



High-nitrogen, nickel-free austenitic stainless steel for Metal Injection Molding
The ability of Metal Injection Molding to efficiently manufacture complex stainless steel components to net shape has enabled it to become a go-to technology for sectors such as watchmaking, luxury goods and medical devices. However, the challenge of meeting the growing demand for nickel-free stainless steels presents a number of challenges for MIM producers. In this article, Pierre Girin and Jean-Claude Bihr, from France's Alliance MIM, review these challenges and share insight into the processing of a material class that holds great promise for the industry. [First published in PIM International Vol. 16 No. 1, March 2022 | 15 minute read | View on Issuu | Download PDF]

Although their mechanical properties are typically lower than those of low-alloy austenitic steels, stainless steels nevertheless provide the high corrosion resistance required by many applications. In contrast to standard steels, stainless steels have a particular feature: they form a chromium oxide (Cr2O3) passivation layer, which protects them from corrosion. Unlike other oxides, chromium oxide is a stable, homogeneous oxide with a coefficient of thermal expansion close to that of steel, which enables it to maintain its adhesion. In addition, it imparts a good surface appearance, making it possible to achieve a satin or mirror polish finish, and renews itself without any requirement for additional coating.
Due to their high ductility, however, stainless steels, unlike other steels, can be difficult to machine or stamp. It should also be noted that some processes generate high strain hardening levels (rolling), which can result in a catastrophic degradation of its noted corrosion resistance. Moreover, brazing and welding operations carry the disadvantage of locally modifying the material’s microstructure and fostering chromium carbide precipitation, which can also result in corrosion resistance degradation. The suitability of traditional manufacturing processes may, therefore, be limited, particularly in the case of small, highly complex parts.
In many fields, such as medical and watchmaking, the Metal Injection Moulding process has played a major role in allowing the production of stainless steel parts at a lower price than would be possible using machining. In some cases, MIM has also enabled the consolidation of multiple components into one part, thus avoiding the brazing and welding issues mentioned above.

The limits of nickel-containing stainless steels
The most commonly used grades of stainless steel contain nickel, which carries two unfortunate drawbacks.
Firstly, the presence of nickel can cause allergic reactions in humans; on contact with skin, if any corrosion occurs, nickel alloys can release allergenic ions which are then absorbed by the body. For a nickel-sensitive person, this could result in a skin rash leading to itching, redness, eczema, etc. Because of the immune memory of the human body, the first inflammatory reaction to nickel will tend to lower the person’s sensitivity threshold, which means that, at the next exposure, they will react more quickly and with stronger symptoms. It is estimated that, in Europe, nickel allergies affect 10–15% of women and 2–5% of men [1].
Secondly, while the addition of large quantities of this element increases toughness, it also increases ductility and malleability. Parts produced in this way can be easily scratched during use. For instance, the buckle or clasp of a watch bracelet (316L; 120-140 HV hardness) [2] will be scratched immediately after leaving its box. The low hardness of a nickel stainless steel therefore strongly limits functional applications requiring resistance to friction (e.g., rack and pinions). The presence of this element, therefore, limits the use of nickel-containing stainless steels, particularly in the field of jewellery, watchmaking and in the medical sector (for prostheses, implants, etc).

How to eliminate nickel from MIM stainless steels
Composition
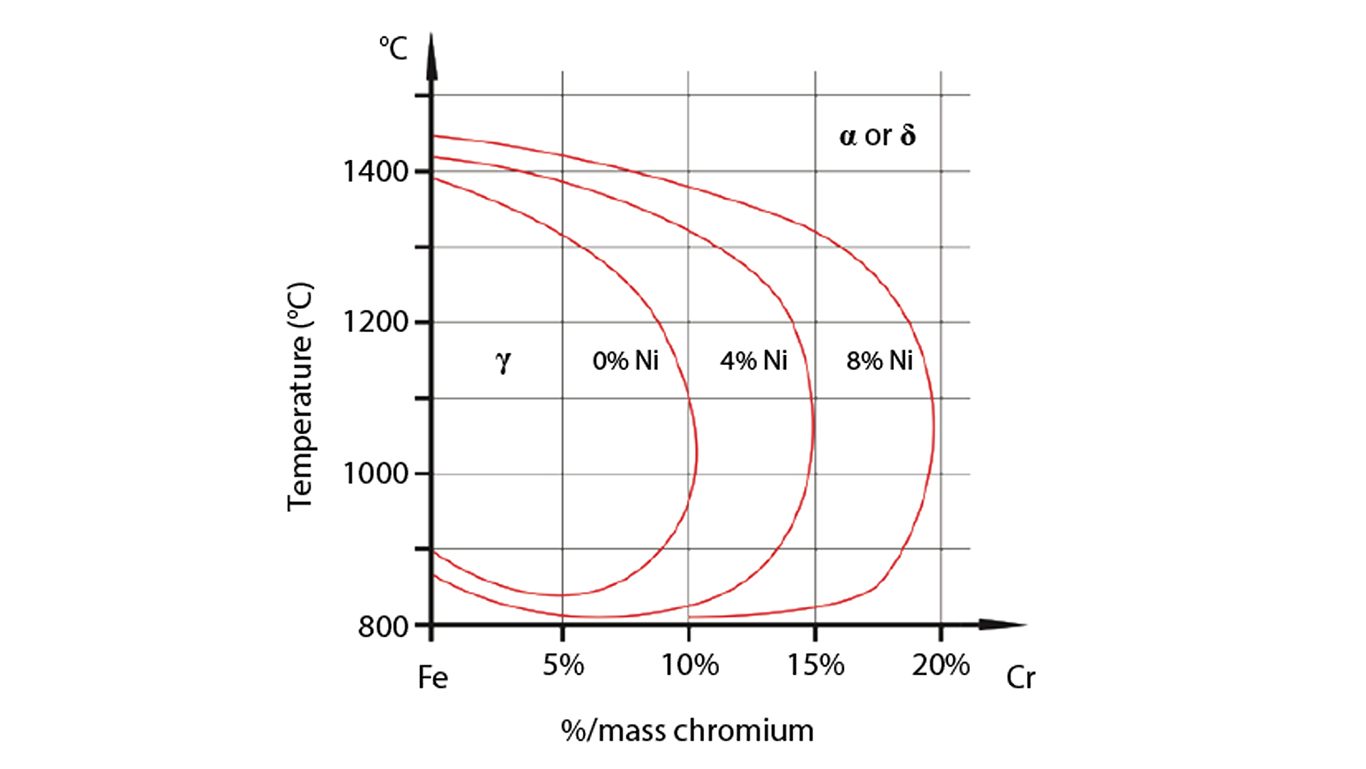
Unlike a low-alloy grade, a stainless steel contains a minimum of 10.5% chromium, which confers corrosion-resistant properties through a passivating chromium, layer formation. However, as chromium is alphagenic, it strongly favours ferrite α formation, a phase that is often unwanted due to its corrosion-sensitivity. The presence of a ferritic microstructure increases softness and magnetic properties. On the other hand, nickel has a strong gammagenic character; that is why its addition in large quantities makes it possible to obtain an austenitic gamma microstructure. It should also be noted that the austenitic phase is paramagnetic, which can be an additional benefit depending on the application. Fig. 2 shows the importance of nickel in the alloy, without which just 10% of chromium is enough to remove the austenitic structure. This is then replaced by a ferritic microstructure.
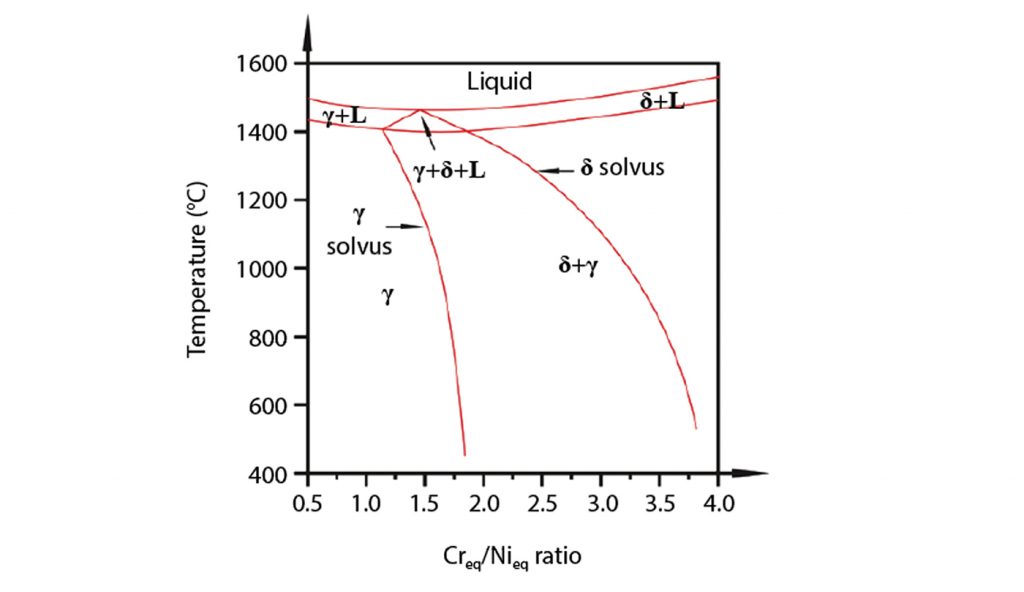
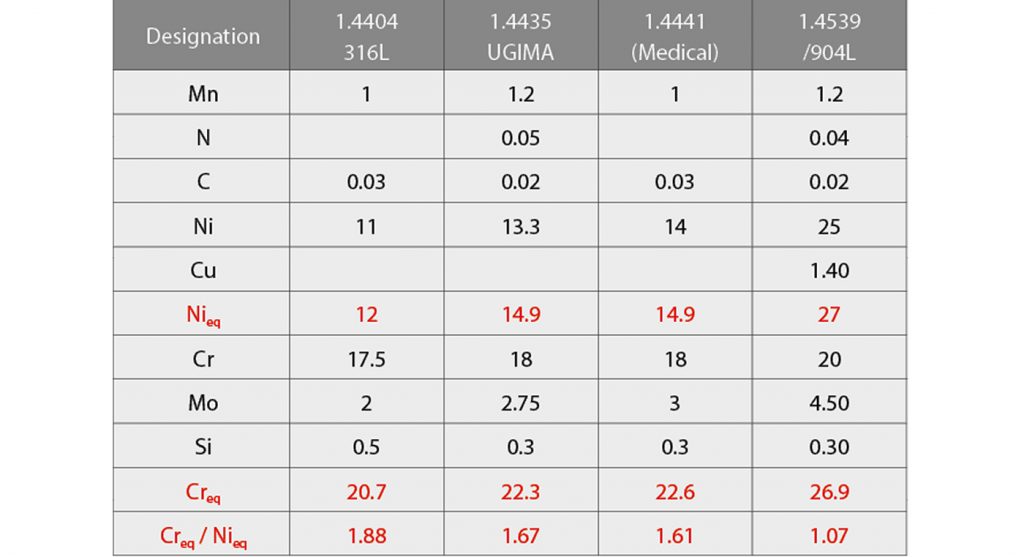
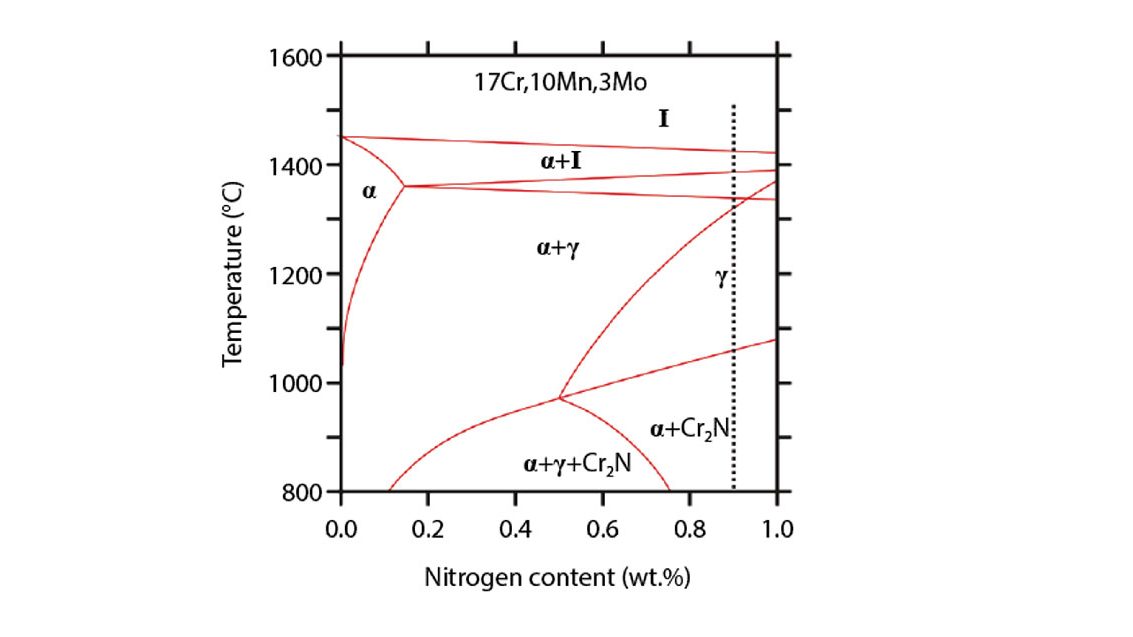
If the goal is to remove the nickel from the ferrous matrix, then it becomes necessary to compensate for its absence by exploiting the presence of other gammagenic elements to maintain the austenitic microstructure. Nickel-free stainless steels mainly contain the elements Fe-Cr-Mn-Mo-C-N. Fig. 3 shows the microstructure present according to temperature and Table 1 shows the ratio Creq/Nieq, with Creq representing the global participation of ferritic elements and Nieq the participation of austenitic elements.
In order to avoid ferrite formation, we can compare the gammagenic and ferritic role of the different elements via the following Schaeffler equation (valid for highly chromium-enriched matrices) [3]:
Nieq=%Ni+%Co+0.1%Mn-0.01(%Mn)2+18%N+30%C
Creq=%Cr+1.5%Mo+1.5%+0.5%Si+2.3%V+1.75%Nb
Manganese has only a minimal impact on austenite formation, but increases the solubility rate of nitrogen, which has a strong impact. For this reason, though indirectly, its presence has a significant effect on the final microstructure of the steel. Thus, it should be noted that, although the addition of manganese improves machinability, it has an unfavourable effect on corrosion resistance.
Nitrogen and carbon also stand out from the other elements, with respective effects of eighteen and thirty times higher than nickel at the equivalent concentration. It is easy to change the carbon concentration directly during the alloy manufacture by addition, without impacting the cost. Nonetheless, obtaining an austenitic structure solely by increasing carbon content is not feasible: excessive carbon inclusion will lead to the formation of precipitates (usually Cr23C6) at grain boundaries, which strongly degrades the corrosion resistance due to local depletion of chromium. In addition, chromium carbides can reduce the polishing ability of the part concerned.
Nitrogen, meanwhile, is a relatively volatile element whose concentration within the steel can easily change at high temperatures, depending on the composition of the surrounding atmosphere. It is, therefore, possible to modify nitrogen content during part manufacture. However, it is necessary to consider a limit concentration beyond which chromium nitrides (Cr2N type) precipitate.

Microstructure
It is very important to consider not just the composition of the alloy, but also how to control the microstructure of the final parts. The microstructure of the stainless steel helps to determine its mechanical properties and can impact corrosion resistance. The microstructure achieved depends on the manufacturing method used; this can completely change the mechanical properties of a part, as shown in Table 2. Microstructure and composition are linked but must be considered separately and absolutely controlled.

Manufacturing
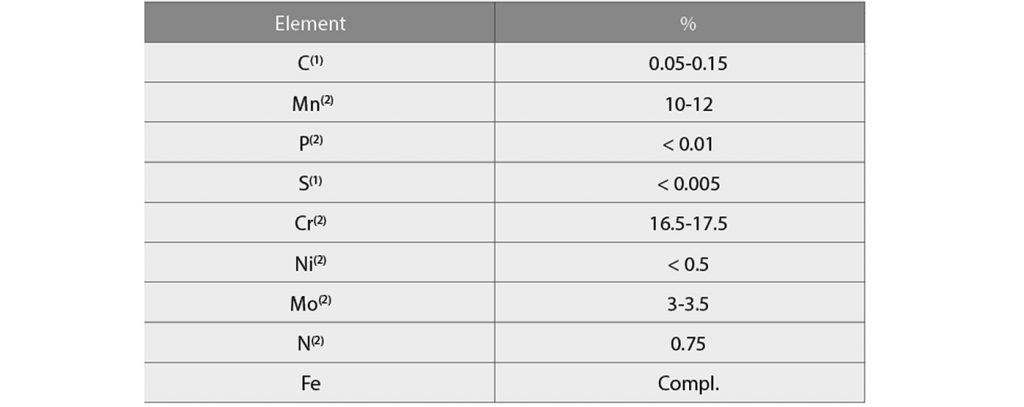
The nickel-free austenitic steel used and studied here is named PANACEA (Protection Against Nickel Allergy, Corrosion, Erosion and Abrasion) and has the composition shown in Table 3. During injection moulding and subsequent debinding, no major differences were noticed between nickel-containing stainless steel and PANACEA.
The behaviour of alloy mainly changed during sintering and heat treatment as with a standard stainless steel, sintering is used to transform the part from bound powder to a dense and mechanically viable structure. As we can see in Fig. 4, PANACEA, with its < 0.5 nickel content, was predicted to form nitride precipitates in the case of slow cooling which occurs in a sintering oven.
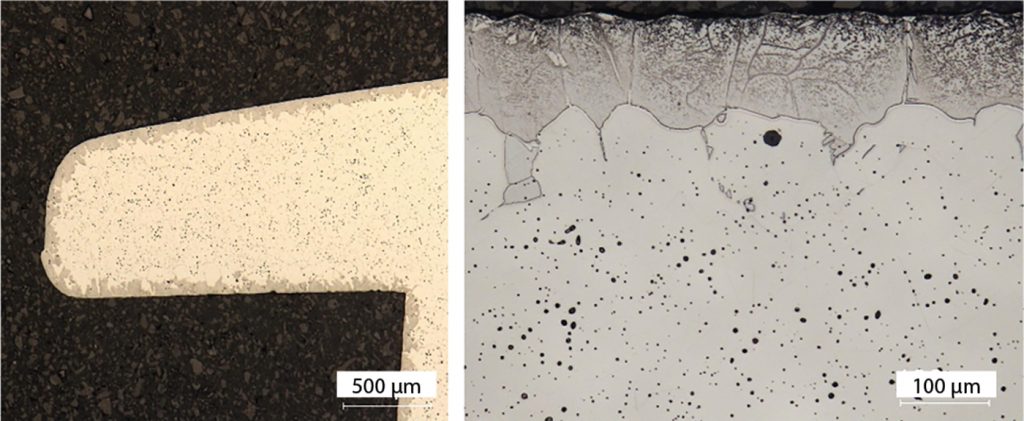
After sintering, this statement was verified with the formation of nitride Cr2N around the part. Fig. 5 shows a cross sectional view of the sintered PANACEA part showing this behaviour. Moreover, the slow cooling period increased the amount of ferrite which could be detected after sintering.
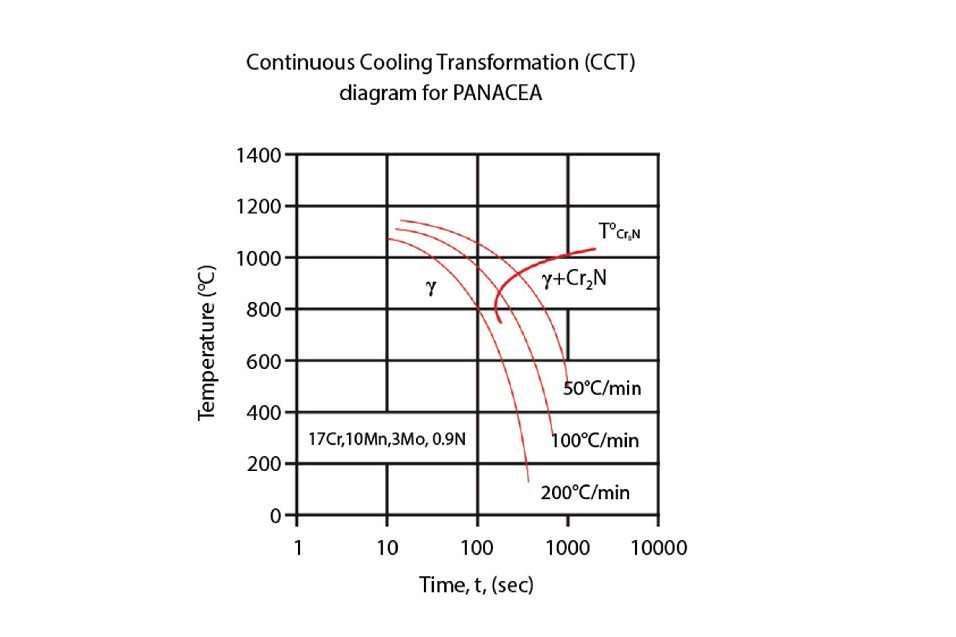
As shown by the Continuous Cooling Transformation (CCT) diagram in Fig. 6, nitride precipitation doesn’t occur with a fast enough cooling rate. After sintering, heat treatment is necessary to ensure that a complete austenitic structure is obtained by rapid cooling. After heat treatment with fast cooling, the nitride layer disappears (Fig. 6) and the ferrite is almost removed (less than 1.5%).
Regarding watchmaking and sweat corrosion tests, the obtained parts were shown to be resilient to corrosion (see technical data sheet in appendix) and, in addition, the absence of nickel within those parts ensured a release of less than 0.1 mg/cm2 per week as well as an approximately 300 HV surface hardness (as a reminder, a 316L steel has a hardness of between 120 and 140 HV without work hardening).
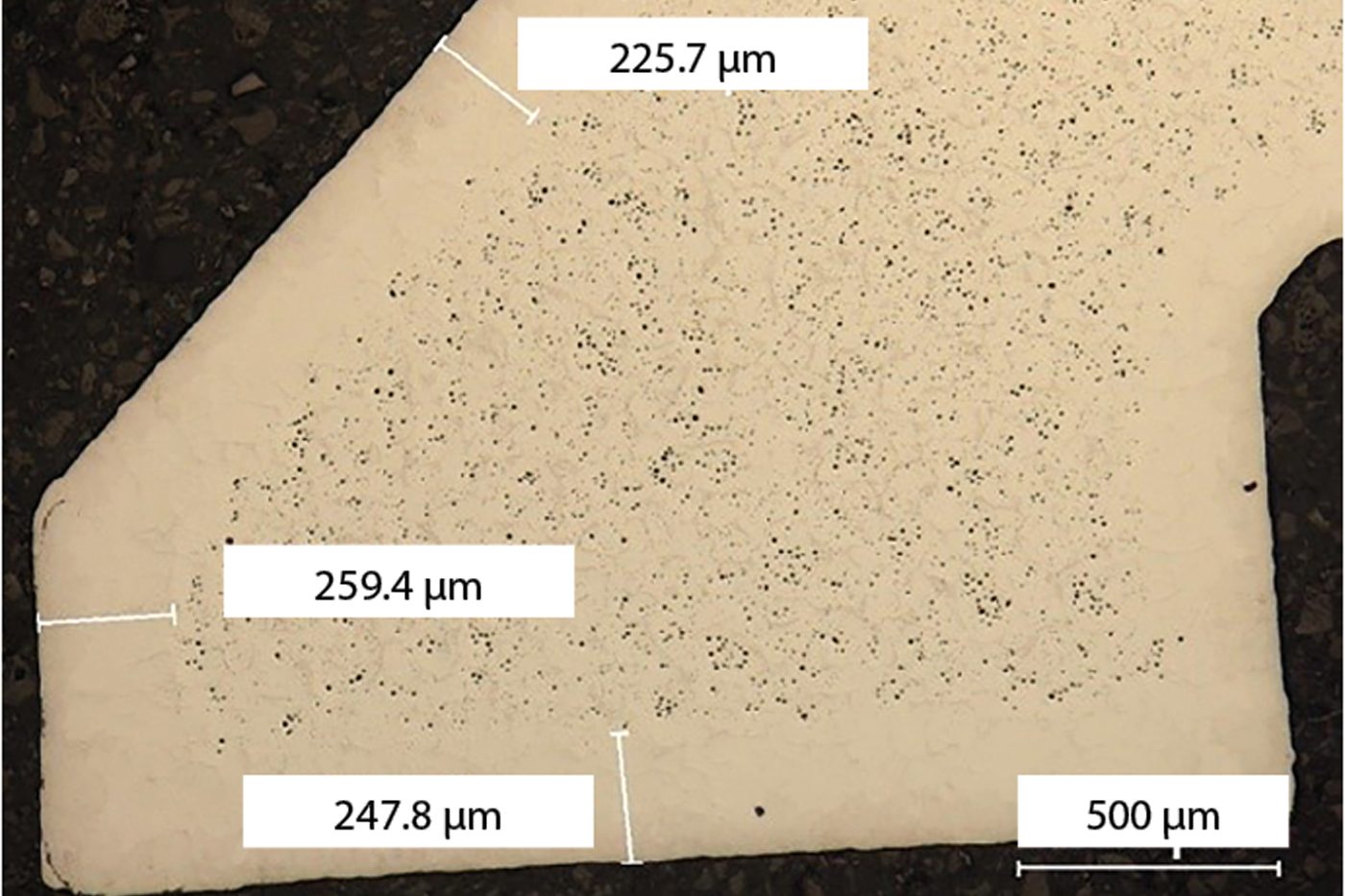
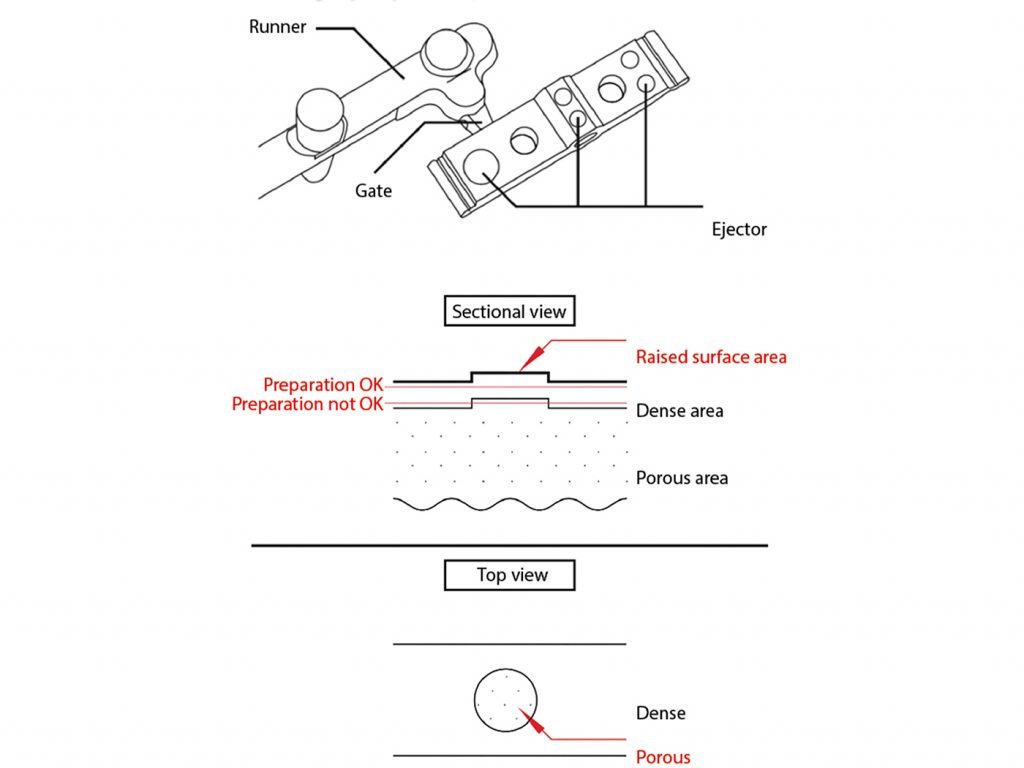
From the surface to a certain depth, the sintered part has a dense microstructure with no residual porosity (Fig. 7). The polishing of this layer allows an excellent aesthetic result. From a certain depth, however, residual porosity can be observed. This porosity, which is substantial, can be an issue: for aesthetic parts, an exaggerated polishing removes the dense layer and reveals the porous layer which allows visible pitting to appear and decreases the polish quality. This is especially true in locations with a raised surface area, resulting in a gap in the depth of the dense layer: polishing too deeply could result in a ‘ladybird’ effect, as shown in Fig. 8.
Conclusion
The use of standard stainless steels is prevalent in many sectors. However, many applications suffer from the limitations imposed by nickel’s presence, particularly in terms of hardness and salting-out. All the work carried out within Alliance-MIM on PANACEA materials was conducted with the aim of obtaining non-magnetic, corrosion-resistant parts with excellent hardness and impressive polishability, which are now available on the market. The use of nickel-free stainless steels with a high nitrogen content seems to be very promising in high-requirement fields such as luxury goods or medical applications.
Authors
Pierre Girin and Jean-Claude Bihr, translated by Aurore Diaz
Alliance MIM
Zi Foulottière, 22 Rue de l’Europe, 25410 Saint-Vit
France
[email protected]
www.alliance-mim.com
[1] Lidén C, Norberg K – Nickel on the Swedish market. Follow-up after implementation of the Nickel Directive. Contact Dermatitis. 2005 ; 52 (I) :29-35
[2] Alliance-MIM – Data Sheet . MIM Stainless Steel 1.4404 gas atomised. 2021
[3] Peter J Uggowitzer, Ruth Magdowski and Markus O Speidel – Nickel Free High Nitrogen Austenitic Steels. 1996; 903




