



INMATEC Technologies: Celebrating 25 years as a driving force behind Ceramic Injection Molding
For twenty-five years, INMATEC Technologies GmbH has been producing market-leading feedstocks for both Ceramic Injection Moulding (CIM) and Metal Injection Moulding (MIM). Dr Georg Schlieper recently visited the company for PIM International and, in this article, reports on its history, current activities and expectations for the future of engineered ceramics. What is clear is that following strategic investments from luxury goods house Chanel, which now owns a majority stake in the business, the future for CIM and ceramic Additive Manufacturing looks brighter than ever. [First published in PIM International Vol. 18 No. 1, Spring 2024 | 15 minute read | View on Issuu | Download PDF]

The small town of Rheinbach, in the vicinity of the former German capital, Bonn, is the headquarters of INMATEC Technologies. The company was formally established in 1998 and, in the same year, its feedstock compounding technology and quality assurance systems were developed. It was, however, in early 1999 that commercial operations began and the first 500 kg of feedstock was delivered. Twenty-five years on, this is the date that Dr Moritz von Witzleben, founder and Managing Director of the company to this day, remembers as the true beginning of the company.
From the very beginning, INMATEC was nurtured by von Witzleben and managed in a relaxed and open manner and, still today, the company is characterised by a flat hierarchy. It operates eight production lines for feedstocks for Ceramic Injection Moulding and Metal Injection Moulding and has a team of sixty employees. The company’s operations are structured so as to allow it to respond flexibly to customers’ special orders and react quickly to changes in the market.
INMATEC’s feedstock compounding operations have been based on shear roll extruder technology since the beginning, in contrast to many other companies in the industry who often worked with sigma or Z-blade mixers. In close cooperation with Dr-Ing A Albers, the inventor of the shear roll extruder, the extruders were adapted to meet INMATEC’s specific requirements so that, by the end of 1998, the company’s first high-quality ceramic feedstock was ready for production. Commercial production began in the Start-up and Technology Centre in Rheinbach. Initially, the INMAFEED feedstocks were produced using a commercially available binder system.

Von Witzleben spoke very openly to PIM International about the fact that the history of INMATEC has been characterised by periods of extreme growth and hard setbacks, especially in the early years. In its first year of commercial operations, an automotive supplier that manufactured ignition plug insulators using CIM caused a surge in demand for feedstock, necessitating a second production unit to be quickly put into operation to meet demand.
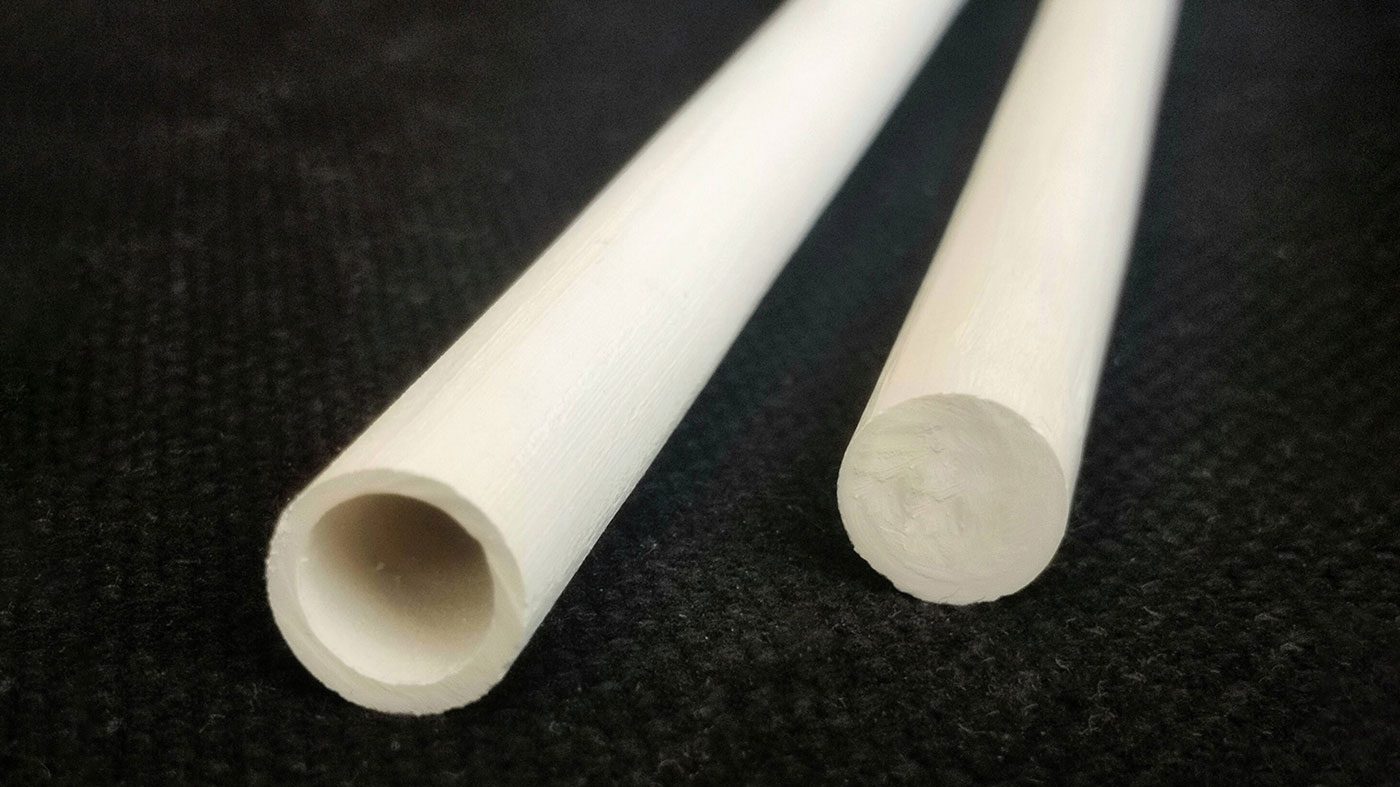
This was followed by the ‘ferrule hype’, as von Witzleben called it. Ferrules are fine ceramic tubes used to connect fibre optic cables. As early as 1999, von Witzleben secured customers in Taiwan, Europe and the USA, and tools and an entire production line for ferrules was developed. “With the collapse of the dotcom bubble in 2001, business with Taiwan suddenly collapsed, our bills were no longer paid, and INMATEC had to file for bankruptcy to get out of debt,” he said. “After the restart, INMATEC focused purely on the production of ceramic feedstock and the provision of technical support to customers.”
In 2001, the company moved into its current headquarters in Rheinbach. After a short time, the demand from a prominent customer increased very quickly. The production of CIM feedstocks for luxury goods, such as watch cases and bracelet parts, began in 2006. These applications not only required strength and hardness, but also needed to meet extremely high aesthetic requirements.
The company survived the 2008 financial crisis relatively unscathed and, by 2012, was operating four feedstock production lines. However, a slump in the luxury watch industry, which, by now, was a major buyer of ceramic feedstock, negatively impacted the business.
In 2013, the product range was further expanded to include feedstock for translucent ceramics. The in-house developed binder system for the company’s INMAFLOW feedstocks was introduced in 2014, followed by the INMAPOM system in 2017.

In 2017, four major customers concurrently increased their orders. In order to meet the sudden increase in demand, feedstock production was increased to a record level. New solutions had to be found to produce feedstock of consistently high quality on an industrial scale. Under great pressure, feedstock was produced day and night. “The COVID-19 pandemic then gave us a breathing space that we desperately needed,” von Witzleben stated. By 2020, the production capacity was expanded to the current eight production lines.
By 2012, the privately owned French luxury goods company, Chanel SAS, had acquired a 10% stake in INMATEC. Chanel’s interest was to secure the supply of the raw material for its luxury ceramic watches, as a sales volume of many millions of euros depended on it. “Every year since 2015, several other interested parties expressed interest in buying a stake in INMATEC,” von Witzleben said. “Finally, in 2021, we agreed to Chanel taking a majority stake in the business.” Chanel’s support gave INMATEC the freedom to supply other customers and further develop the market. Von Witzleben still holds a minority stake in the company.
The company’s history has shown that – at least in the early years of CIM technology – opportunities and risks in the industry were closely linked to specific products. Over time, however, a stable and more diversified market for CIM parts has developed, protecting the business from the ups and downs of the early years.
Moritz von Witzleben’s wider role in promoting the adoption of engineered ceramics

The von Witzleben family is one of the oldest noble families in Germany (an ancestor of the von Witzleben family was first mentioned in a document in 1133). Moritz von Witzleben was born in 1968 in the United States and holds dual German and American citizenship. At the age of five, he moved to Germany with his parents. He studied mineralogy at university and, through his doctoral thesis, became acquainted with technical ceramics and the then-growing Ceramic Injection Moulding process. Recognising the industry’s emerging need for customised feedstocks, he decided to become an entrepreneur in this sector.
In addition to managing INMATEC, von Witzleben is particularly concerned about the education and training of young people. As chairman of the family foundation, he is responsible for the management of the Rossleben boarding school in Thuringia, which was founded in 1554 by one of his ancestors. He also works as a lecturer at the universities of Höhr-Grenzhausen and Bonn-Rhein-Sieg, where he lectures on materials engineering, with CIM technology having a special emphasis, and supervises student theses, some of which are carried out in his company.
“If we don’t support our young people in their education in the best possible way, they won’t be able to solve our social challenges,” he stated. “That’s why it’s our job, especially for engineers at the end of their careers, to pass on their knowledge and thus create the best conditions for our young talent.”
Von Witzleben holds numerous further honorary positions. He is a representative of the Board of Directors of the German Ceramic Society (DKG) and the European Ceramic Society (ECERS). As a board member of the German-language ‘expert group’ for Ceramic Injection Moulding, he participates in regular exchanges with industry colleagues and research institutes.

Sales and logistics
Increased production volumes have not only brought about major changes in the company’s manufacturing operations but also in sales and logistics. While in the past, customer contacts were mainly made at the engineering level, purchasing professionals, whose task it was to drive down supplier costs, came onto the scene. “This came as a complete surprise to us,” said Karin Hajek, who is responsible for sales and logistics. “It took us a certain amount of time to adjust to these conditions.”
The company has all the necessary equipment for the full Ceramic Injection Moulding process installed at its facility, from injection moulding to debinding and sintering, enabling it to effectively support customers in product development. Over the past twenty-five years, it has naturally accumulated a lot of experience and expertise in all areas of the CIM process, and a comprehensive training programme is now available for customers.
Ceramic feedstocks are supplied to customers all over the world. Over the past two years, sales agents in Eastern Europe and South America have been added to support sales activities. A key factor in the selection of these agents was the fact that they were already active in the MIM sector and knew the technology very well. This provided a good basis for training in the specifics of CIM technology. As a result, these sales partners have been able to effectively penetrate these markets.

North American customers are still served directly from Germany but, in the foreseeable future, a sales agent will also take over responsibility for North America. In the short term, von Witzleben expects the greatest growth potential in North and South America. Of course, the Asian market is also significant, but it comes with great risks. For this reason, the company is currently undertaking only minor activities in the region.
Customer service at the heart of the company’s success
“An essential basis for our success is the close and trusting cooperation with our customers on a technical level,” Hajek noted. “Our hands-on experience helps us to support our customers in solving their technical problems. Based on our many years of experience, we can effectively assess whether a new customer with little or no CIM experience will be able to effectively integrate the technology into their production. When receiving part enquiries, we are able to recommend existing clients as experienced and reliable producers.”
The ceramics industry is characterised by many specialities requiring a great deal of specific expertise. For this reason, the company manufactures a large number of bespoke customer formulations which have been developed together with customers for specific products. According to Hajek, only about 20% of the production is standard feedstocks; INMATEC also offers toll processing of feedstock in case customers want to use their own material and binder system.
Binder systems for INMATEC feedstocks

INMATEC offers a variety of binder systems that differ significantly in terms of processing properties. There is a choice of three standard binder systems:
INMAFEED
For the INMAFEED feedstock series, the wax-based Embemould binder system is used. Products manufactured with this binder system require two-stage debinding. In the first debinding step, part of the binder is dissolved in a water bath; this is followed by a thermal debinding step before the parts are heated to sintering temperature.
INMAFLOW
The binder system for the INMAFLOW range of feedstocks is based on polyamide, which gives them particularly good flow properties. The binder was originally developed for Metal Injection Moulding, but INMATEC has adapted it to be used with ceramic powders. Parts that are susceptible to the feedstock freezing during injection moulding can usually be produced flawlessly with this binder system. Debinding is also a two-stage process, first by solvent debinding in an acetone bath and then by a second thermal debinding step.
In addition to its suitability for the production of feedstock granules for MIM and CIM, this binder system is also suitable for the production of filaments for Additive Manufacturing (AM).
INMAPOM
Finally, the company offers a polyacetal-based (POM) binder system under the name INMAPOM. Originally developed by BASF, who has since ceased the production of ceramic feedstocks, this binder is characterised by good processing properties as well as very high green strength and dimensional stability. Since debinding is catalytically carried out in a single step, this system allows for very short processing times that are unmatched by other binder systems.
Quality checks on feedstock cover binder content to ensure repeatable batch-to-batch shrinkage, rheological properties in the injection moulding process, and debinding and sintering behaviour. The extensive experience gained in binder development now enables INMATEC to respond very flexibly to customer requests and offer special solutions if required. Since these three binder systems require different debinding processes, the selection might also be determined by the available equipment installed in a customer’s facility.
Sourcing ceramic powders
The ceramic powders used in the company’s feedstocks are purchased from leading suppliers to the ceramics industry. “Often, injection moulding requires tighter tolerances for powder characteristics than other ceramic applications,” said Hajek. “In the beginning, we had to fight hard to get suitable powders for our technology, but, in the meantime, the ceramics industry has recognised us as a valuable customer and is responding to our needs.”
The most common material grades are Al2O3 96%, Al2O3 99.7% and yttria-stabilised zirconia; however, a wide spectrum of other materials is available.
As part of a quality management system certified according to ISO 9001:2015, all raw materials are subjected to a consistent incoming inspection. More in-depth investigations of chemical composition, phase analysis, particle size or specific surface area are undertaken when required.

Supporting innovation
“Over the past ten years, binder development has been a high priority for us, driven in part by the fact that customer requirements, in terms of wall thickness and geometrical complexity, are becoming ever greater,” said Hajek.
In order to intensively advance binder development, the company has a four-person development team incorporating expertise from the chemical industry. Binder development not only relates to the optimisation of binder system composition, but also encompasses all processing steps, from feedstock preparation to injection moulding, debinding, sintering, and any post-treatment to the finished product. These developments are always targeted at a specific application and are carried out in close cooperation with the customer.
Recent developments in injection moulding technology have also been incorporated into the company’s development programme. These developments include variotherm injection moulding technology. “This innovative technology enables the production of very large components with a length of up to 200 or 300 mm and a wall thicknesses of less than 1 mm, but our binder systems have had to be adapted for this,” said von Witzleben. “This technology can open up new markets for us.”
Variotherm technology is based on the principle that the mould cavity should be at nearly the same temperature as the feedstock at the time feedstock is injected. This allows it to fully fill the cavity without freezing on cold walls. Once the cavity is filled, the mould is cooled as quickly as possible so that the moulded part solidifies and can be removed. Before the next injection, the cavity is quickly heated up again.
In order to put the rapid heating and cooling of the cavity into practice, effective heat exchangers must be created close to the contours of the cavity. Innovation surrounding the control of injection moulding machines is also opening up new possibilities for the characterisation of feedstocks in relation to specific components. As a result, part quality and overall process capability can be taken to a higher level.
Simulation of the injection moulding process is used by INMATEC’s customers to optimise mould design. However, von Witzleben’s opinion is that this software is not yet mature enough to really be solely relied upon; the experience of the tool designer is still crucial. Current developments in the field of Artificial Intelligence (AI) are, however, being closely monitored. According to von Witzleben, AI can help to better understand what happens in the feedstock during preparation and processing.
The company’s management has a strong focus on sustainability. Measures are taken to minimise environmental impact, avoid waste, and reduce raw material and energy consumption. Only electricity from renewable energy sources is used, and reusable containers are employed in shipping whenever possible. However, von Witzleben points out that the potential for energy savings in powder production is much greater than in feedstock processing. The company, therefore, has close contact with its powder suppliers in order to exploit all possibilities to reduce overall energy usage.
Applications for INMATEC’s feedstocks
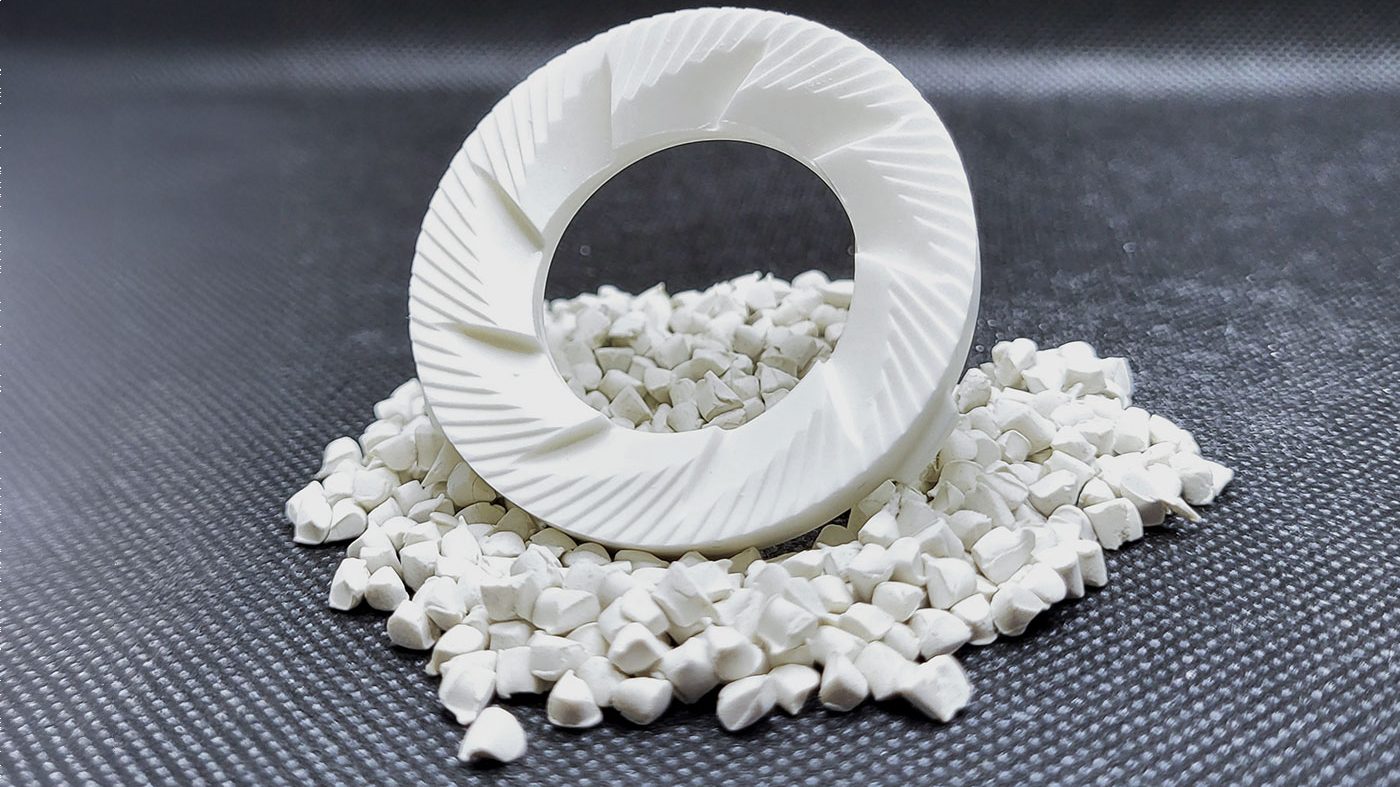
The company’s feedstocks are used in a diverse range of applications. Among the best-known CIM parts are the grinding burrs of fully automatic coffee machines (Fig. 7). The high hardness and wear resistance of the material (99.7% Al2O3) is ideally suited for this application. Another component that requires high wear resistance is the nozzle for a high-pressure cleaner (Fig. 8). There are other applications in consumer goods, such as household appliances and textile machinery. The automotive sector, mentioned above, still plays an important role for the CIM industry.

In medical technology, the biocompatibility of engineered ceramics is a particular requirement. Implants and parts for surgical instruments are partly manufactured by CIM. Dentistry is also seeing an increasing demand for dentures and brackets, some of which are manufactured via CIM.
Aesthetic ceramic applications can be found in the luxury segment of the consumer goods industry: highly sought-after wristwatches, manufactured using white or black zirconia, are among the best-known examples.

The company’s CIM feedstocks have also found their way into Additive Manufacturing. AM machines have been developed that can process the same feedstock used in injection moulding technology. In pellet-based Material Extrusion (MEX), the granules are plasticised in micro-extruders and pressed through a fine nozzle and applied, layer-by-layer, to the desired component on a build plate (Fig. 9). Compared to injection moulding, AM not only offers greater design freedom, but also the possibility of producing larger components. Some AM machines offer a build space of 30 x 30 cm or more.

Similarly, the US-based company Nexa3D has additively manufactured inserts that can be used in tooling for low volume Ceramic Injection Moulding (Fig. 10).
Outlook
Von Witzleben sees great potential for the further growth of the CIM industry. Beyond pursuing the success of his own company, he is committed to the advancement of the entire CIM industry. His staff forms a motivated and reliable team that supports him in this task. Through many years of close cooperation with universities and research institutes, von Witzleben encourages a better understanding and further development of CIM technology. In turn, this allows him to stimulate the interest of students in the technology and, as a further benefit, attract talented graduates to join his team.
Contact
Dr Karin Hajek
INMATEC Technologies GmbH
D-53359 Rheinbach, Germany
[email protected]
www.inmatec-gmbh.com
Author
Dr Georg Schlieper
D-45149 Essen, Germany
[email protected]




