the pack
It appears that Binder Jetting is, currently, the furthest along in terms of implementation, followed by Material Extrusion. However, it is still a horse race between these and other processes. Very smart people and organisations are investigating all of them.
Each process has advantages and disadvantages
The Binder Jetting process has advantages in terms of build rate, easy debinding, and (based on appearance in images) reasonable surface finish quality. The filament-based MEX process has the advantages of not needing pre-sintering of the WC-Co feedstock, of forming parts with closed internal cavities (since no depowdering is required) and, in some cases, potentially higher green densities and lower shrinkage rates. It is too early to say with confidence what the pros and cons of other processes are.
An ever-broadening range of cemented carbide grades
The grade (primarily Co level and WC grain size) range addressable with Binder Jetting is expanding rapidly, through greater process knowledge and refinement. Only a year ago, 17 wt.% Co grades were the only ones openly available, but that seems to have broadened to 12% Co now, with 10% Co on the brink of commercialisation, and at a wide range of grain sizes. Given that the two largest families of cemented carbides are at the 6 and 10 wt.% Co levels respectively, this is very important.
A technology with huge market potential
For this author, the Kennametal presentation was especially significant because the 10% Co submicron grade successfully produced by Binder Jetting into high-quality material is of a type almost ubiquitous for solid round carbide tooling, which is a very large market, and an AM route has some potential benefits over existing processes.
Concluding remarks
While the AM of cemented carbides is clearly a growth area, one should not underestimate the practical difficulty of replacing existing processes with decades of refinement behind them, as well as economies of scale. In this author’s view, AM processes will supplement and complement existing processes far more than replace them. The next (21st) Plansee Seminar will be held in May/June 2025. It will be fascinating to see how much additional progress the Additive Manufacturing of refractory metals and hard materials will have made by then.


References
[1] Additive Manufacturing of hardmetals: An evaluation of potential processes for tool production. J Pötschke Metal AM (Vol. 6 No. 3, Autumn/Fall 2020)
[2] Dry sliding wear behavior of additive manufactured CrC-rich WC-Co cemented carbides. E Iakovakis et al. Wear, (Vol. 486-487, Dec 2021)
[3] PowderMet 2021: A cautious return to normality for North America’s PM industry. B North PM Review (Vol. 10 No. 3, Autumn/Fall 2021) .
[4] An attempt to do an outlook on the PM Hard Metal industry after two years of world pandemic and present unstable times in Europe, S Norgren. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[5] Testing length-scale considerations in mechanical characterization of WC-Co hardmetal consolidated by binder jetting additive manufacturing, L Cabezas, C Berger, J J Roa, E Jimenez-Piqué, J Pötschke, L Llanes. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[6] Binder Jetting 3D Printed Cemented Carbide: Printing and Properties of Medium and Coarse Grades, T Wolfe, R Enneti, R Sha, K Prough, J L Trasorras. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[7] Microstructural Development in Binder Jet Additive Manufacturing of WC-Co, P Prichard, Z Wang, H Miyanaji. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[8] Manufacturing Process and Mechanical Properties of BJ3DP Tungsten Heavy Alloy Components, S Nigarura, R Shah, J Trasorras, L Janka, T Karhumaa. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[9] Recent advances on the procesing of hardmetals by Solvent-on-Granules 3D-Printing, E Carreño-Morelli, S Moseley. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[10] Influence of wettability of tungsten carbide powder by organic binder/additives on the quality of filaments for Material Extrusion (MEX), B Alves, D Gatões, C Fernandes, D Figueiredo, A Senos, M T Vieira. As presented at the 20th Plansee Seminar, 29 May- 3 June 2022.
[11] Potentials for WC-Co structures by indirect additive manufacturing, M Kitzmantel, E Neubauer, C Wallis. As presented at the 20th Plansee Seminar, 29 May-3 June 2022.
[12] Bound Metal Deposition of Cemented Tungsten Carbide, A Bose, J Reidy, L Jorgensen, N Tuncer, R Enneti, T Jewett, J Trasorras, T Wolfe. As presented at the 20th Plansee Seminar, 29 May-3 June 2022.
[13] Si3N4-based inks for Robocasting, M Faria, S Olhero, F Oliveira, C Fernandes, D Figueiredo. As presented at the 20th Plansee Seminar, 29 May-3 June 2022.
[14] Tungsten heavy alloy microgravity sintering and the implications with respect to additive manufacturing away from Earth, R German R, E Torresani, E Olevsky. As presented at the 20th Plansee Seminar, 29 May-3 June 2022.
[15] Analysis of debinding and sintering of additive manufactured green bodies of cemented carbides. T Gestrich, J Pötschke, C Berger, J Abel, D Gruner, A Kaiser. As presented at the 20th Plansee Seminar, 29 May-3 June 2022.
[16] Headmade Materials and Cold Metal Fusion: An innovative approach to sinter-based Additive Manufacturing, G Schlieper, PIM International (Vol. 15 No. 4, December 2021).
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh Area
Pennsylvania, USA
[email protected]




