



Industrialising innovation: Discovering the future of MIM at Schunk Sintermetalltechnik GmbH
In Metal Injection Moulding, as in all manufacturing industries, business can either be won by competing to be the lowest-cost supplier amongst fierce global competition, or by offering the most innovative technologies for the most demanding applications. Here, Dr Georg Schlieper reports from a recent visit to Germany’s Schunk Sintermetalltechnik GmbH, a company that has taken the latter path, setting itself the goal of being a leading supplier to the aerospace industry and, at the same time, offering its customers unique solutions for the next generation of MIM applications. [First published in PIM International Vol. 18 No. 2, Summer 2024 | 20 minute read | View on Issuu | Download PDF]

Numerous innovative variations on the standard Metal Injection Moulding process have been developed at universities and research institutions over the years, with examples including two-material MIM and the MIM of high-temperature materials such as nickel- and cobalt-based superalloys. Schunk Sintermetalltechnik GmbH has set itself the task of transforming many such developments into commercially successful applications, notably making significant progress in the commercial production of MIM aero-engine components.
Working in close cooperation with raw material suppliers, equipment manufacturers and end users, Schunk has overcome many of the technical challenges that were once seen as a barrier to the acceptance of MIM for the most demanding of applications. Thanks to the financial commitment of the company’s board, the necessary investments were made, and success has followed – most notably with the production of state-of-the-art components for aero engine applications.
Founded in 1913, the Schunk Group is a globally active technology company that can look back on more than a hundred years of developing and manufacturing technical components. With 9,700 employees at sixty-five locations in twenty-six countries, the organisation generates annual sales of around €1.6 billion. In addition to carbon materials and technical ceramics, Powder Metallurgy-based parts production makes a significant contribution to the company’s success.
Schunk Group is headquartered in Giessen-Heuchelheim, Germany (Fig. 1). This location is also home to some of the company’s ‘press and sinter’ PM component production, as well as carbon applications, some produced by carbon injection moulding. Schunk’s other PM production locations are in Thale, Germany, and Ocoyoaca, Mexico.Metal powder-based part production in Thale

At the Thale site, located on the northern edge of the Harz Mountains, 450 Schunk Group’s employees manufacture PM-based components using conventional PM, Metal Injection Moulding and metal Additive Manufacturing. As part of a visit to the plant, PIM International spoke extensively with Thorsten Klein, Head of the MIM Strategic Business Area (SBA), and Ingolf Langer, Head of Development – MIM Technology, about the evolution of Schunk’s MIM business and the company’s future plans.
Last year, the Thale plant celebrated thirty years of MIM production, making the company a true pioneer in this sector. The company’s beginnings go back to Metallico Pulverspritzguss GmbH, founded in 1993 and later taken over by Schunk. Klein, who has been in his role since last year, and Langer, who has been with the company for twenty-five years, told PIM International that the recent anniversary celebrations were very well received by the workforce. Since staff turnover at the plant is very low, some of the celebrating employees had witnessed the beginnings of MIM technology at the company, whilst some retired employees also returned to take part in the celebrations.
In the early days of MIM technology, both the main PM plant in Giessen-Heuchelheim and the plant in Thale produced MIM parts, but with different binder systems developed independently of each other. For around twenty-five years, the two MIM technologies functioned in parallel until, about twelve years ago, the decision was taken to relocate MIM production from Giessen to Thale. Today, Thale is Schunk’s sole MIM production location.

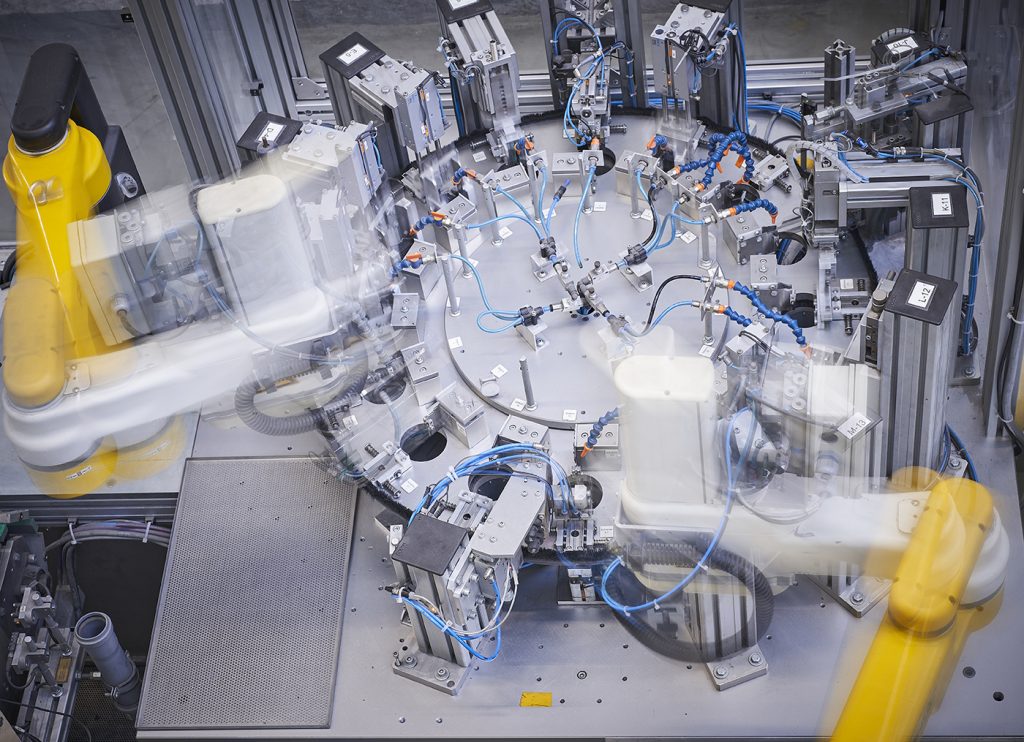
Since conventional PM production was already very well established in Thale, with Schunk being a major supplier of PM parts to the automotive industry, the location initially focused its new MIM manufacturing capabilities on automotive applications. The company benefitted from the fact that the automotive sector consumes the necessary high volumes of parts required for cost-effective MIM production. As a result, Thale quickly developed into one of the leading MIM locations in Europe. A high degree of automation (Figs. 2 and 3) has since enabled a high level of production efficiency, and to this day, automotive applications account for a large portion of MIM production in Thale.
The binder system developed in-house is still used exclusively in Thale today. The required feedstock is produced on two kneaders followed by a granulating unit. The injection moulding department has sixteen injection moulding machines, all of which are fully automated: pick-and-place robots remove the green parts, separate them from the sprues and place them on trays for further transport to the debinding area. In eight large debinding units, most of the binder is removed by a solvent process. For secondary debinding and sintering, three continuous ‘walking-beam’ furnaces and two batch vacuum sintering furnaces are available.
The potential of MIM technology to produce parts from a wide range of metals and alloys has been fully explored at Schunk, with Langer estimating that around 200 different material compositions have been produced so far, most of them to meet specific customer requirements. Many experimental materials do not go into volume production, but, when a material is used in a series part, it is given an official factory designation.

For many years, Schunk has used the Kanban method for process control. This serves to avoid supply bottlenecks with the lowest possible level of stocks held in storage facilities. The various production departments (namely feedstock preparation, injection moulding, debinding, and sintering) are independent of each other. Orders are placed with the preceding operational area as soon as each unit is aware of it. “This procedure has proven to be extremely efficient,” said Langer.

Klein and Langer spoke in unanimously high terms of the social commitment of the company’s management. Schunk is by far the largest employer in the area, and it invests in the education and training of its employees to enable them to progress to higher roles within the company. The two stated that employees have a close affinity with the company and have little inclination to move to another employer.

Two-material MIM at Schunk
With two-material parts in commercial production (also known as two-colour, or two-component, MIM (2C-MIM), Schunk occupies a leading position in the industry. 2C-MIM is achieved by co-injecting two different feedstocks into one mould cavity; this is followed by the debinding and sintering of the parts.

One such application produced by Schunk is the adjustment lever and pin that combines weldable stainless steel and a wear-resistant cobalt alloy in each component (Fig. 6). The two parts are used in a turbocharger with variable turbine geometry. The pin must be weldable and have a surface that is resistant to wear and corrosion, and the adjustment lever must be corrosion-resistant and not wear out despite contact with the pin.
Numerous challenges had to be overcome before these parts could be produced to the necessary quality in large quantities. Several formulations were tested with different binders and powders. The sprues of the different materials had to be collected and recycled separately, cycle times had to be extended, and a common sintering regime had to be found for both alloys to produce parts with high density and uniform shrinkage.
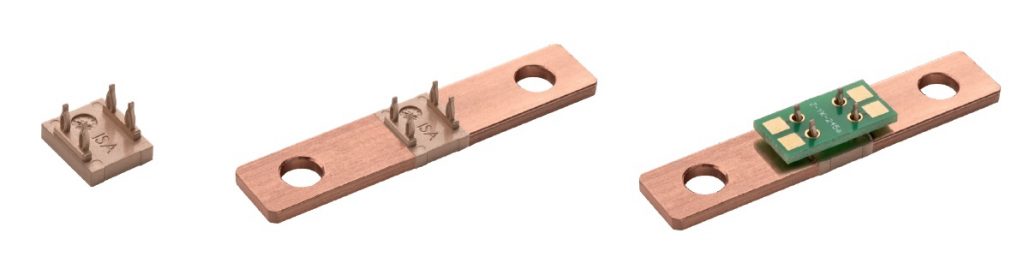
Figs. 7 and 8 show further examples of multi-component capability. This technology is expected to open up many new applications for MIM, as it allows designers to integrate their desired material combinations into a single component. Examples include soft magnetic and wear-resistant materials, soft magnetic and non-magnetic materials, weldable and wear-resistant materials, wear- and heat-resistant materials, low-cost and expensive materials, and metal and ceramics.

The road to aerospace certification
Langer spoke at length with PIM International about how Schunk had to overcome many hurdles on the road to becoming certified for the production of aerospace parts. Langer has served as Head of Research and Development at Schunk for many years, studying metallurgy at the Technical University Bergakademie Freiberg. Today, he leads a team of five engineers and two technicians who dedicate the majority of their time to MIM projects. The R&D team is chiefly made up of employees who have been trained in-house. Highly skilled young machine fitters are, for example, encouraged to build on their qualifications through training, thereby enhancing their career prospects within the company.
In close cooperation with Rolls-Royce Deutschland Ltd. & Co.KG – the company’s first development partner from the aerospace industry – Schunk achieved certification of its quality management system for MIM products according to ISO 9100, the international standard for the aerospace industry. The company was fully aware that the requirements of the aerospace industry, in terms of documentation and verification, are significantly higher than in the automotive industry.

“The implementation of this standard was hard work,” stated Langer. “It was a great help to us that we had already introduced a management system in accordance with ITAF 16949, the standard of the International Automotive Task Force (IATF), because many procedures of the aerospace standard are based on the automotive standard. Nevertheless, it took us more than a year of preparation before we were able to apply for ISO 9100 certification.”
The qualification of new parts was carried out according to the guidelines of IATF 16949. Qualification for a new product starts with product development. This includes defining the manufacturing technology, the material and all the details of the component design. Once this is complete, the second phase (‘process development’) follows. Here, all manufacturing steps are defined, including prototyping, an assessment of production capacity, secondary operations and required quality control measures, packaging, etc. At the end of the process development phase, once the products have been approved by the customer, production begins
The ISO 9100 certification covers the entire MIM process, from the raw materials to the finished part, and Schunk is committed to renewing it every year. The vacuum sintering process for MIM applications in the aerospace sector is also subject to much stricter requirements than in the automotive industry. With the support of the furnace manufacturer, a furnace was equipped with a large number of thermocouples in order to verify and document the temperature uniformity of the furnace load throughout the entire sintering process. In accordance with the requirements of the aerospace standard, the accuracy of these thermocouples is checked every three months.
Schunk’s board was fully aware that application development for the aerospace industry takes much longer than for automotive applications – and that achieving a return on investment also takes more time. The long lead times up to the start of regular deliveries are, however, more than compensated for by the fact that aerospace products have a very long service life. With production volumes in the region of 50,000 parts per year, MIM is the most efficient and cost-saving method for producing smaller engine vanes.
Guidelines for the development of new products in the aerospace industry distinguish between materials and process. This stems from the conventional manufacturing of wrought materials but does not take into account the fact that, in the MIM process, the material is ‘produced’ simultaneously with the component. This means that the material development step has to be undergone twice, without gaining any additional information. In this respect, Langer would welcome an adaptation of the guidelines relating to the qualification of MIM production.
Challenges for MIM aero engine components
Schunk’s entry into the market for jet engine components occurred in several phases. Its first MIM part for the aerospace industry was launched in 2009. This was an ‘unclassified’ part, meaning that the requirements for quality management are comparable to those of the automotive industry. The part is a lever attached to the cold exterior of a jet engine that is used to adjust the working angle of the vanes in relation to the gas flow (Fig. 9). Initially, these levers – located around the perimeter of the engine – were all of different sizes. Rolls-Royce changed the design so that identical levers could be used, reducing the need for multiple tool sets and making MIM cost-effective. As a result, the manufacturing cost of the engine could be significantly reduced.

The development of compressor vanes for aircraft engines at Schunk also began in 2009. “We went through several approval stages before the parts were finally released for production,” explained Langer. “Our newly developed products are compressor vanes that are part of static compressor rings. These compressor rings are exposed to temperatures of up to 700°C (Fig. 10). These are classified as ‘sensitive’ parts, which means that while a failure would not endanger lives, it would severely affect the engine’s performance.”
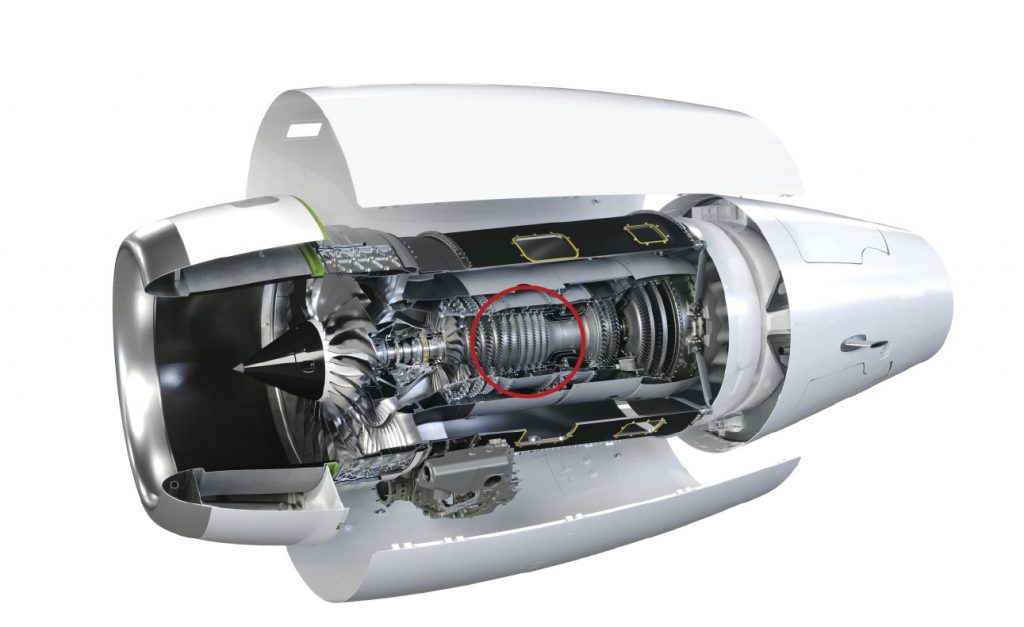
The compressor section of a jet engine consists of a large number of rings, each of which is equipped with around 100 vanes. The temperature to which these rings are subjected rises from the cooling air intake (on the left) to the combustion zone and exhaust (on the right). The coolest vanes at the air intake are made of stainless steel, whilst Schunk’s MIM vanes are used in stages 5-9, where temperatures reach up to 700°C; the hottest vanes are made of a single-crystalline material.
Aircraft engine parts place extremely high demands on their materials. On the one hand, excellent creep resistance at high temperatures is required, and, on the other hand, the material must be resistant to hot gas corrosion. Schunk already had experience with heat-resistant materials for turbocharger components, but the requirements for compressor vanes are much higher. For this application, a nickel-based alloy Inconel 713 LC with a high aluminium content was required.
Aluminium forms a thin layer of aluminium oxide on the surface and thus provides the necessary resistance to hot gas corrosion. However, the powder particles immediately form an oxide layer upon atomisation, which hinders the sintering process. “Thanks to the close cooperation with our powder supplier, we succeeded in sintering the material to a high density despite the high aluminium content,” said Langer. Achieving this necessitated the installation of a new vacuum sintering furnace in the Thale factory.
The development of MIM technology for high-temperature materials at Schunk received funding from the German government and was carried out in cooperation with a leading research institute. The project succeeded in sintering the material to 98% of its full density, but the strength values of the wrought material were initially not achieved at temperatures above 600°C. Further improvements to the material were then achieved with financial support from Rolls-Royce.
“Eventually, the cause of the lower strength was found, and we succeeded in reproducibly sintering the material to a density of more than 99%,” stated Langer. “Our sintering process is so stable that we can go without the need for a subsequent Hot Isostatic Pressing (HIP) process.”

The final release of the material in 2016 was a milestone in product development; the subsequent process development phase lasted until the end of 2017. At the beginning of 2018, commercial production of the first turbine vanes for this engine started. The parts are currently injected in a mould with two cavities.
Following the successful market launch of the first MIM compressor vanes, the customer commissioned tool sets for further related vanes made of the same material (Fig. 11), illustrating the level of confidence that Rolls-Royce now has in MIM technology. Rolls-Royce’s engineers have since systematically searched their product portfolio for parts that could be manufactured by MIM with a cost advantage. Numerous suitable parts have been identified.
A focus on simulation
Process simulation is an important topic at Schunk. “We carry out mould filling studies for each new tool set and document them,” stated Langer. “Before deciding on a particular computer simulation software, we asked a student to compare the results we had obtained with different types of simulation software. The one that came very close to our filling studies is the one now being used by us.
“The aerospace industry expects the entire manufacturing process to be able to be simulated, which simply is not possible in MIM today,” he continued. “While injection moulding can already be simulated very well, sintering – in particular the shape changes during sintering – cannot. The shape changes during sintering are well known and reproducible, but a simulation solution that provides completely reliable predictions does not yet exist.”
Quality requirements and control
Certifications in accordance with international standards are an essential basis for a modern quality management system. Schunk holds certifications according to EN 9100, IATF 16949, ISO 9001, ISO 14001 and ISO 50001, which are regularly renewed and brought up to date.
An integral part of quality management is the training of employees, which is also documented. The company must demonstrate that its employees are capable of performing their duties (i.e. have the necessary expertise and skills). Before a part is manufactured for the aerospace industry, the manufacturer must prove that its processes can achieve the part dimensions specified in the drawing. If the process is reproducible, subsequent testing efforts can be reduced.

The requirements for the dimensional accuracy of the compressor vanes are, in many cases, tighter than MIM can guarantee. Therefore, a 100% inspection of certain dimensions is required. The vane stands on a relatively solid platform, which is machined after sintering to maintain the required positioning accuracy and to save weight. The support structure of the platform is necessary to reduce distortion during sintering. “There is some distortion in the vanes during sintering,” said Langer, “but it is predictable and can be compensated for in the design of the mould cavity. The final manufacturing steps are barrel finishing and polishing to optimise the aerodynamic properties with an excellent surface finish.”
Very high importance is attached to the quality of the raw material used. The main properties of the powder are the particle size distribution (PSD) and the bulk density. The tolerances imposed on the chemical composition of the powder and the permissible impurities, such as oxygen and carbon, are much tighter than usual.
The main characteristic of a feedstock is the melt flow index, which is determined for each batch. When production is started with a new batch of raw material, the machine operator checks whether the part can be fully formed with the specified machine parameters. If the integrity of the green part and the weight of the part are satisfactory, the raw material and the machine are released for production. During the entire production run, all machine parameters are automatically recorded and documented. As soon as one of the machine parameters is out of specification, the machine is automatically stopped to allow for corrective actions.
Similar requirements apply to sintering. The entire manufacturing process is based on the principle that all production conditions are recorded and documented, and data manipulation is prohibited so that, in the event of a component failure, it is possible to trace back how this component was manufactured.

In order to meet the extremely high quality requirements, extensive testing is required. In addition to a 100% visual inspection, all parts are checked for cracks after machining. A set of standard tensile and fatigue specimens is moulded and sintered with each furnace load to verify the material quality in accompanying tests. The chemistry of the alloy – including any carbon and oxygen impurities – is regularly checked. Density and hardness measurements, as well as metallographic investigations of the microstructure, are also part of this. Schunk benefits from the fact that the accredited Friedrich Eisenkolb materials testing laboratory, which is well-equipped for these tests, is located on the factory premises (Fig. 13).

A new MIM marketing strategy
Thorsten Klein remarked that, as part of his new role, he plans to transform perceptions of MIM with a new marketing strategy. “Our focus will be on innovative applications in the medical device sector, general industrial engineering, and consumer markets,” he said. “Electromobility also offers opportunities, and here the focus is on replacing business lost as the production of internal combustion engines comes to an end.”
Work has already been undertaken on cost optimisation, and part throughput times have been significantly reduced. Trade fair participation and workshops are expected to attract new business.
Additive Manufacturing
Schunk has enjoyed close application development partnerships with its customers and, for several years, it has met the demand for ever-shorter development times by producing prototypes in just a few days using metal Additive Manufacturing. To achieve this, Schunk installed sinter-based Additive Manufacturing capability. The process that is used falls within what ISO/ASTM categorise as Material Extrusion (MEX). At Schunk, feedstock pellets are used rather than the more widely-known metal-containing filaments as used in Fused Filament Fabrication (FFF).
Called Composite Extrusion Modelling (CEM) by the AM machine’s developer, custom modifications have been made so that the same feedstock granules that are already used by Schunk in MIM can be processed. This allows customers to evaluate prototypes that are almost identical to tool-made serial parts.

Standard test bars made of 17-4PH and a nickel-based superalloy demonstrated the comparability of CEM-produced and injection-moulded materials. The additively manufactured test bars were debound and sintered according to the same technical specifications as serial parts made from these materials. Properties determined in tensile tests at room and elevated temperatures matched the specifications of the MIM materials.
Only the roughness of the surface in CEM manufacturing was inferior to the MIM parts, as a ‘staircase’ effect was apparent on sloping surfaces. Therefore, the surfaces of additively manufactured prototypes may need to be finished. Since the microstructure tests and chemical analyses showed no differences between CEM and MIM components, this method was approved for additively manufactured prototypes of parts which are subsequently to be mass-produced as MIM parts.
Conclusions
Following the successful completion of qualification and certification of the compressor vanes for Rolls-Royce, materials development work continues towards alloys with even higher heat and creep resistance for new applications in even hotter zones of aircraft engines.
“We have some very well-trained materials engineers in our development team and can therefore, in most cases, meet our customers’ needs for special materials,” said Langer. “Through our proprietary binder system, and thanks to our powder supplier supporting us with alloy development, we have the freedom and capacity to produce and test new alloys in a relatively short period of time.”
The market’s demand for lower noise emissions, lower fuel consumption, and fewer pollutant emissions requires the development of new generations of aero engines. With this market development, Schunk believes that it can be considered the go-to MIM producer and make important early contributions towards component development and the reduction of production costs.
In parallel, the company is keen to leverage the opportunities presented by MIM when conventional PM technology reaches its limits. MIM technology offers the ability to cover almost the entire spectrum of metallic materials, especially for high-temperature applications. As has been demonstrated, the process can be used to provide dispersion-hardened and intermetallic materials, especially with two-material MIM.
Contact
Thorsten Klein
Schunk Sintermetalltechnik GmbH
D-06502 Thale
Germany
[email protected]
www.schunk-sintermetals.com
Author
Dr Georg Schlieper
D-45149 Essen
Germany
[email protected]




