



Greening MIM: How Arburg is supporting energy and cost reductions in injection moulding facilities
Arburg GmbH + Co KG, Lossburg, Germany, a pioneer in the use of sustainable energy in its own operations, is now leveraging that expertise to support its customers in their mission to reduce energy consumption and improve the sustainability of injection moulding operations. Here, the company reports on its ‘Action Plan: Energy’, launched earlier this year, which has the specific goal of identifying and implementing a broad range of energy- and cost-saving opportunities. First published in PIM International Vol. 17 No. 2, Summer 2023 | 10 minute read | View on Issuu | Download PDF

Anyone who has been on a tour of Arburg’s Lossburg facility in Germany will know that energy efficiency has always been one of the company’s guiding principles. With recent price increases, the importance of energy has rapidly escalated throughout Europe and worldwide. This is, in part, why Arburg launched its ‘Action Plan: Energy’ in March this year, with a view to support its customers in maximising the energy efficiency of their injection moulding operations.
The plan is based on initial individual energy consultations as well as an energy survey which gathers data from a customer’s premises. The resulting analysis highlights many options for optimising energy requirements throughout the production process, thereby significantly reducing costs in injection moulding production.
Gerard Böhm, Managing Director Sales and Service at Arburg, stated, “The importance of energy costs increased at lightning speed in the injection moulding sector in 2022. We have responded to this with a professional action plan. The history of our company and our current activities show that we are great at saving energy, both in terms of our products and our in-house production. We allow our customers worldwide to benefit fully from this knowledge. With our in-depth expertise, machine upgrades and digital services, we support injection moulding plants and make them strong and resilient with regard to energy efficiency.”

Arburg’s energy action plan
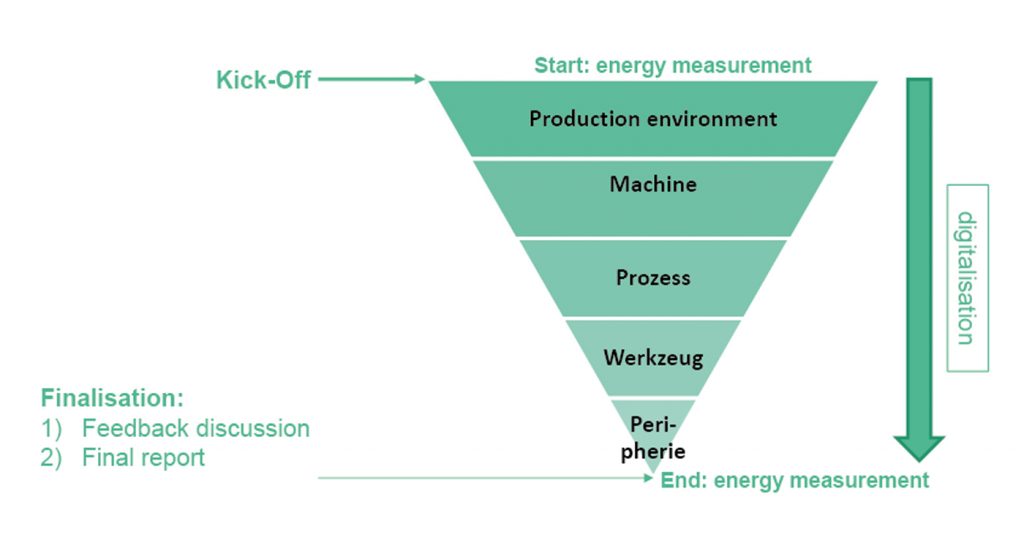
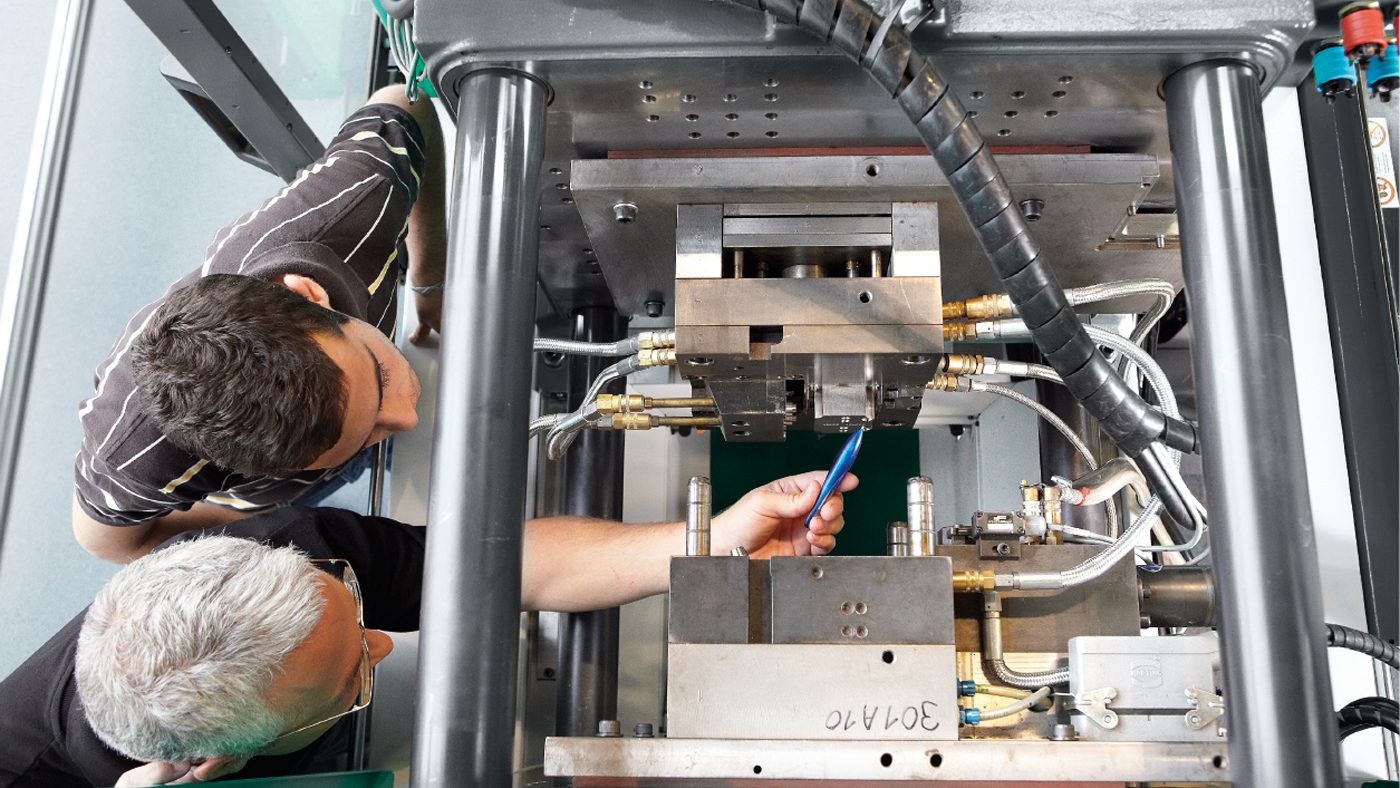
After an initial video conference, Arburg’s experts go to a customer’s premises, where they follow a five-step plan (Fig. 2). The first step is to determine energy requirements and consumption in a real production environment. For example, potential ‘energy guzzlers’ can be revealed by measuring power and compressed air leakages (Fig. 3). The measurement data are used for subsequent advice on process optimisation directly at the machine (Fig. 4). This is followed by new measurements to evaluate the success of these processes. In step 2, the machine fleet is classified, and individual retrofits are considered. Step 3 comprises of process and cycle time optimisations with the aim of increasing output and reducing specific energy requirements. In steps 4 and 5, the experts deal with the ‘dos and don’ts’ of moulds and peripheral equipment.

At the end of the action plan, there is a detailed consultation and a final discussion with the customer. The customer is given a list of measures with all of the information and specific recommendations on suitable retrofits and digital solutions, as well as the use of possible subsidies, dependent on the region. Arburg can also provide documented and traceable consumption measurements for new machines for businesses that require detailed energy data for certification. This service has three components:
Basic
A measurement of the energy requirement during the operating phase of the Arburg injection moulding machine and robotic system.
Extended
The energy requirement during the start-up and cooling phases, including peripheral devices, is determined in addition to the operating phase.
Complete
Additional measurements of water and compressed air consumption, flow rate and cooling capacity are taken.

How upgrades and retrofits can save energy
Existing Allrounder injection moulding machines of all sizes and series can be retrofitted with upgrades to optimise their energy usage. Depending on the application, fully insulating the cylinder may be worthwhile (Fig. 5) in order to ensure that process heat losses are minimised, as well as improving heating speed. With this measure, the energy requirement in relation to heating energy can be reduced by up to 40%, depending on the process.

Machines made in 2011 or earlier (with IE1 and older motors) can benefit from an upgrade to energy-efficient air- and water-cooled IE3 motors. This can result in an energy saving of up to 10%, which means a return on investment (ROI) of only one and a half to two years, depending on the machine.
Newer Allrounders can be retrofitted with the Arburg Energy Saving system (AES) to reduce production costs. Assuming a cycle time of 50 seconds and 6,000 hours of production per year, a hydraulic Allrounder 270 S can save around €4,800 with electricity costs of €0.40 per kilowatt hour, for example. In general, the payback period for an investment of this kind depends on the energy costs, machine, and process.
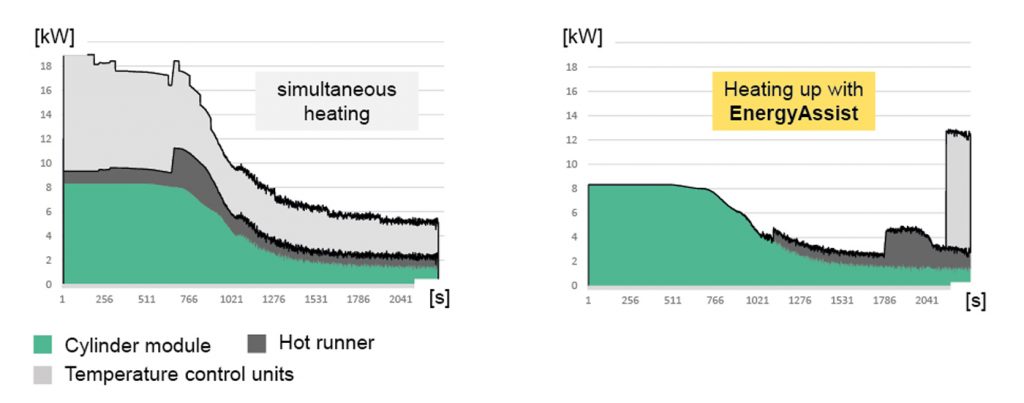
The Gestica machine controller actively supports the operator, including when it comes to energy optimisation. The assistance function ‘aXw Control EnergyAssist’ brings together all the essential functions for the heating zones of the plasticising cylinder and the mould hot runner, for example, and ensures that all heating zones are switched on and off in an optimised manner. This can reduce the energy requirement in the heating phase by up to 30% (Fig. 6).
Built for energy-efficiency: the new Allrounder 470 H
Arburg has shown what an energy-optimised injection moulding machine looks like with the Allrounder 470 H (Fig. 7). “When designing the hybrid Allrounder 470 H, we made significant advances to our tried-and-tested technology in order to optimise the energy footprint and reduce cycle times,” explained Guido Frohnhaus, Managing Director of Technology & Engineering at Arburg.
“There are many technical innovations in the new machine generation that are only available from Arburg”. These innovations include its new oil management system, flow splitting for simultaneous movements of hydraulic secondary axes, and the extended use of the Arburg servo hydraulic system. The new machine saves energy, conserves resources, is efficient in production, user-friendly, and reliable.
This is ultimately made possible thanks to the combination of the electric clamping unit and hydraulic injection unit. The electric drives reduce the energy requirement and thus the operating costs and carbon footprint, while the high-quality hydraulic injection unit lowers the purchase costs whilst being very robust.
A comparison of the hybrid Allrounder 470 H machine with similar capacity hydraulic machines results in figures that suggest a 50% smaller overall energy footprint, a CO2 reduction of up to 12,000 kg per year, a 35% reduction in the oil required (preheated by waste heat), and 50-70% reduction in the cooling water required.

Accessing and visualising energy data
Access to the right data can help make production processes more energy efficient and create transparency. The arburgXworld customer portal plays an important role in this regards. A new feature within the MachineCenter app is that of energy labels in which each Allrounder is assigned to one of three energy efficiency classes. In addition, its carbon footprint is displayed from the creation phase to delivery to the customer.
Depending on the machine, the customer portal also provides tailored suggestions for energy optimisation, for example through retrofits. The new equipment comparison option helps users quickly and efficiently find the best Allrounder for their current injection moulding process during production planning. Another tried-and-tested tool for determining the most efficient solution is the Arburg cost effectiveness calculator, which uses important parameters to compare the various options and determine unit costs and the payback period, for example.
The host computer system, ALS, also makes a significant contribution to increasing the production and energy efficiency of machines and systems. Arburg’s proprietary manufacturing execution system (MES) allows users to digitally plan and control their entire parts production process and track all relevant information. Mobile ALS functions enable resource-saving paperless production and energy requirements can be visualised and evaluated via ALS (Fig. 8). In the information and machine terminal, the total energy requirement of the current job, the energy requirement per 15 minutes or the average output per 15 minutes can be displayed.

Conclusion
Energy consulting, as part of a professional action plan, forms an important new component of Arburg’s portfolio of services. Customers can benefit from this in a very tangible way, especially in times of scarce resources and high energy costs, with on-site energy measurements and in-depth advice identifying specific areas for action.
The subsequent implementation of individual measures in a manufacturing plant, adjustments to the machines, and the use of digital features and supplementary training courses opens up enormous potential that can significantly reduce energy requirements and, therefore, costs.
Contact
Arburg GmbH + Co KG
72286 Lossburg
Germany
www.arburg.com
Further information on Arburg’s ‘Action Plan: Energy’ can made by contacting [email protected].




