



INDO-MIM in North America: Scaling MIM and developing Binder Jetting to meet evolving market needs
With a portfolio of 12,000 MIM components and annual sales exceeding $350 million, INDO-MIM is among the most widely recognised names in the global Metal Injection Moulding industry. Founded in Bangalore in 1997, the company now supplies customers across five continents. In 2017, it established a major facility in San Antonio, Texas, to meet rising demand and strengthen supply chain resilience. Bernard North visited the site for PIM International and reports on its development, strategic significance, and INDO-MIM’s increasing investment in Binder Jetting Additive Manufacturing. [First published in Powder Injection Moulding International volume 19 issue 2, Summer 2025 | 40 min read | View on Issuu | Download PDF]

With more than 500 million parts shipped over twenty-eight years, a portfolio of some 12,000 MIM part variants, and annual sales exceeding $350 million, INDO-MIM has become one of the most prolific and widely recognised names in the global Metal Injection Moulding industry. Building on its Indian operations last covered by PIM International in 2011 [1] and 2016 [2], the company has expanded globally with a major San Antonio facility in Texas. Today, INDO-MIM North America is scaling both Metal Injection Moulding and Binder Jetting technologies to meet evolving reshoring and precision manufacturing demands.
Founded in Bangalore in 1997, INDO-MIM now supplies customers across five continents, employs over 3,000 people, and operates two Indian MIM facilities spanning a combined 81,000 m². The company remains around 95% family-owned, with the rest of the shares held by long-standing employees and retirees.
In 2017, INDO-MIM signalled its global ambitions with the opening of a manufacturing facility in San Antonio, Texas. In April 2025, the author visited the operation on behalf of PIM International to learn first-hand how the company is meeting the challenges of global production and rising demand. After a detailed plant tour and conversations with Jag Holla (Senior Vice President – Marketing), Sreenivasulu ‘Seenu’ Suri (General Manager – Operations), and Mahesh Mantrodi (Senior Manager – Primary Processing), it became clear that INDO-MIM’s US site is far more than a satellite facility. It plays a central role in the company’s global production strategy. That impression was reinforced in a follow-up conversation with Krishna Chivukula Jr, CEO of INDO-MIM, who shared the long-term vision behind the company’s ongoing investment in people, technology, and production capacity.
The past and future of INDO-MIM’s San Antonio facility
Thanks to a combination of INDO-MIM’s beginnings as a joint venture with an established US-based MIM company (see inset box, left) and the large North American market, a very high percentage of its business has, from the outset, focused on the US market. Jag Holla explained, “Many of our customers were, and are, single-sourced on us, and some of them were concerned about the supply chain risk and geographic distances, while other potential customers would only buy US-manufactured products.” Further, the increasing use of automation has reduced the cost differential between Indian and US manufacturing, prompting the decision to open a manufacturing facility in the US.
When asked, ‘Why San Antonio?’, Sreenu Suri explained, “The reasons were a favourable business climate in Texas, and a fairly short distance to the site in Mexico that conducts some finishing operations. The presence of a major Toyota facility in the city had also helped develop a high-quality manufacturing culture.” The selected site was a modern 36,000 m² facility located adjacent to the former Kelly Field US Air Force base, previously used as a maintenance and repair centre.
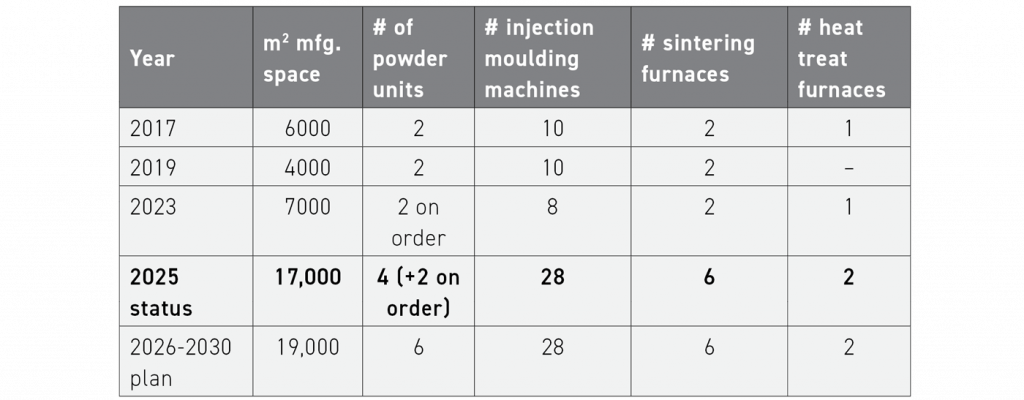
A ‘right of first refusal’ lease deal has allowed the operation to incrementally increase its occupied space as capacity has increased, as shown in Table 1, in response to rapidly growing business levels. The company retains the option to purchase, rather than lease, the facility if it chooses to do so. According to Krishna Jr, establishing production in the US “was a very, very big deal for us at the time. We were used to operating in India, so setting up in the US presented very different operational challenges. There was a lot to it for us, but we have clearly demonstrated that there is a market here. It has grown very quickly – we’ve just finished our third expansion.” Currently, approximately half of the building is occupied and, depending on the rate of business growth, the company anticipates utilising the remainder over the next five years. Staffing has expanded rapidly and now stands at around 300 people.
While sales of products manufactured at the San Antonio site have grown rapidly, much of INDO‑MIM’s production for the US market is still exported from India. At the time of the author’s visit, in late April 2025, the US administration had announced a tariff of 26% on imports from India. This tariff, like those imposed on most other countries, had been reduced to 10% for a three-month period during which negotiations on bilateral trade deals will take place.

Jag Holla noted that, while the cost differential has narrowed over time, manufacturing in India remains less expensive than in the US. However, the imposition of tariffs could erode – or even eliminate – this margin advantage. INDO-MIM therefore expects to shift further production onshore: “Many customers insist on US production, while others are increasingly moving towards it due to supply chain concerns and worries about future tariffs, even if a negotiated agreement between governments resolves the current ones.”
It is clear that INDO-MIM got ‘ahead of the game’ by establishing its US manufacturing operation eight years ago, recognising early on the benefits of manufacturing close to its customers. The company appears committed to significantly expanding its US manufacturing presence. While tariffs may accelerate this shift, the path is already well established.
A History of INDO-MIM

- 1997: Joint venture founded
INDO-US MIM Tec (P) Ltd was established as a joint venture between INDO-MIM Private Ltd (51%) and the Advanced Forming Technologies (AFT) division of US-based Precision Parts Corporation (49%). AFT brought a decade of experience in MIM, and the core technologies introduced then – feedstock blending, injection moulding, debinding, and sintering – are still in use today.
- 1997: First plant opens
INDO-MIM’s first plant opened in Hoskote, a town near Bangalore in the Bangalore Rural District of Karnataka, India.
- 2001: Joint venture to single ownership
Dr Krishna Chivukula Sr led INDO-MIM Private Ltd’s purchase of AFT’s share, making INDO-MIM fully Indian-owned. Following this, the company experienced rapid growth, with a significant proportion of sales directed towards the North American market.
- 2002: North American sales office
North American sales operations – initially based in Ann Arbor, Michigan – were relocated in 2021 to Princeton, New Jersey. Currently, the facility is in Yardley, Pennsylvania.
- 2007: Second plant opens
A larger plant was opened in Doddaballapur, Bangalore.
- 2008: Investment casting facility established
Gowri Ventures, a precision investment castings plant, was established in Tirupati, Andhra Pradesh, India.
- 2017: Manufacturing in North America
Due to the high volume of business from the North American market, INDO-MIM leased a 36,000 m² manufacturing facility in San Antonio, Texas. This became the manufacturing plant for its wholly owned subsidiary, INDO-MIM Inc.
- 2020: Acquisition of Triax Industries
The company acquired a specialised investment castings plant (Triax Industries) in Chandler, Arizona. The company also operates a 3,000 m² finishing facility in Mexico, where it holds a 49% ownership stake. This facility supports post-manufacturing secondary processes for components produced at the Arizona and Texas plants.
- 2023: UK acquisition and new Chennai facility announced
INDO-MIM acquired CMG Technologies, a MIM and Additive Manufacturing (AM) specialist based in Woodbridge, Suffolk, UK. A new 35,000 m² facility is under construction near Chennai, Tamil Nadu, targeted for completion in 2026.
- 2025: Acquisition of Phoenix DeVentures (now PDV MedTech)
Phoenix DeVentures Inc., Dana Point, California, USA, is a provider of product development and turnkey manufacturing services in the MedTech sector.

The qualification process for new business
It is interesting to explore the typical sequence of tool design, prototype development and part production at INDO-MIM, as this workflow is a critical aspect of commercially successful MIM part development. Once a customer has expressed a strong interest in obtaining a specific component through MIM, the tool design team in Bangalore creates a simplified single cavity ‘soft tool’ (i.e. one where the tool steel is not hardened). This will not include the complex conformal cooling channels used in production moulds and, in some instances, will omit some intricate features.
In parallel, ceramic setter prototypes are produced to allow for design optimisation early in the product cycle. Once finished, the mould is run on a production machine at one of the Bangalore facilities to manufacture a limited number of parts, which are subsequently debound and sintered on the various setter variants, followed by additional finishing steps.
These prototypes are then presented to the customer, typically after around four weeks, along with comprehensive Design for Manufacture (DfM) documentation, a final product drawing including tolerances, and a detailed quotation. If approved, a full production tool with hardened steel segments – and, in many cases, multiple cavities – is manufactured, purchased by the customer, and supplied to a production plant in India or San Antonio, along with optimised ceramic setters; the lead time for this part of the process averages approximately eight weeks.
Once the plant has a tool, the response time to a new production order is typically about three weeks; however, most customer contracts stipulate that the plant maintains up to eight weeks of ‘safety stock’, generally divided between semi-finished (sintered) and finished goods, which enables very short delivery times when required.
Tool maintenance is free of charge to the customer. However, if a tool requires full replacement (typically after around half a million shots per cavity), customers will need to purchase replacement tooling. If or when a part is discontinued, the customer will take delivery of the safety stock and, since they own the tooling, has the option of either retaining it, instructing INDO-MIM to scrap it, or contracting INDO-MIM to store it in case it is needed again.
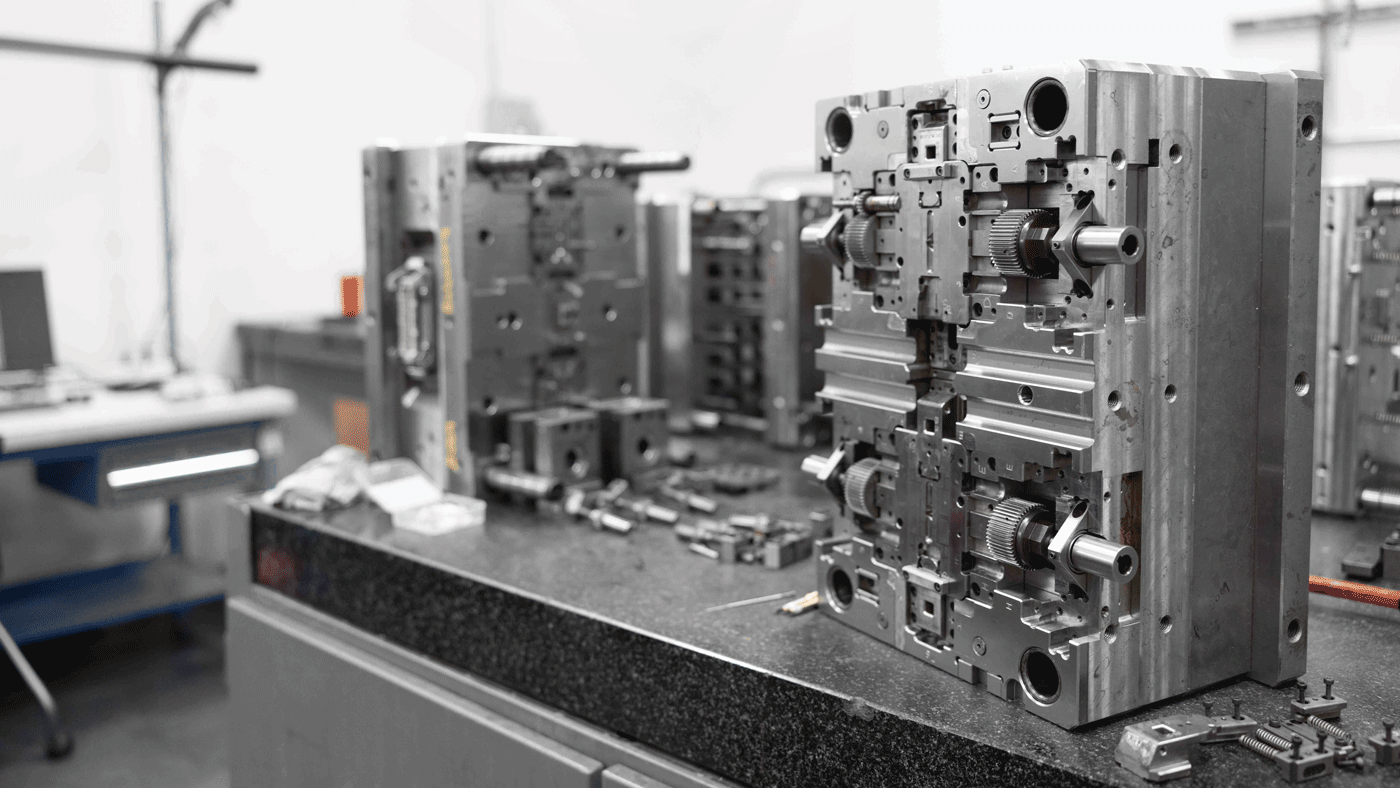
MIM mould design and manufacture
One of INDO-MIM’s greatest strengths lies in its extensive tool design and manufacturing operation at the Doddaballapur facility. To date, the operation has produced tools for about 12,000 different MIM parts, highlighting its high levels of experience and expertise. Capacity is in place for approximately ninety new or duplicate tools per month, with actual production averaging around thirty new designs, along with some replacements. Each features between one and thirty-two cavities.

At present, nearly all of the mould tooling for the San Antonio plant is designed, manufactured, and qualified for production on identical injection moulding units in Bangalore before being dispatched to the San Antonio facility. To support this transition, a dedicated part of the mould design and manufacturing capacity, along with staff, is assigned to assist the US plant’s operations.
The mould operation in San Antonio is, compared to the Indian facilities, modest in size, but its scope is expanding. It is used for preventive maintenance such as cleaning, and, when necessary, repair. This includes the replacement of worn or damaged core pins or mould segments.
Installed equipment includes high-speed milling for electrode making, wire Electrical Discharge Machining (EDM) and plunge EDM, also known as ‘sinking’. A recent addition is a multi-tank automated cleaning system. “New tooling is now being designed with special channels to facilitate automatic cleaning,” Sreenu Suri explained. “The San Antonio tool shop has the capacity to manufacture four tooling sets per month, and is currently making one per month, and we plan to increase capacity to ten sets per month by 2027.”

Metal powder production and sourcing
The San Antonio facility uses powder produced by INDO-MIM in India as well as powders sourced from established suppliers in Japan and Europe. Powder batches are approved with the aid of the on-site quality assurance laboratory.
INDO-MIM started manufacturing metal powder in-house in 2018. Currently, INDO-MIM has three atomisers in production and three more on order, all in or planned for the Doddaballapur facility. The main driver was, and remains, concern about supply chain security for in-house MIM. As capacity has grown, however, the company also sells powder externally to customers using Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing, although the finer particle size ranges needed for MIM and Binder Jetting (BJT) are still used internally.
INDO-MIM keeps a minimum of three months’ inventory of metal powders and organic binders to guard against potential supply chain disruptions.

MIM feedstock production
The San Antonio plant can produce approximately forty tonnes of MIM feedstock each month. The binder technology, along with the mixing and granulation steps, originates from processes introduced by AFT during the joint venture.

In line with INDO-MIM’s standardisation strategy, the feedstock production processes at the San Antonio facility are identical to those in Bangalore. A weighing room contains the balances and drums of metal powder, as well as both the wax and polymer binders used in MIM. During the plant tour, the author witnessed an impressive aspect of the company’s Enterprise Resource Planning (ERP) quality management system for the first time. This involved the use of live instructions with operator prompts, displayed on large digital screens, along with images of equipment and process steps, checklists, and the required amounts of binder ingredients for the operator to weigh. Data from the balances were clearly displayed, accompanied by feedback indicating whether more of a constituent was required or if some needed to be removed. Labels displaying the batch number, alloy type, and a barcode are printed to identify the batch throughout subsequent processes. The status of different work orders was also displayed; this obvious system was present in multiple areas of the plant.
The US facility has one feedstock line set up for small 35 kg MIM batches, consisting of a Turbula mixer to thoroughly blend the constituents, followed by a high shear Ross planetary mixer. Additionally, there are two lines for 200 kg batches, each comprising a V blender with an intensifier bar and a Winkworth sigma blade mixer. In each case, the second step is conducted at a sufficiently high temperature to melt the wax and polymer constituents, which, combined with the high shear, produces an optimal feedstock.

In either case, rework material (sprues, runners, and scrap mouldings of the same grade) is blended with virgin material during these process steps at an approximate 60/40 virgin/rework ratio. The output of either process is then cut by hand tooling into ‘chunks’ that are fed into granulators, which produce pellets that flow well when feeding the injection moulding machines. Equipment is cleaned between batches, but, where practicable, is also dedicated by alloy grade family.
The ERP system contains unique information for each batch and specifies which injection moulding machine(s) the batch should run on, along with the specific part order(s) it is assigned to. Prior to releasing any given powder batch for moulding parts, an X-ray fluorescence (XRF) chemical analysis test is conducted.
Injection moulding
At full capacity, the San Antonio plant could currently produce approximately 150 million MIM parts per year. The plant has twenty-eight Battenfeld injection moulders (twenty-six 110 models and two larger 180 models); currently, twenty-one are operational, though the other seven are fully equipped and qualified. Mantrodi informed the author of the company’s practice of not operating at more than approximately 75% capacity as part of its policies to ensure short lead times, given a variable and somewhat unpredictable product mix, and the need to be ready for business growth.

Each machine is equipped with two robots. The first robot picks the moulded parts from the tool when opened, and places them on a holding table (or, if the parts come from a ‘shot’ where one or more designated parameters are outside the acceptable range, drops them into a labelled rework container). Then, a second robot picks the mouldings off the holding table and places them on ceramic setters, which are themselves on stainless steel transport trays.
Sprues and runners are automatically ejected when the mould opens and fall into a second rework container, which is also labelled with key information from the ERP system. The automation enables the machines to operate with an average of six machines per operator.

This method avoids potential damage from handling and provides accurate part placement on setters. Granulated feedstock is supplied to the feed screw hopper from covered, wheeled containers located alongside each moulder, with feedstock depth sensors in the hopper controlling when granulate is pneumatically transferred to the hopper or, if overfilled, returned pneumatically to the container. Stainless steel trays holding ceramic setters with moulded parts are stacked in steel frames, ready for the solvent debinding step.
Tool changes are carried out swiftly – in fifteen to twenty minutes – with the aid of standardised, wheeled carts equipped with rollers to move tools on and off machines and around the manufacturing areas. If a new powder grade is necessary for the subsequent order, a further ten minutes is required to empty the hopper and purge the material already in the injector screw. However, most of the moulding machines are dedicated to a particular material type. Moulds differ in terms of interior shape, size, and the number of cavities. In the San Antonio plant, the highest number of cavities in a mould run to date is sixteen, whereas thirty-two cavity moulds are used in Bangalore.
As with the feedstock preparation areas, the moulding area has large screens with detailed information on work orders and other information. The machine controllers are configured to reject any parts for which primary or derivative operating parameters fall outside ranges established by Statistical Process Control (SPC). Parameter adjustments can only be made by personnel with the appropriate access permissions. At the time of the tour, a dedicated ‘white room’ was being set up for medical parts production, with four of the currently unused Battenfeld 110 moulding machines in place.
Debinding and sintering
INDO-MIM uses a two-component organic binder for MIM. The first component is a wax that, after moulding, is removed from the ‘green’ parts by solvent debinding. This process opens up a connected porosity network in the ‘brown’ parts, thus facilitating the removal of the second polymeric component during the early debinding stage of the sintering cycle.
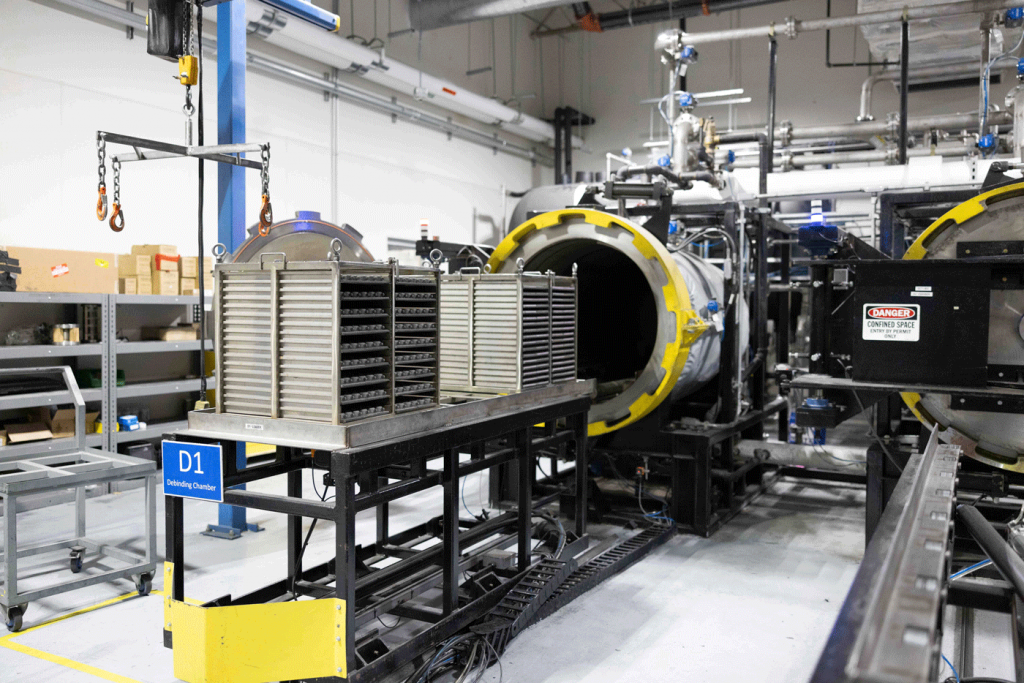
The San Antonio plant has two large tandem debinding units in which racks of green parts are placed before the chambers are filled with a circulating, heated organic solvent, which dissolves most of the wax component of the binder. Another portion of the system evaporates the solvent to leave behind the dissolved wax; the condensed solvent is then reused. Test pieces are weighed before and after the process to ensure that at least 95% of the wax is removed from the green parts.
On their respective setters, the brown parts are then slid off the stainless steel carrier trays onto sintering trays. These are mostly graphite, although some alloys, such as those based on nickel and titanium, use molybdenum trays. The loaded graphite trays are placed into slotted graphite frames, which are then inserted into one of five large sintering furnaces, each equipped with seven graphite heating zones and featuring a hot zone length of 2.2 m. The molybdenum tray assemblies are sintered in a smaller molybdenum element furnace.
As in previous areas, prompted interactive operating instructions were evident. During the early stages of the sintering cycle, an inert gas flow evaporates the remaining binder, which is then collected downstream in cold traps. Once all binder has been removed, the temperature is ramped up to facilitate sintering to full density.

Jag Holla stated that the use of such large graphite hot zone furnaces is unusual in the industry, but when correctly applied, they work well for the sintering of ferrous materials and provide a cost advantage in capital and replacement parts, which in turn translates to lower sintering costs per part.
While the Bangalore operation also uses some continuous sintering furnaces – the norm in conventional ‘press and sinter’ Powder Metallurgy operations – Sreenu Suri stated that there were no plans for such capacity in San Antonio, as continuous furnaces are best suited to very high volume components (commonly automotive and consumer electronics) that do not require frequent changes to sintering conditions.
Sreenu Suri and Jag Holla stressed the critical importance of ceramic setter expertise and capability, something that is perhaps underestimated by some in the MIM and AM fields, to maximise the dimensional accuracy of MIM and sinter-based AM parts, thereby reducing the need for finishing operations. Usefully, the same ceramic setters can be used for a given part, whether it is produced by MIM or AM.
The San Antonio facility receives all its setters from one of the Bangalore facilities, which has a separate area and staffing dedicated to optimising setter geometries for each part and then producing setters for production orders. Slip casting, uniaxial die pressing, and Ceramic Injection Moulding are all employed for setter prototyping and/or production, and rapid optimisation of setter geometry – greatly aided by the experience of the staff – is a critical aspect of overall short lead times.
Sreenu Suri stated, “When the San Antonio plant receives a new part mould from Bangalore, the initial production requirement of setters accompanies the mould.”
The Bangalore team has developed in-house sintering simulation software to aid ceramic setter design, reducing the number of iterations needed to optimise their geometry.
Post-sintering operations and quality assurance
According to Jag Holla, the San Antonio facility and its subsidiary in Mexico can handle 90% of post-sintering operations in-house. These include a wide variety of machining processes such as turning, milling, boring, reaming, and tapping, as well as coining, a diverse range of heat treatments, carburising, induction hardening, bead blasting, magnetic deburring, vibro finishing, passivation, grinding, polishing, plastic overcoating, and laser serialisation markings – the latter being widely used for firearm components.

Some specialised processes, including black oxide and nitride coatings, electroless nickel coating, Hot Isostatic Pressing (HIP), centreless grinding, and double disc grinding, are outsourced. During the plant tour, Mantrodi pointed out many of the internal post-sinter processes to the author. The most impressive of these was a large multi-chamber ECM vacuum heat treatment furnace with internal handling mechanisms to transfer the load from one chamber to another for different treatments. “99% of our products are heat-treated,” Mantrodi explained.
The San Antonio plant is ISO 9001-2015 and ISO 13485 (medical devices) certified and compliant with ITAR (International Traffic in Arms Regulations). Materials science QA tests include carbon levels, XRF elemental analysis, hardness testing, microstructural analysis, microhardness testing, rheology testing, mechanical strength, and density measurements using the tap, pycnometer, and Archimedes methods. Dimensional measurements, conducted either on the machine or in the metrology lab, include hard gauging, Coordinate Measuring Machine (CMM), and Video Measurement System (VMS), with most orders receiving 100% inspection on at least one dimension. All data are linked to the ERP system.
The rise of Additive Manufacturing

Since 2020, INDO-MIM has developed significant Additive Manufacturing capabilities at its Bangalore and San Antonio facilities. As with its MIM operations, the two sites coordinate and communicate closely. The primary technology in use is Binder Jetting, which readers of PIM International will recognise as sharing several technical and market synergies with Metal Injection Moulding. Both facilities also have Laser Beam Powder Bed Fusion (PBF-LB) capabilities, and the Bangalore site operates a metal Vat Photopolymerisation (VPP) process.
In San Antonio, a 1,500 m² room is dedicated to AM. A small portion of this space houses a Nikon SLM Solutions SLM 500 PBF-LB machine, used primarily for processing nickel-based alloys for both part development and series production, as well as for demonstrating capabilities to relevant powder customers.
A range of BJT machines are currently in operation and used for processing stainless steels, including 304, 316L, and 17-4PH. Desktop Metal P1 and Shop Pro machines are installed, along with two Desktop Metal debinding and sintering furnaces. However, the most recent additions are three HP S100 machines, and infrastructure is already in place to support up to ten additional machines.
Initial depowdering is currently a manual operation, but an HP automated depowdering machine has been installed; final ‘fine’ depowdering, however, is expected to remain a semi-manual process done by skilled operators. Removed powder is conditioned in drying ovens before being blended with virgin metal powder.
INDO-MIM designs its process to achieve similar linear shrinkages (17-20%) for a given alloy (the most common material, 17-4PH, is 18%) for both MIM and AM. While sintering shrinkage in MIM is isotropic, Additive Manufacturing components experience different shrinkage in the z, or vertical, axis compared to the lateral x and y axes. However, this shrinkage is predictable and does not pose any problems in practice.
While small compared to the company’s MIM operations, with current output around 1,000 parts per month, the company’s Additive Manufacturing activity is growing steadily. Applications include prototyping for MIM parts – beginning to replace the traditional ‘soft tool’ stage – as well as low-volume components for which the cost of MIM tooling could not be justified. AM is also used to produce large or thick-section parts, internally required jigs, fixtures, and mould components, and it supports a dedicated programme for marine spare parts.
In 2022, Jag Holla [3] gave a very good comparison of the pros and cons of AM versus MIM; Table 2 summarises the information in that article and adds information gained during the April 2025 communications with Jag Holla and Krishna Jr.
![Table 2 Comparison of AM vs MIM, adapted from Jag Holla’s 2022 article [3] and 2025 interview. Specific numbers are highly case-dependent, but comparisons are qualitatively valid](http://www.pim-international.com/wp-content/uploads/sites/2/2025/08/t1-1024x595.png)
The outlook for Binder Jetting
INDO-MIM’s entry into AM reflects both interest in the technology’s potential and a clear understanding of its current limitations. As Jag Holla explained, “The current issues with AM growth are high costs and low productivity compared to conventional MIM or PM, as well as limited materials options.” He also noted that tolerance control is a key challenge – “the tolerance capability of the AM process is much poorer compared to MIM” – which often leads to discussions with customers about possible tolerance relaxations.

Krishna Jr went on to explain that AM “is a more expensive process, and customer expectations must be reasonable.” That said, AM offers advantages where design flexibility is critical. “Design changes by the customer are not limited because the AM process offers 360° design flexibility,” Jag Holla stated. INDO‑MIM has focused its AM efforts on parts that are physically larger or have geometries that are difficult or impossible to produce through MIM.
Looking ahead, Jag Holla believes sinter-based AM could start to overlap with traditional MIM applications as the technology matures. INDO-MIM made a deliberate decision to enter early to build experience and capability: “We wanted to be an early adopter so that we could be the dominant player as the technology matures.” While other MIM firms are exploring the space, many face financial constraints. “Most of them are small and do not have enough CapEx capability, as the equipment is expensive,” Krishna Jr stated, suggesting that “equipment costs are far too high – $1.2 million for what is basically a three-axis machine with low productivity.” Despite the cost, real market potential is seen and it was suggested that AM volumes could reach parity with MIM within a decade, though timelines remain uncertain.
Krishna Jr also highlighted the value of the company’s involvement with HP: “The engagement with HP has been pretty incredible – their Digital Manufacturing Network is bringing in customers who have applications already in mind.” He acknowledged that, while some parts made with Additive Manufacturing could also be produced using MIM, others simply cannot. This creates a valuable overlap. “People love printing samples with AM – it’s been very, very helpful to us.”
Beyond prototyping, AM has therefore had practical benefits for customer engagement. “It was certainly good to get systems like this and immediately have an economic use in terms of sales and marketing,” said Krishna Jr. “Customers are getting a Powder Metallurgy component with their geometry – they’re able to try it and test the functionality without investing in tooling.” This has helped convert interest into MIM programmes and build confidence in the technology. While some AM machine vendors are ‘still maturing’, Krishna Jr noted that customer demand has not been affected: “The customers do not care. […] I think this is normal when an industry is growing like this.”
While acknowledging that AM is not the right fit for every part, there are applications where it clearly adds value, such as managing aftermarket parts catalogues and producing mid-sized components in the 5-7 kg range. “There’s a niche for it, and I think that niche is going to grow.”
Binder Jetting for the in-house production of over 800 Metal Injection Moulding tool inserts

In 2024, INDO-MIM revealed that it was using Binder Jetting to produce M2-grade tool inserts for its Metal Injection Moulding operations.
Tool inserts had been additively manufactured using laser-based Powder Bed Fusion (PBF-LB) for over a decade, stated Jag Holla at the time. However, he noted that the process was relatively slow and limited to the use of maraging steel for tool insert applications. “This material can, at best, reach 55 HRC after heat treatment,” explained Jag Holla, “making it unfavourable for many tooling applications.”
“Given our material development and sintering expertise, fine-tuned over twenty-five plus years, our M2-grade material offers 50-80% increase in wear resistance, 40% better machinability compared to conventional wrought M2 material. These are accomplished through finer grain microstructure and 99% minimum density post-sintering. Our M2 material can guarantee 63-66 HRC hardness consistently.”
INDO-MIM can use BJT to build tool inserts weighing between 300 g and 8 kg, all to near-net shape and including complex conformal cooling channels. As well as producing these for in-house use, the company also offers the production of tool inserts as a service to customers.
Overview of INDO-MIM’s markets and production capacity
MIM accounts for 98% of production in San Antonio, with the balance being AM production. Jag Holla stated that, while MIM growth in North America has slowed, it still stands at approximately 7% per annum. AM is growing at around 50% per annum, albeit from a low base. In terms of geographic distribution, 98% of San Antonio’s business is in the Americas.
Approximately 75% of output serves the defence sector and 25%, the medical sector. The Bangalore operation has a more diverse mix, including automotive. Looking ahead, the San Antonio plant anticipates growth in aerospace.

Business is evenly split between repeat and new orders, with repeat demand typically occurring on a quarterly or annual cycle. Annual demand per MIM component ranges from 2,000 to 5 million parts, with batch sizes typically between 500-50,000 parts.
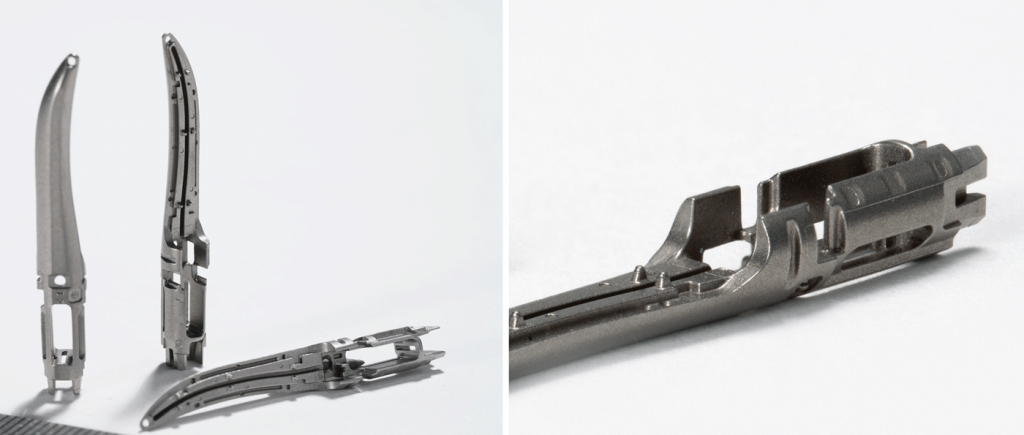
INDO-MIM primarily uses stainless steels (17-4 PH, 316), S7-grade tool steels, and some low-carbon steels. Titanium is expected to be introduced to the plant in 2025. MIM parts range in weight from 0.2 to 250 g, and in size from a US cent coin to approximately 25 × 15 cm.
How much growth is left in the MIM market?
While the growth of Metal Injection Moulding in the North American market has slowed in recent years, INDO-MIM continues to see strong potential. Whilst Jag Holla estimated annual growth to be around 7%, he stated that reshoring trends in the US could help double output at the company’s San Antonio plant within the next two years, building on strong momentum since its launch in 2017.
The establishment of the San Antonio plant marked a pivotal shift for INDO-MIM. Krishna Jr described the move as a strategic leap designed to bring the company closer to its key markets. “We believed there was an aspect of the US market we would be better able to access if we were on site,” he stated. Six to seven years on, he said this belief has been validated, with the facility even demonstrating operational resilience during the challenges of the COVID-19 pandemic.
Krishna Jr also emphasised that INDO-MIM’s growth strategy has not relied on taking market share from competitors. Instead, it has focused on expanding the overall adoption of MIM. “We were growing the market rather than taking from it,” he explained, highlighting the company’s success in converting components traditionally produced by casting or forging, plus machining to MIM. These conversion opportunities, he noted, are particularly evident in San Antonio, where the company has experienced strong customer interest.
Opportunities remain in the US firearms industry
Regardless of expansion opportunities, market penetration challenges remain. Many mid-sized firearms manufacturers in North America are still failing to leverage the commercial benefits that MIM offers. Some maintain a sceptical view of the technology, while others have been hesitant to source parts from overseas. “ITAR is part of it,” Krishna Jr explained, “but even just managing payments to a foreign supplier, and things like that, can be a challenge to small companies.”
One area that has helped INDO‑MIM bridge this gap is its use of Binder Jetting technology to support MIM firearms sales. “When we were in San Antonio, we definitely found a lot of firearm customers who wanted to try MIM but hadn’t been doing it before,” Krishna Jr stated. “From an early stage of the operation, we had Binder Jet there. Within a short period of time, we were able to print samples for our customers in San Antonio, and honestly, for the smaller firearm companies we were trying to do business with, it was amazing.”
“We would print a sample; they would get it, do whatever little machining they had to do on it, and then they would figure out if they really wanted a MIM part. We had a huge number of programmes converted via that mechanism. And I’m not talking five or six; I’m talking twenty, thirty, and forty – very significant programmes, some still developing.”
While resistance to MIM has been a barrier in the firearms industry, Krishna Jr sees this changing: “I would say that it’s still there, but it’s much rarer. Especially when you’re at scale in the firearms industry, adopting MIM can produce very, very significant cost savings,” he stated. “The awareness of us in the US market is much different than it was fifteen years ago. And now we’re onshore, and that also changed a lot of perceptions.”

The technical advantages of MIM also help drive adoption. With near-net shape capabilities, the process allows for a high degree of material flexibility. “Because of the ability to get near-net shape, you have a level of material flexibility, which can be advantageous,” Krishna Jr noted. “The classic example is firing hammers in S7. After 20,000 rounds, you look at it, and you can’t even see a dimple on the firing pin on the MIM S7 compared to a hammer that’s been forged or cast and then machined.”
INDO-MIM is also pushing the boundaries of MIM component size. “We’re producing larger parts in the 80, 100, 150, and 250 gram range,” he confirmed. “We are accomplishing this in San Antonio.”
Unpacking INDO-MIM’s success
There is no single factor behind INDO-MIM’s success in North America or globally. Instead, what emerged during conversations with senior staff and the detailed tour of the company’s San Antonio plant was a web of interlocking strengths: technical capabilities, operational discipline, and strategic vision. These advantages are not isolated but function as a system – one that consistently delivers value to customers, employees, and stakeholders across continents.
Integrated supply chain and scale
INDO-MIM maintains a diversified network of powder suppliers – including in-house atomising capabilities – and ensures resilience through a minimum of three months’ safety stock of powders and other raw materials. Its global footprint includes multiple manufacturing sites in India, the US, and the UK. For North American customers, the presence of a US-based facility – and, crucially for firearms components, one that is ITAR-certified – is not only highly desirable but, in some cases, essential. As Jag Holla remarked, “I can readily think of at least twelve customers we only have because of the San Antonio facility. It will be very helpful for growing the aerospace business.”
INDO-MIM also employs dual sourcing for certain high-volume components, using duplicate tools in Bangalore and San Antonio to ensure continuity and flexibility. Several weeks’ safety stock is typically held on-site, further enhancing responsiveness. This supply chain integration, combined with vertical integration that reduces transportation times and dependence on third parties, supports both reliability and agility in global operations.

Scale and industrial capacity
INDO-MIM’s tool design and production capacity in India – now increasingly mirrored at its San Antonio facility – directly addresses the persistent shortage of mould design and manufacturing expertise in North America and Europe. This capability enables the company to handle complex, large-scale projects at speed. Jag Holla cited a notable example involving a major firearms manufacturer that required twenty-seven new components within the same timeframe – a programme INDO-MIM completed from initial enquiry to shipment of finished parts in under four months. “No other MIM company could have done that,” he stated.
The company’s production capacity also features a large number of injection moulding machines and a very large sintering capacity, comprised mainly of large graphite hot zone furnaces. A very high volume of products shares capital, labour, consumables, maintenance, and overhead costs.

Cost efficiency: automation and integration
A combination of geographic advantage, process control, and strategic integration drives INDO‑MIM’s emphasis on cost reduction. Operations in India benefit from comparatively low labour costs – a factor that continues to underpin competitive pricing even for customers based in the US. Notably, the cost of MIM tool design and manufacture remains low, regardless of the customer’s location. Growing automation – most visibly in injection moulding but increasingly across other production areas – not only reduces labour costs but also enhances quality and consistency. As Jag Holla highlighted, customer contracts are structured with complete transparency and carry “no hidden charges,” supporting INDO‑MIM’s commitment to offering ‘Lowest Total Cost.’
The company’s expertise, coupled with tightly standardised processes, enables excellent dimensional and surface finish control, significantly reducing the need for secondary post-sintering operations. Vertical integration, with the majority of manufacturing steps kept in-house, further supports this, reinforcing cost control while maintaining quality and delivery performance.
Short lead times by design
INDO-MIM achieves industry-leading short lead times by maintaining capacity utilisation below 75%, allowing flexibility to manage variable volumes and shifting product mixes. The company holds safety stock of finished and semi-finished parts to meet urgent demands swiftly. A highly skilled team, supported by proprietary expert systems, enables rapid optimisation of mould geometry and ceramic setter design. Their in-house ceramic setter manufacturing runs parallel to tool production, speeding up the process further.
Vertical integration is extensive – around 90% of post-sintering processes are handled internally – minimising transport delays and reliance on third parties with potential lead time issues. This operational approach delivers a 97% on-time delivery rate, with most delays attributable to the company’s willingness to say ‘yes’ to challenging requests.
Procedural discipline, quality control and ERP integration
INDO-MIM’s integrated ERP system plays a key role in minimising process errors through the use of highly visible, interactive operating instructions. Labelling and barcodes are fully incorporated into the system to ensure accuracy and traceability. Each work area at the San Antonio facility is overseen by experienced staff seconded from the home operations in Bangalore, working alongside locally hired colleagues. Automated materials handling, calibrated to statistically derived injection moulding parameters, reduces handling damage, improves part placement consistency, and automatically rejects parts that fall outside predetermined ranges.
Staff expertise and collaborative management

Williams [1] and Schlieper [2] noted the strong work ethic, enthusiasm, and experience of the teams in both the Bangalore facilities, and these qualities were clearly evident at the San Antonio facility. Each functional area at the San Antonio facility is led by Bangalore-trained staff, supported by a ‘shadow team’ in Bangalore that regularly collaborates with the US plant, including twice-yearly visits. Production staff handle customer interactions for replenishment orders, which brings the ‘Voice of the Customer’ into manufacturing. This also allows sales teams to focus on new business development through trade shows, digital marketing, referrals, and cold calls. This structure helps maintain clear communication between manufacturing and customers while supporting business growth.
Recent introduction of Additive Manufacturing
INDO-MIM has recently introduced Additive Manufacturing to expand its product range to larger and/or thicker-section components that are otherwise challenging or even impossible to produce. This capability also facilitates low-volume production runs that would not warrant the expense of traditional MIM tooling. Additive Manufacturing is being employed to replace ‘soft tooling’ in the customer acceptance process via rapid, tool-free prototyping and for internal applications such as jigs, fixtures, and tooling parts. The company’s robust vertical integration, including raw metal powders, ceramic setters, sintering furnaces, and finishing, effectively complements these new capabilities.
Although not a specialist in MIM, the author has extensive experience in related manufacturing sectors and aims to provide an objective outsider’s perspective. While many MIM companies may share some of INDO-MIM’s qualities, few possess such a broad combination of strengths. This unique mix is believed to be a major factor behind INDO‑MIM’s success.
Investment casting is a synergistic process with MIM and AM
Investment casting is not, of course, a PM process, but it shares several similarities: it produces net or near-net shape metallic parts, often using the same alloys. The same finishing processes (machining, polishing, etc.) can be applied to investment casting, MIM, or AM components, and the customer bases may also overlap. The PCC-AFT JV origins of INDO-MIM exemplified this synergy; notably, INDO-MIM’s 2008 Tirupathi investment casting plant capability has, in a sense, been replicated by the company’s 2020 acquisition of Triax Industries. Currently, INDO-MIM’s facility in Mexico primarily focuses on finishing operations for Triax Industries’ products. PIM International readers may also be aware of another company that combines investment casting, MIM, and AM – namely Tritech Titanium Products [4].
What’s next?
With ongoing investment in technology, a high degree of vertical integration, and a focus on local manufacturing in key markets, INDO‑MIM is well-placed to lead the next phase of growth in precision manufacturing. As reshoring accelerates in North America and Additive Manufacturing continues to evolve, the company’s dual-track strategy – combining scale with agility – positions it as a strong model for global industrial competitiveness.
Reflecting on INDO-MIM’s journey, Krishna Jr noted, “So maybe some ideas have worked out a little better than even I thought over time. It’s pretty amazing where we’ve gone in the past fifteen years, when you look back on it.”
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh area
Pennsylvania, USA
[email protected]
Contact
INDO-MIM
[email protected]
www.indo-mim.com
References
[1] INDO-MIM: The world’s largest capacity MIM producer sees no limits to the industry’s expansion. N Williams, Powder Injection Moulding International Vol. 5, No. 3 September 2011 pp 39-43
[2] INDO-MIM: A giant in Metal Injection Molding expands to build on strong international growth. G Schlieper, Powder Injection Moulding International Vol. 10, No. 1 March 2016 pp 47-55
[3] INDO-MIM: Exploring the dividing line between Metal Injection Molding and Binder Jetting. J Holla, Powder Injection Moulding International, Vol. 16, No. 1 March 2022 pp 61-68
[4] The future is titanium: TriTech Titanium Parts targets the opportunities for MIM, Binder Jetting and Investment Casting. B North, Powder Injection Moulding International, Vol. 17, No.3 Autumn 2023 pp 81-89




