



Extending the limits of Ceramic Injection Moulding: Thick-section processing with water-extractable binder
Water-based debinding in Ceramic Injection Moulding (CIM) is widely adopted for its safety and environmental advantages over solvent or catalytic systems. However, conventional water-soluble binders limit processing when fine powders and thick cross sections coincide, as slow extraction can cause residual binder, blistering and cracking during thermal steps. By optimising binder chemistry, thick-walled (>5 mm) components can be processed defect-free, even with ultrafine powders. Dr Rafael Olivera Silva of EnCeram explains how this approach expands the reliable CIM process window. [First published in Powder Injection Moulding International Vol. 20 No. 1, Spring 2026 | 10 minute read | View on Issuu | Download PDF]

Water-based debinding in Ceramic Injection Moulding (CIM) is an established and widely adopted technology. Compared to catalytic or solvent debinding systems, water-soluble binder systems are safer, more environmentally friendly, and more cost-effective. However, the further development of water-soluble systems remains constrained by the limitations of conventional binder formulations – especially when thick cross sections and fine powders coincide, where slow water ingress and incomplete extraction can leave residual binder in the core and increase the risk of blistering or cracking during thermal debinding and sintering.
Tailored adjustments to binder chemistry and to the interactions between binder components can extend the workable window for water debinding CIM. In the case presented here, CIM components with wall thicknesses exceeding 5 mm are successfully moulded, water-debound, and sintered without defects, even when using fine ceramic powders. Thick-walled zirconia specimens are used to highlight fracture surfaces and microstructural characteristics, showing how the binder system overcomes conventional processing limits.

Key challenges in water-debindable CIM feedstocks
Standard water-soluble binder systems for CIM often pose some limitations. Extraction times can be excessively long, and insufficient binder removal leads to blister and crack formation during thermal debinding. Hence, a persistent challenge is the reliable production of defect-free, thick-walled components that remain dimensionally stable throughout subsequent processing steps, including thermal debinding and sintering. Additionally, advanced and functional ceramic materials often require a fine, homogeneous microstructure, which is achieved only with ultrafine powders (D50 < 0.2 µm). This challenge becomes even more pronounced when working with ultrafine powder systems, for which the practical wall thickness limit is typically set at approximately 5 mm.
Several factors contribute to this limitation. The extremely high specific surface area of fine powders poses a significant challenge for wetting by partially water-soluble binders. Effective wetting requires binder molecules to cover the powder particle surfaces. However, as surface area increases, a larger binder fraction is needed to achieve complete coverage. At high powder loadings, the mobility of these binder molecules is restricted within the densely packed particle network, further limiting their ability to distribute uniformly. Together, these effects lead to elevated feedstock viscosity and impaired flow behaviour during moulding.
In addition, demixing between water-soluble binders and backbone binders is frequently observed due to limited chemical compatibility within the formulation. During debinding, the penetration of water through the fine-powder capillary network is significantly hindered compared with coarser powder systems. This leads to extended debinding times or, in some cases, incomplete removal of the soluble binder fraction. Residual binder trapped in the core of thick sections can subsequently cause internal defects, blister formation, or cracking during thermal debinding and sintering.

Achieving high-purity, high-precision ceramics
As the New Business Platform of Chemische Fabrik Budenheim KG, a global manufacturer of speciality chemicals, EnCeram draws on decades of expertise in polymers and ceramic raw materials to advance Ceramic Injection Moulding. Within this framework, EnCeram has developed the EnCeram SW binder system alongside compatible alumina and zirconia feedstocks engineered for robust, reliable processing.
The EnCeram SW system is based on an optimised binder chemistry that provides excellent adhesion to ceramic particles. This strong interfacial interaction enables ceramic oxide powders to disperse uniformly within the organic matrix, forming a stable thermoplastic suspension with significantly reduced susceptibility to demixing. As a result, EnCeram’s feedstocks exhibit consistent flow behaviour during moulding, enabling users to benefit from continuous, reliable processing.
A key advantage of the EnCeram SW system is its fast, clean, and residue-free debinding. Its controlled decomposition pathway, characterised by constant activation energy during thermal degradation, enables efficient binder removal. This minimises typical debinding effects, such as blistering, cracking and delamination. Additionally, the clean burnout allows production of high-purity, high-performance ceramic components. The use of high-quality raw materials and Budenheim’s extensive expertise in thermoplastic processing ensures that the binder system remains free of impurities, further safeguarding part cleanliness and microstructural integrity.
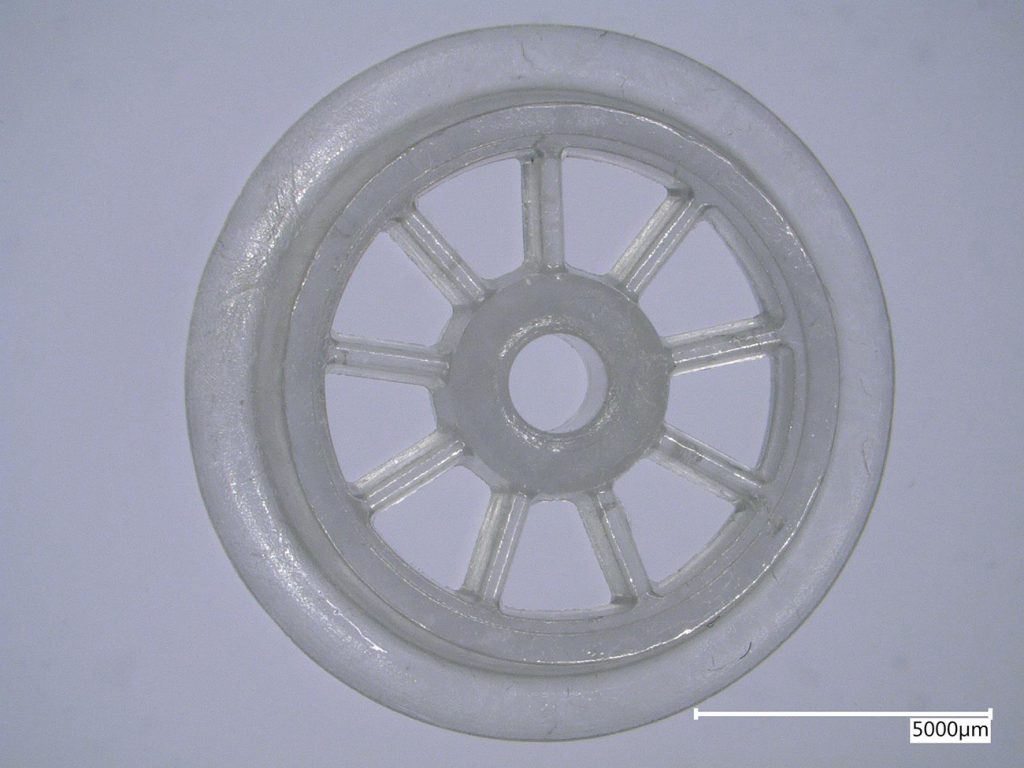
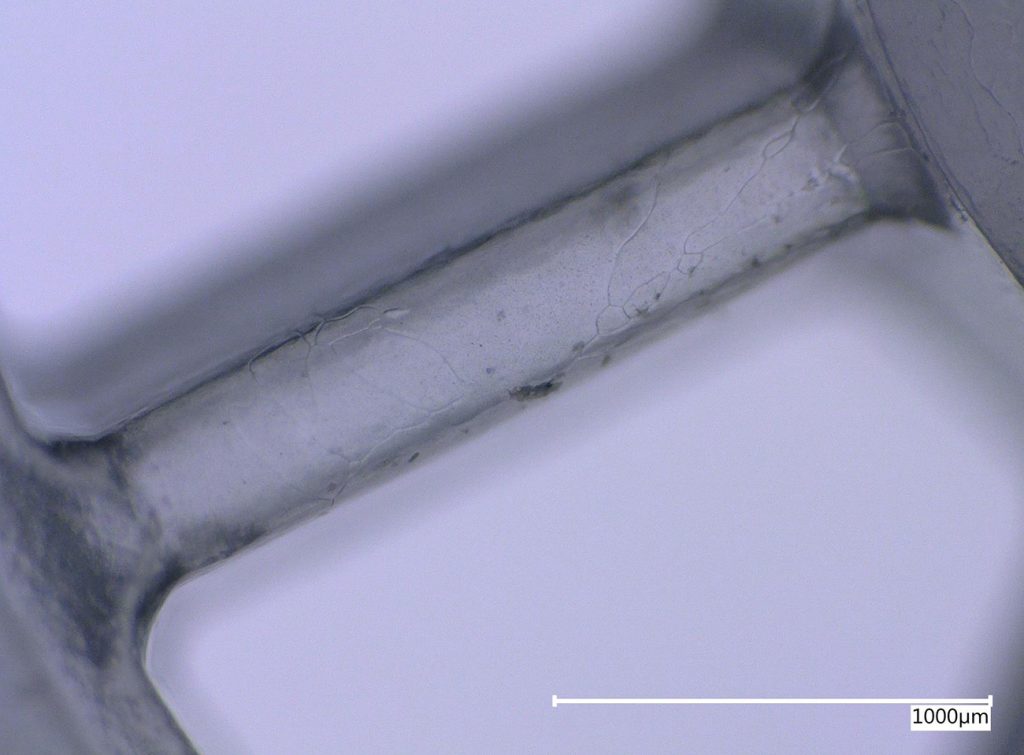
EnCeram feedstocks ensure high dimensional precision and excellent mouldability across a wide dimension and geometry window, with use cases demonstrating excellent processing of pieces weighing from 0.1 g to 1.5 kg. For example, a transparent alumina ceramic wheel manufactured using the EnCeram SW binder and a high-purity alumina powder demonstrates optical transparency (Figs. 2 and 3). Achieving optical transparency in alumina requires the complete absence of macro- and microstructural defects as well as strict control of impurities, demonstrating the quality and reliability of the EnCeram system.
The versatility of the EnCeram SW system becomes even more evident when processing finer ceramic powders, which typically pose challenges due to their high specific surface area and the resulting difficulty in wetting and coating. For such powders, full surface coverage by the binder is essential to maintain stable rheology, prevent powder-binder separation, and produce defect-free moulded parts. In the following section, we present a use case demonstrating the effectiveness of EnCeram’s zirconia feedstock in manufacturing thick-walled components, further emphasising the robustness and adaptability of the system.

How it performs: thick-walled zirconia with EnCeram SW
To demonstrate the capability of the EnCeram SW system when processing very fine ceramic powders in thick-walled geometries, cylindrical test specimens were produced with a diameter of 8.7 mm and a length of 60 mm. These parts were manufactured using the EnCeram SW ZR 3YS S TR feedstock. The feedstock contains 51.3 vol.% tetragonal yttria-stabilised zirconia (3Y-TYP) [1.1], with an average particle size (D50) of 110 nm and a specific surface area (BET) of 10.7 m2/g.
Injection moulding was carried out at a nozzle temperature of 160°C. Throughout production, the feedstock exhibited stable processing behaviour, with no interruptions due to mould tackiness, and with consistently clean gates and mould surfaces. This contrasts with the typical behaviour of standard water-soluble feedstocks, which often show increased demixing and leave residues during moulding. This performance was maintained over the entire production of a 5 kg sample batch, corresponding to approximately 380 specimens.
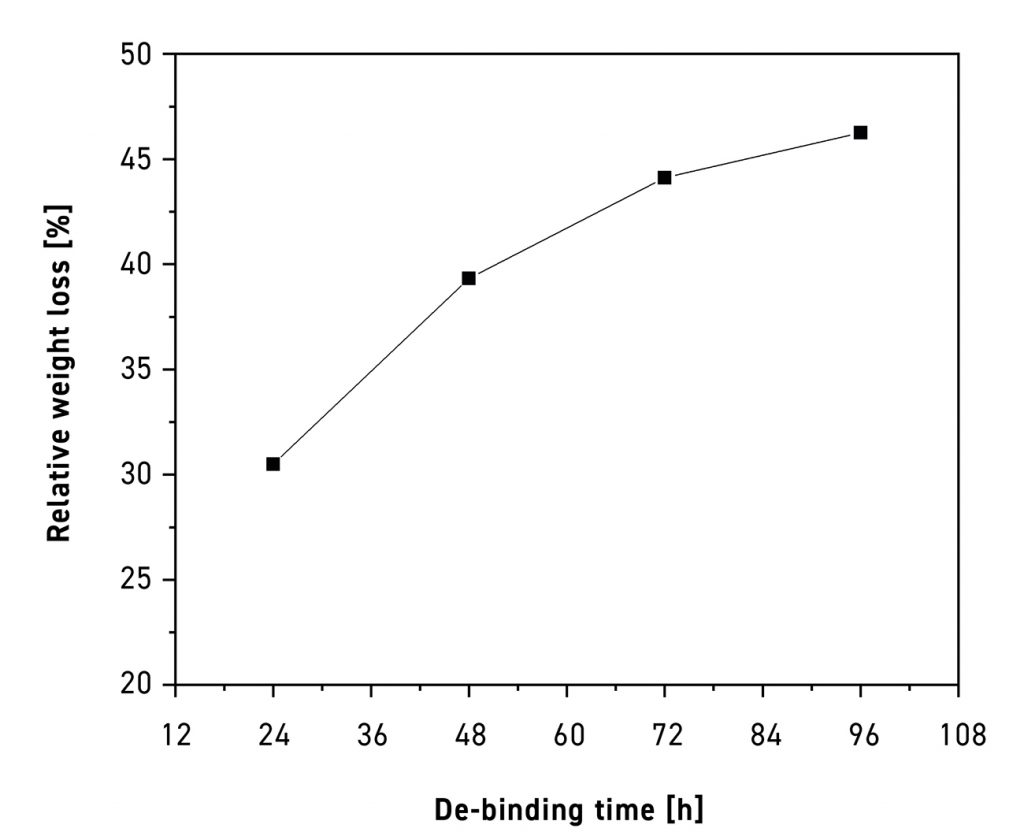
Following injection moulding, the specimens underwent water debinding. The relative weight loss during water debinding showed that after only 48 h, approximately 40% of the binder had been removed (Fig. 4). This 40% threshold serves as a practical benchmark for water-assisted debinding, as it enables the formation of sufficient open porosity to ensure rapid, defect-free thermal debinding.
Thermal debinding was subsequently performed with a continuous heating rate of 0.5 K/min up to 310°C, followed by a 4 h hold. The continuous heating is enabled by the EnCeram SW system’s constant activation energy for thermal degradation between 200-350°C. This characteristic ensures quick and controlled binder removal without defect formation.
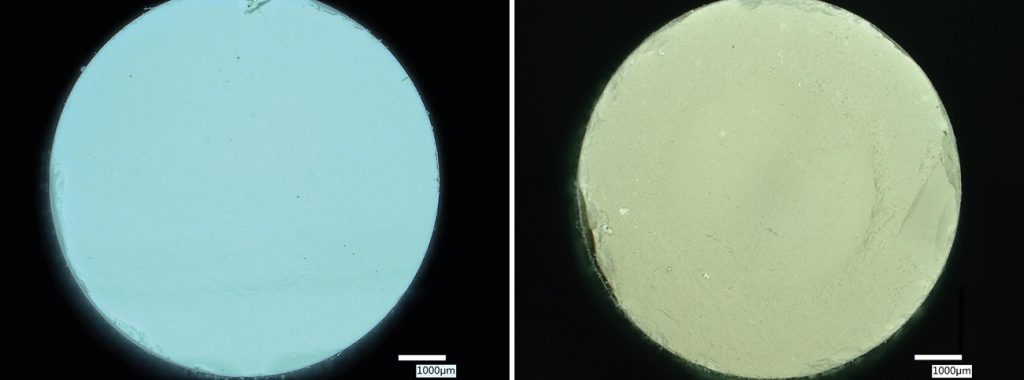
Microscopy images of fracture surfaces from both green and brown bodies are shown in Fig. 5. In both cases, the fracture surfaces appear flat and homogeneous, indicating the absence of lamination effects, powder/binder demixing, or inhomogeneous binder removal, further confirming the stability of the feedstock during moulding and debinding.
Sintering was conducted at 1450°C for 2 h. The resulting specimens achieved a density of 6.05 ± 0.03 g/cm3, measured according to DIN 60672-2. The bulk density corresponds to nearly 100 % of the theoretical density for 3YSZ. Remarkably, the parts exhibited translucency, even at this substantial wall thickness. Fig. 6 illustrates this effect: a black stripe placed behind the samples remained visible. Furthermore, no macro-defects, such as voids, cracks, or warping, were detected, accentuating the structural integrity enabled by the binder.
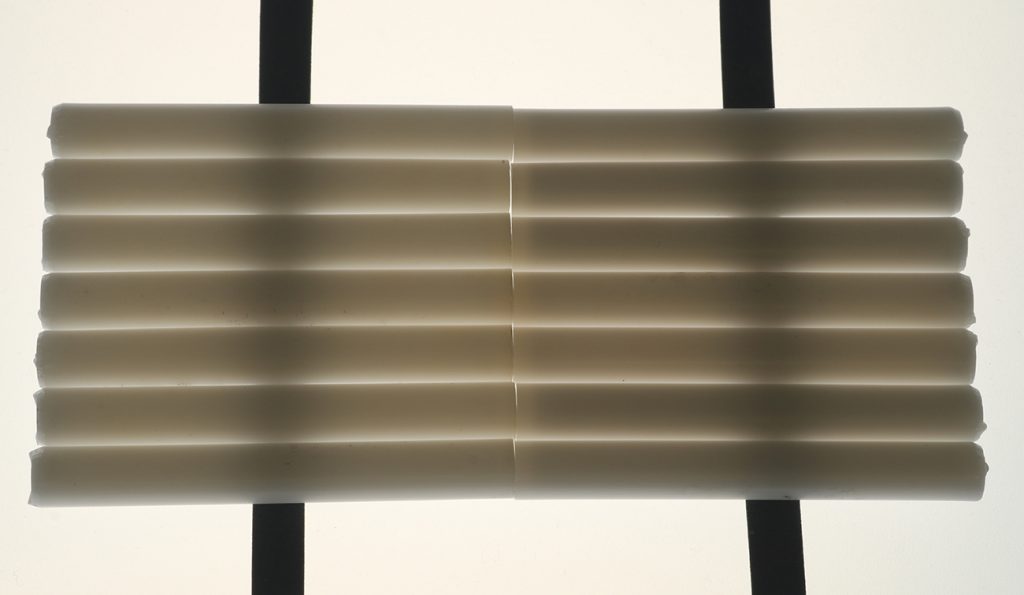
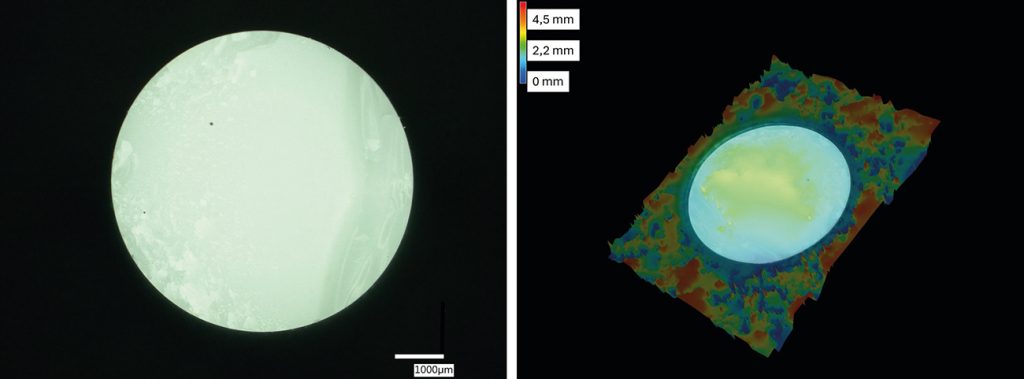
Fig. 7 (left) shows the fracture surface of a sintered specimen, imaged using confocal light microscopy. As observed for the green and brown bodies, the fracture surface remains flat and free of structural anomalies. The 3D reconstruction (Fig. 7, right) confirms this uniformity, demonstrating homogeneous microstructure and absence of density gradients.
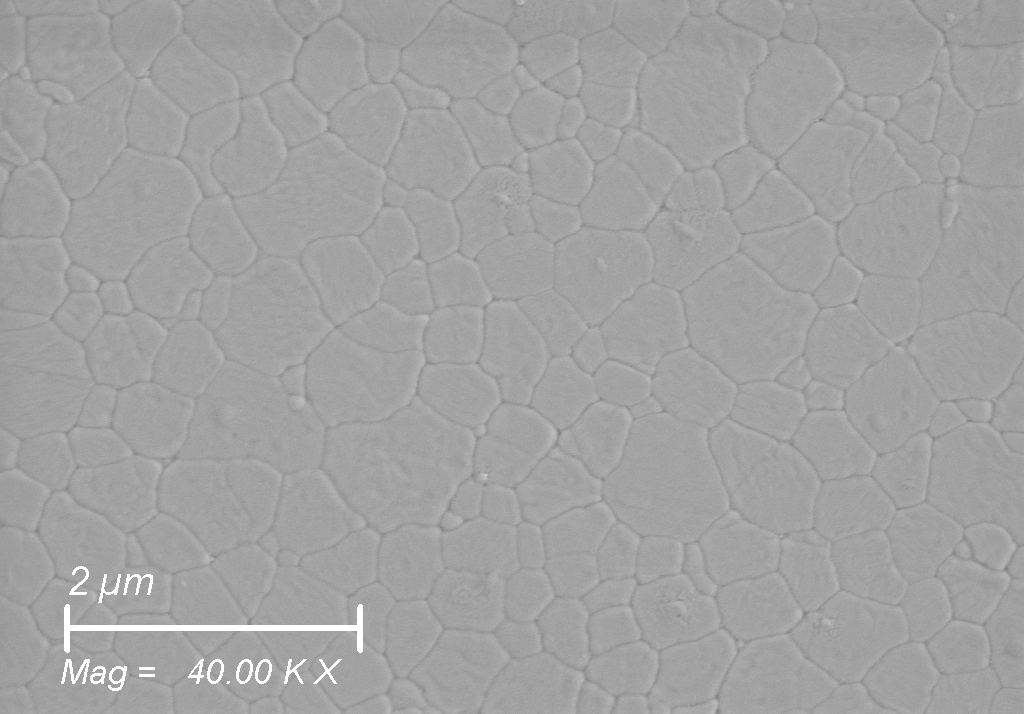
The sintered zirconia specimens (Fig. 8) exhibited a fully dense and exceptionally homogeneous microstructure. The microstructure is characterised by uniformly distributed grains with sizes below 2 µm and the complete absence of residual porosity. This fine-grained, pore-free morphology reflects the effectiveness of the EnCeram SW feedstock in ensuring homogeneous powder–binder dispersion, defect-free debinding, and controlled densification. Moreover, a dense, homogeneous microstructure minimises light scattering at grain boundaries or voids, thereby supporting the translucency observed even in thick-walled components. Altogether, these results confirm that the EnCeram SW system enables zirconia components to possess superior structural integrity, high density, and excellent functional performance.
Conclusions and outlook
Over the years, water-based debinding has earned its place within CIM. Despite its broad adoption, the technology still presents notable constraints, particularly when applied to components with cross sections exceeding 5 mm. This work demonstrates the strong performance and versatility of the EnCeram SW binder system for CIM with emphasis on fine powder systems and ceramic pieces with thick cross sections.
Through a combination of optimised binder chemistry and high-purity raw materials, the system enables stable ceramic powder dispersion, rapid water debinding, and clean, defect-free thermal removal. The case study shows the successful production of thick-walled components from very fine zirconia powder.
Overall, the results indicate that the EnCeram SW binder system provides stable processing, rapid water debinding and a fine, pore-free microstructure, enabling the production of high-quality ceramic components across a range of applications. For companies seeking to improve process reliability or explore the benefits of water-dewaxing CIM feedstocks, we invite you to contact us to arrange trials, obtain material samples, or receive technical support.
Author
Dr Rafael Olivera Silva
EnCeram
Chemische Fabrik Budenheim KG, Germany




