



Engineering innovation: Zimmer Group’s success in automation and Metal Injection Molding
From pioneering early industrial gripper systems to mastering Metal Injection Moulding, Germany’s Zimmer Group is today a leader in advanced automation and manufacturing technologies. With operations in 125 countries and a workforce of 1,300, the company produces MIM parts for both internal applications and a growing portfolio of external clients. Dr Georg Schlieper recently visited Dr Natalie Salk to learn about the company’s MIM journey, here he reports on how it has leveraged its expertise in automation to enhance efficiency across its MIM operation. [First published in PIM International Vol. 18 No. 4, Winter 2024 | 10 minute read | View on Issuu | Download PDF]

Günther Zimmer originally aspired to be a farmer. In 1979, he bought a run-down farm in Rheinau, a small town in southwest Germany, to pursue his dream. Today, however, he is co-owner of the Zimmer Group; a company with annual sales of €165 million and 1,300 employees. Reflecting on the origins of his company, he shared that, “In order to service the originating loan, I remembered what my father had already given me in the cradle: metalworking.” He explained, “My father was, at that time, a teacher at a technical school for metalworking and also a much sought-after expert in mechanics, hydraulics and pneumatics.”
Brothers Günther and Martin Zimmer founded Zimmer GmbH Technische Werkstätten (later the Zimmer Group) in 1980 from a converted cowshed. Initially, the brothers took on a wide range of metalworking orders, such as the production of turned and milled parts and work for construction. The company soon established close contacts with furniture factories, for which it manufactured automated drilling units.
Supported by their imaginative and technically adept father Herbert, Günther and Martin Zimmer launched the first gripping systems for industrial applications in 1982. These were immediately in high demand from domestic companies producing mechanical engineering and plant equipment, because advances in automation translated directly into the need for versatile grippers, pick-and-place systems, and other such machines. Buoyed by success, the company’s management decided to align its corporate strategy with this automation technology. Today, gripping systems remain an essential pillar of the company.
Zimmer Group’s gripping systems were originally marketed by one of Herbert’s friends, who owned the sales company Sommer Automation GmbH. At the time, the company exclusively manufactured for Sommer, allowing both companies to grow in parallel. When Sommer’s owner retired in 1999 with no successor, Zimmer GmbH acquired the company and integrated its sales operations.
In 1992, the company expanded with the launch of a new type of industrial shock absorber. Herbert Zimmer’s unique spiral groove technology had significant advantages over conventional industrial shock absorbers in terms of damping behaviour. Over time, more product lines were added, including clamping elements for linear slides. Over a few decades, the company grew substantially.

The vertical integration of manufacturing in the company is unusually deep. Most of the individual components used in the company’s products – whether made of metal, plastic or elastomers – are manufactured in-house and assembled into the finished product. A subsidiary, Zimmer GmbH Dämpfungssysteme, specialising in damping systems, was founded in Rheinau in 2004. The best-known components from this product line are damping elements used by the furniture industry in the millions in drawers and cabinet doors. The growing demand for plastic parts was met by the subsidiary Zimmer GmbH Kunststofftechnik, founded in 2007.
In 2013 the Zimmer Group was formed as the overall holding company. Over the years, several large buildings were constructed to meet the growing need for production space. Today, the Zimmer Group’s 1,300 worldwide employees work in seventeen international subsidiaries, and the sales network spans 125 countries.
As a successful company of its size, Zimmer Group has implemented a quality management system certified to meet all relevant standards. Continuous improvements are also being sought in certified energy and environmental management. Fundamental values, such as improving sustainability in all areas and striving to ensure the highest standards of working practices and social responsibility within its supply chain, are central to its management.

The evolution of Metal Injection Moulding at Zimmer Group
Clemens Kimmig, a trained gunsmith, is Zimmer Group’s Head of Development. In 2008, Kimmig discovered that many components for sporting and hunting weapons were manufactured using the MIM process, and so he familiarised himself with the technology. Since the group’s products use a large number of small, intricate parts, the decision was soon made to establish MIM production in-house. This was in line with Zimmer Group’s corporate philosophy of having the deepest possible vertical integration.
Widely used polyoxymethylene (POM)-based feedstock technology, which has advantages that include high green part strength and high dimensional stability, was chosen for the company’s production process. With POM feedstocks, a catalytic debinding process is used to remove the first-stage binder. In a final processing stage, the backbone binder is thermally removed prior to sintering the parts in an inert gas atmosphere or a vacuum.
Dr Natalie Salk, Key Account Manager (Fig. 3), joined the Zimmer GmbH in 2012, having already gained extensive experience in MIM technology. Salk studied mineralogy and crystallography at the University of Freiburg, where, as part of her doctoral thesis, she produced germanium and silicon semiconductor crystals. During her thesis work, she secured a job at the Fraunhofer IFAM research institute in Bremen, a renowned centre of expertise for Metal Injection Moulding technology. At IFAM, she worked on a project to grow diamond crystals and then joined the Powder Metallurgy Group after the project ended. Salk spent ten years at Fraunhofer IFAM as a project manager, with a focus on micro-MIM. “Semiconductors and metals are very similar in some respects, and both are variants of materials science,” she explained. “That’s why the switch to Powder Metallurgy was easy for me.”
When she received an offer from PolyMIM GmbH to take over the management of the company, she jumped at the chance and joined this highly-regarded MIM feedstock producer. Here, she established connections with numerous metal powder manufacturers as well as MIM part producers. After leaving PolyMIM, she moved to south west Germany with her family, having accepted a job from Zimmer Group, where she is now responsible for the sales of MIM parts and technical customer service.
Salk told PIM International that, when she first joined Zimmer Group, the company had already succesfully produced a 100Cr6 bearing steelpart. However, it was clear that the company’s young MIM department had much to learn and needed to undergo a steep learning curve before it could become a reliable link in the wider group’s operations.
Once the issues had been resolved, the group was able to reliably produce MIM parts for internal use. However, it turned out that the need for MIM parts within the company was far from sufficient to fully utilise the MIM department’s capacity. This led to the company offering its MIM technology externally in 2010.
Today, Salk describes her chief task as securing new parts for production. Her extensive background knowledge of MIM technology and materials science allows her to advise both customers and her project development team with a high level of expertise. When she talks with customers about possible MIM applications, she quickly sees where this technology could bring advantages and which applications might better suit other manufacturing processes.
“Thanks to being well known in the MIM community, I receive many enquiries and have significantly advanced the MIM department,” said Salk. “First and foremost, I work in sales but, since I come from the research department at the Fraunhofer IFAM, I of course like to participate in new part development projects. Although I have never worked directly operating the injection moulding machines, I know a few tricks, so I’m able to give useful tips to the MIM production team. If there are problems with the production of new parts, I am often asked for advice by the product development department.”

MIM production at Zimmer Group today
Zimmer Group’s MIM department has four injection moulding machines, two catalytic debinding machines, a thermal debinding furnace and three sintering furnaces. An in-house tool shop supplies injection moulding tools. To meet growing demand, a new sintering furnace for the thermal debinding and sintering MIM parts was recently commissioned.
“This new furnace can reach temperatures of up to 1,550°C in an argon atmosphere and enables sintering under vacuum, partial pressure and overpressure,” stated Salk. “The flexible atmosphere selection means that various gases such as nitrogen, argon or hydrogen can be used. With a usable space of 188 litres, the furnace significantly expands our previous production capacities. In addition, metals such as titanium and titanium alloys can be processed more efficiently, which opens new manufacturing possibilities and makes the selection of materials more flexible for customers.”
With the new furnace, Zimmer Group is able to produce a wide range of MIM materials. In addition to the commonly used low- and high-alloy steels, the portfolio also includes tungsten carbides, tungsten heavy metals, pure titanium and titanium alloy Ti-6Al-4V.
One noteworthy MIM application is the encoding ring shown in Fig. 4. This component, part of a pressure sensor, is designed to ensure that an electrical connection is only possible in a specific position.
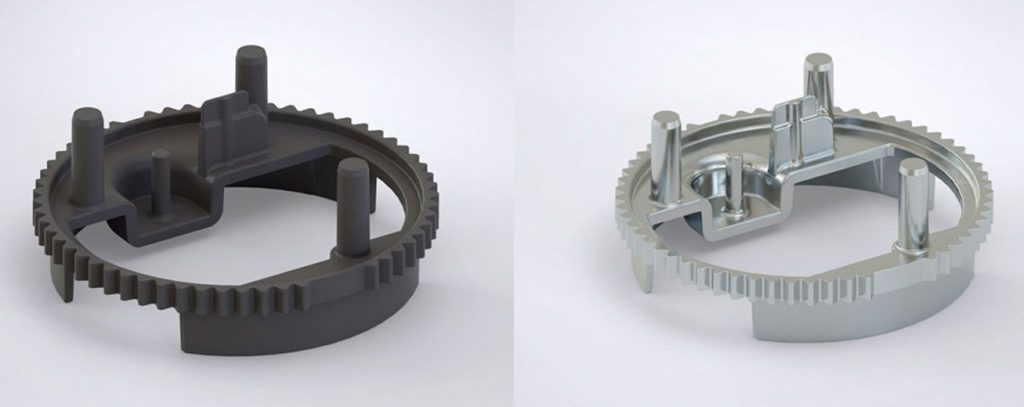
In another application example, Zimmer Group’s electric grippers use opening and closing jaws controlled by gears (Fig. 5). To do this, these gears need linear toothing. Due to space constraints, the toothing is set back and cannot be economically produced through machining, instead requiring production via MIM. Although the jaws are still mechanically machined on all sides for tolerance reasons, the production of the preform is undertaken by MIM.
The industrial shock absorbers mentioned earlier in this article, launched in 1992, are an ingenious Zimmer Group invention. Today, MIM is the only technology that makes it possible to economically produce key components used in them in large numbers. While conventional shock absorbers force oil through a piston with fine bores, Zimmer Group’s shock absorbers are designed with a spiral groove and a tapered cross-section (Fig. 6). This causes the resistance of the piston to increase the further the oil penetrates into the spiral groove. As a result, the damping effect increases depending on the piston travel, allowing the shock absorbers to exhibit low-vibration damping characteristics as compared to conventional dampers. The shape of the helical groove is reliably reproduced by MIM.

In addition to components for Zimmer Group’s own products, the MIM department manufactures parts for external customers that span a wide range of industrial applications. These application areas include automotive, sensor technology, electronics, mechanical engineering, sporting and hunting weapons, leisure and sports equipment, aviation, power tools, jewellery, surgical tools, and lock parts. Parts range in weight from a few tenths of a gram to as much as 160 g.

Investment in sinter-based Additive Manufacturing
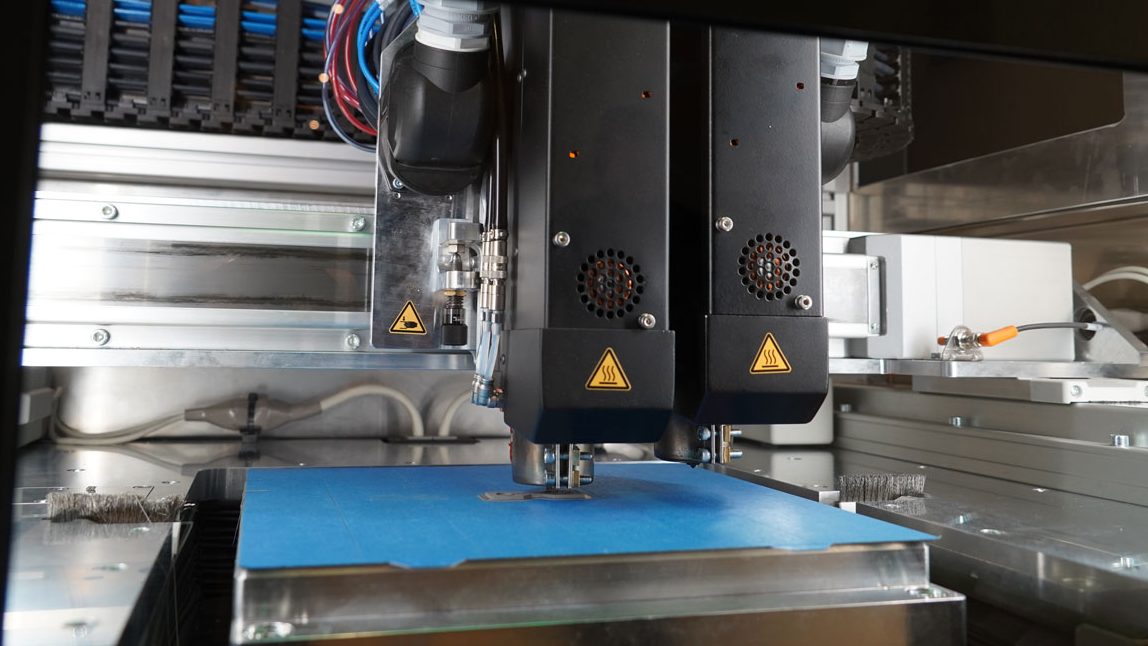
As with so many MIM producers, Zimmer Group has invested in metal Additive Manufacturing. After consideration, the company adopted sinter-based Material Extrusion (MEX) technology. This was selected because MEX machines can be operated with the same commercially available feedstock that is commonly used in its MIM production (Fig. 7). The green parts produced can be debound and sintered in the same furnaces as MIM parts. Zimmer Group uses MEX technology to rapidly prototype MIM parts so that the customer can test for fit and function without having to invest in expensive injection moulding tooling.
Leveraging the Zimmer Group’s expertise to improve MIM productivity
Of course, Zimmer Group also implements the extensive automation it offers its customers in its own production. During my tour of the company, I was particularly struck by the many fully automatic milling centres, which are operated by a small number of employees and produce milled parts around the clock. The assembly and functional testing of the company’s damping pistons is also automated.
One in-house automation development is the ZiMo mobile robot, which is used for pick-and-place tasks. Its robotic arm can be equipped with a mechanical or a vacuum gripper. The arm is mounted on the control unit, which stands on rollers, allowing the robot to be easily moved from one workstation to another. Thanks to the visual user interface, programming is intuitive and straightforward, making the robot suitable for use at companies that have little experience with industrial robots. For safety, the surrounding area is monitored by optical sensors that detect when a person approaches and immediately interrupts the robot’s activity, meaning the cell with the robot does not have to be physically cordoned off. The system is used in MIM operations to pick and place green and sintered parts (Fig. 8).

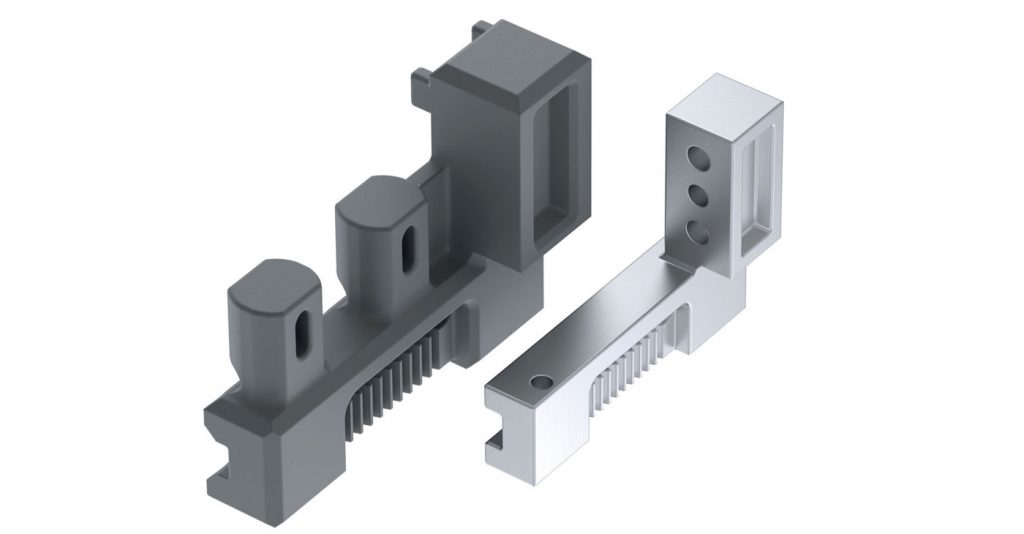
Zimmer Group’s in-house injection moulding experts have also developed a quick clamping system that enables tool changes in a matter of minutes. Two quick clamping plates are mounted on the stationary machine side and the movable ejector side of the injection moulding machine. With the help of eccentric screws mounted in the quick clamping plates, the two halves of the tooling are precisely fixed extremely quickly (Fig. 9). The quick clamping plates have a thickness of 30 mm; if required, they can be equipped with a 6 mm thick thermal insulation plate.
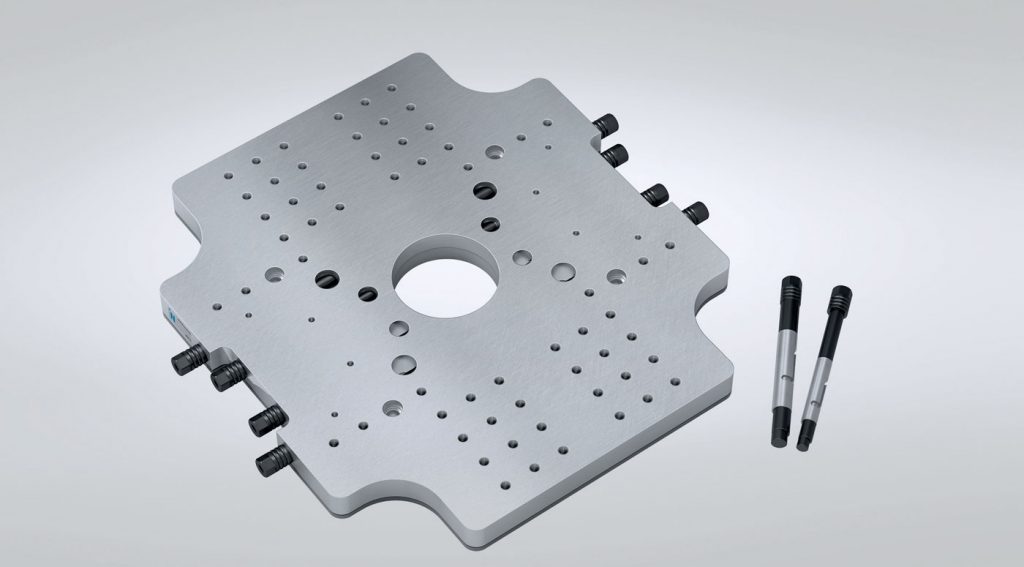
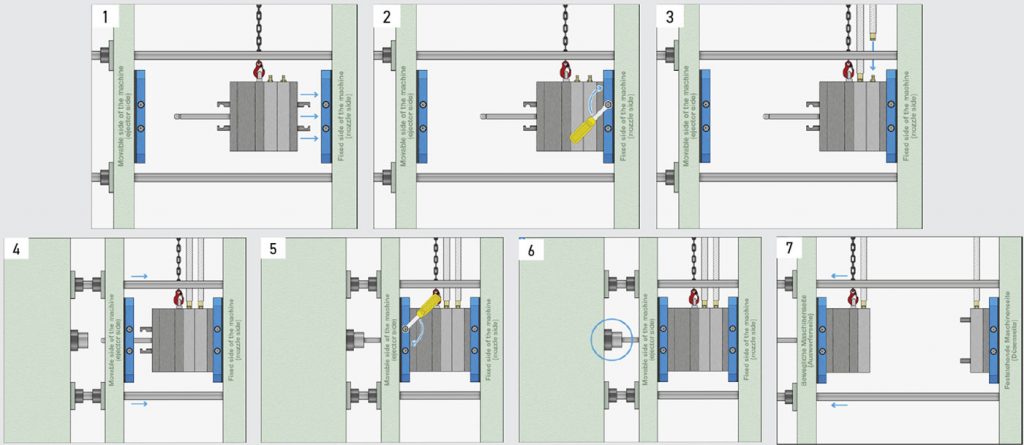
Fig. 10 outlines the sequence of tool setup with quick clamping plates. All Zimmer Group injection moulding tools are equipped with these quick clamping plates. With a trend towards smaller batch sizes, lower inventories and frequent just-in-time deliveries, a high degree of production flexibility is required. The quick clamping solution offers considerable advantages for this flexibility.
Conclusion
As a technology-driven company, Zimmer Group has advanced the MIM industry on two levels. Firstly, the company’s development of new MIM applications in a variety of market segments helps to increase the awareness and adoption of MIM. Salk contributes to this task with her extensive expertise and intimate knowledge of MIM technology, which she disseminates to both potential and established customers.
Secondly, its innovations have provided the MIM industry with solutions that can increase efficiency and productivity. Examples of these developments are the ZiMo robot and the quick clamping systems for injection moulding tools.
By combining in-house expertise with a focus on the needs of external customers, Zimmer Group not only strengthens its internal operations, but also offers significant value to new partners, setting a benchmark for excellence in the MIM sector.
Contact
Dr Natalie Salk
Zimmer Group
D-77866 Rheinau
Germany
[email protected]
www.zimmer-group.com
Author
Dr Georg Schlieper
D-45133 Essen, Germany
[email protected]




