Element 22: Mastering titanium component production with Metal Injection Moulding and Additive Manufacturing
Element 22 GmbH has built its reputation on developing efficient ways to manufacture complex titanium components for demanding applications in medicine, aerospace, luxury goods and emerging hydrogen technologies. By leveraging Metal Injection Moulding, sinter-based Additive Manufacturing and carefully controlled finishing processes, the company demonstrates how titanium parts can be produced reliably and at scale. Dr Georg Schlieper recently visited the company for PIM International to explore its processes and ongoing developments. [First published in Powder Injection Moulding International Vol. 19 No. 4, Winter 2025 | 10 minute read | View on Issuu | Download PDF]

Element 22 GmbH, based in Kiel, northern Germany, has established itself as a specialist in the powder metallurgical production of components made from titanium and its alloys. Founded in 2011 by Matthias Scharvogel, the company has steadily expanded its manufacturing capacity and technical expertise in response to the growing industrial use of titanium in sectors such as medical technology, aerospace and, more recently, hydrogen energy.
The company’s name, Element 22, refers to titanium’s position in the periodic table of chemical elements. Titanium and its alloys are regarded as some of the most valued engineering materials. Titanium’s strength-to-weight ratio is among the highest of all structural metals; its alloys retain this combination of low density, strength, corrosion resistance and biocompatibility. Alongside pure titanium, its alloys are often used in technical applications, especially the alloy Ti-6Al-4V, which contains 6 wt.% aluminium and 4 wt.% vanadium; in practice, when titanium is discussed in general terms, this alloy is usually implied.

These characteristics explain titanium’s use across multiple sectors. In aerospace, its low density supports lightweight structural design; in medical technology, its proven biocompatibility makes it suitable for implants; and in luxury consumer goods, titanium has established itself as a prominent material.
In addition to machined components, sintered parts, whether produced by Metal Injection Moulding (MIM) sinter-based Additive Manufacturing (AM, SBAM) or conventional Powder Metallurgy pressing routes, are increasingly adopted because the processes are sustainable, resource-efficient and cost-effective. While more than 90% of material can be lost when machining titanium aerospace components from bar stock, material waste in Element 22’s MIM and AM production is typically limited to a maximum of 5% of the component’s weight, contributing to both material and energy savings.
Scharvogel continues to manage Element 22 and is the majority shareholder; around one‑third of shares are privately held. The company now operates 2,500 m2 of production space and 650 m2 of office space. The company continues to expand in all divisions, with robust growth in hydrogen technology applications. Its manufacturing capabilities span the full PM titanium process chain – from powder handling and feedstock preparation to injection moulding, sintering and post-processing – forming a foundation for its later developments in sinter-based Additive Manufacturing.

MIM feedstock production and injection moulding
The fine, spherical MIM-grade titanium powders processed at Element 22 must not be exposed to air before they are converted into feedstock, as in the worst case it can self-ignite or, at the very least, absorb oxygen and nitrogen to levels that would compromise final properties after sintering. To prevent this, the powders are handled in a glove box under an inert atmosphere.
Feedstock for MIM is then produced in two kneaders. Once the polymers are added to plasticise the powder, they act as a barrier, protecting from further reaction with air. Once removed from the kneader, the feedstock is pelletised so that it can be easily fed into the injection unit of the injection moulding machine.
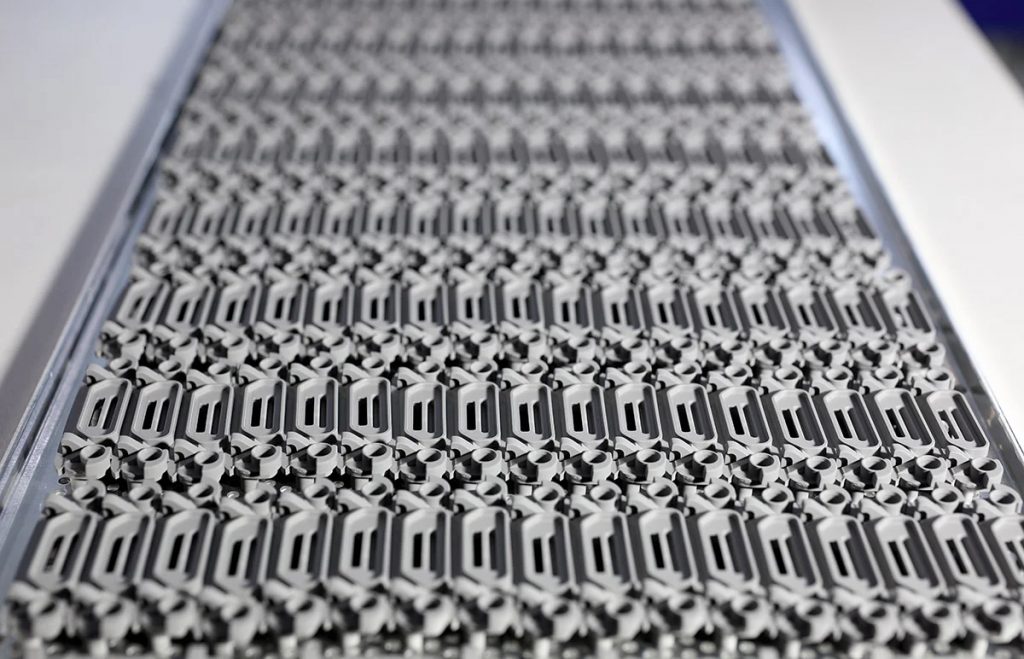
Element 22 operates five injection moulding machines with clamping forces ranging from 300 to 800 kN (Fig. 2). The company does not maintain its own tool shop; instead, injection moulding tools are manufactured by specialist toolmakers, with only a small workshop on site for routine maintenance.

Injection moulding tools with up to eight mould cavities are in use. For high-volume components, parts are removed from the mould by pick-and-place robots and placed on trays for further processing. Hot runner technology is rarely used because it makes it difficult to control the temperature distribution in the injection mould. Sprues are shredded, blended with fresh feedstock and reused.
Debinding and sintering MIM parts

Green parts are debound in a solvent-based process. Three solvent debinding units are available for this purpose, and the company recycles used solvents in two distillation plants. Parts are then sintered in four vacuum furnaces (Fig. 3).
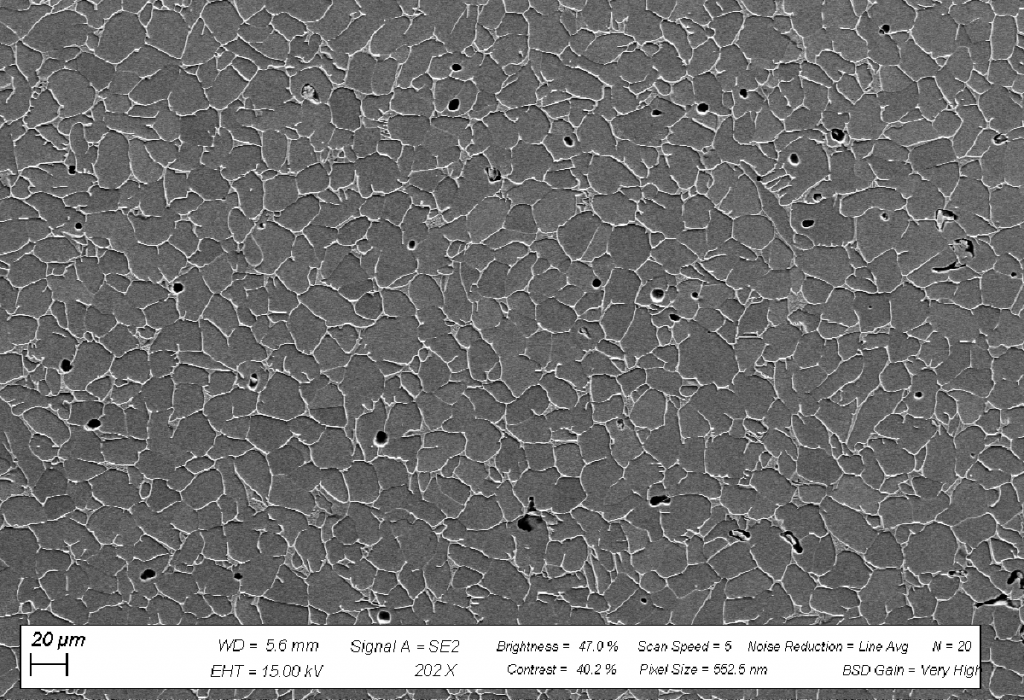
Element 22 operates a patented sintering process called Selective Bead Sintering (SBS). The method exploits the allotropic behaviour of titanium, which exists in two crystallographic modifications: α-titanium (hcp) at low temperatures and β-titanium (bcc) above 882°C. Because atoms are less densely packed in the cubic lattice, the β phase exhibits higher atomic mobility and self-diffusion rates.

In Ti-6Al-4V powders, however, both α and β phases coexist up to around 1,000°C. Element 22 has developed a unique low-temperature sintering regime that achieves ≥99.5% density, producing fine-grained titanium with high strength and ductility. Fine-grained powders show particularly high sintered densities in the upper α+β region.
This behaviour is attributed to the dominant diffusion mechanisms: while β-phase sintering is driven by volume diffusion and rapid grain growth, the α+β region favours surface and grain-boundary diffusion, which are more energy-efficient and promote densification (Fig. 4).
Evaluating MIM titanium parts against wrought samples
To benchmark the performance of the MIM components, Element 22 has carried out comparative testing against CNC-machined wrought reference specimens. All test specimens – including the Grade 23 CNC wrought reference – underwent identical surface finishing, using glass-bead blasting (bead size: 100-200 µm; blasting distance: 50 cm; blasting pressure: <2.5 bar; equipment: MHG SMG50). The test geometry was a rectangular bar with nominal dimensions of 44 mm in length, 5.5 mm in width and 3 mm in thickness.
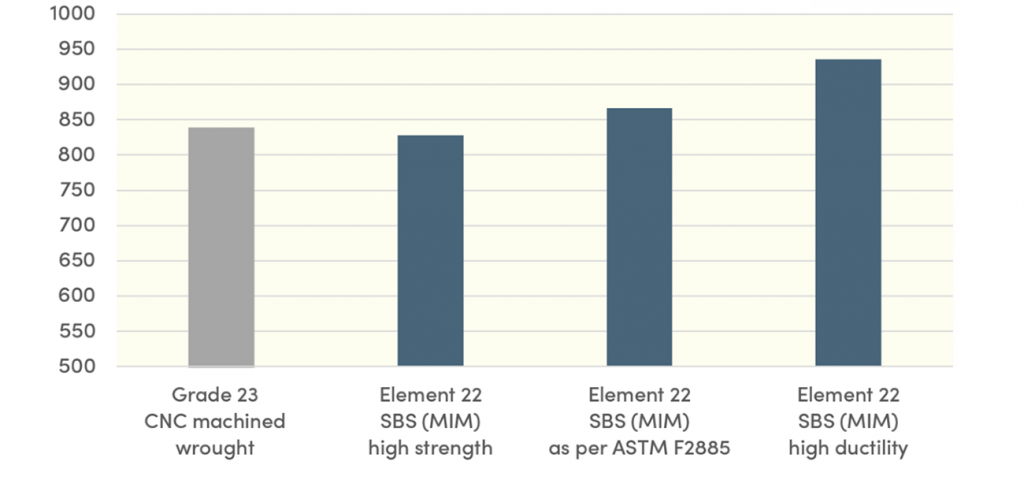
Element 22 evaluated mechanical performance in accordance with ASTM F382, the standard specification for metallic bone plates; however, with two defined deviations from the prescribed procedure. First, it reduced the test termination criterion from the ASTM F382 value of 106 cycles to 500,000 cycles. Second, it increased the test frequency from the standard 5 Hz to 6 Hz, with the force signal directly following the displacement signal. The resulting fatigue data confirm the competitive mechanical integrity of Element 22’s MIM SBS Ti-6Al-4V compared to wrought Ti-6Al-4V. Differences between the various SBS material variants are illustrated in Fig. 5, showing that certain types of Element 22’s SBS MIM can even outperform wrought material under the given test conditions.
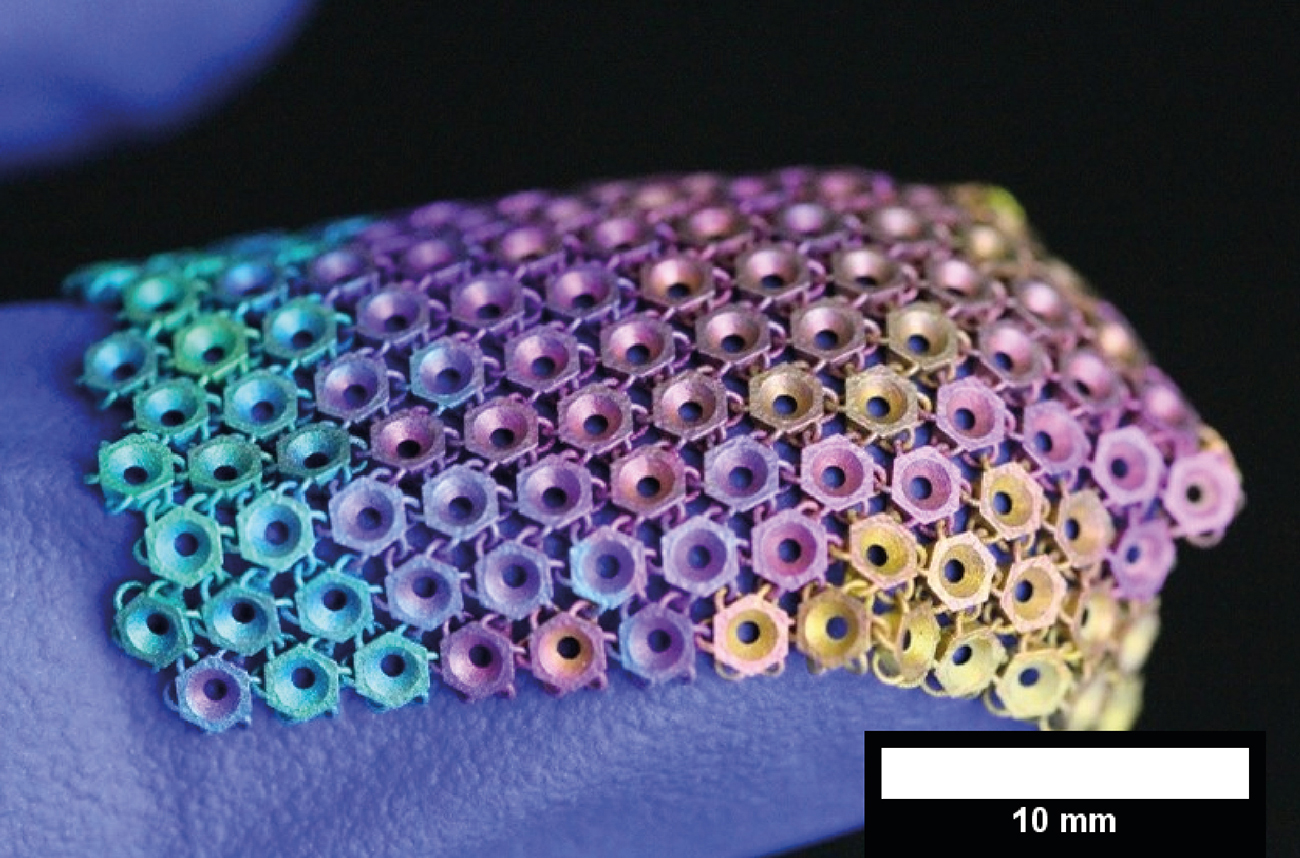
Post-processing

A variety of post-treatments can be applied to MIM titanium components. To improve the surface finish, many parts are blasted with glass beads or treated by vibratory finishing. Colour anodising can be used to colour-code similar-looking components (Fig. 6). Almost all parts used in hydrogen technology applications receive a Physical Vapour Deposition (PVD) coating. Furthermore, surface hardness can be significantly increased by Oxygen Diffusion Hardening (ODH) or Nitrogen Diffusion Hardening (NDH) without affecting the part’s dimensions. With these processes, a Vickers hardness of 1,200 HV can be achieved. In some cases, titanium parts produced by MIM are also joined to parts manufactured by machining or another PM-based process by diffusion bonding.
Developing a new titanium MIM application
When a customer shows interest in a new titanium product and submits an enquiry, Element 22 first carries out a preliminary analysis. This establishes whether the part is a good fit for MIM or AM, which material is most suitable, and whether the request aligns with the company’s strategy. If the answers are positive, Product Engineering takes over the project. Here, the team reviews the manufacturing route in detail and finalises requirements together with the customer. Because titanium products are typically demanding and must withstand high stresses, early and close customer contact is especially important.
The use of simulation to optimise component and tool design has become increasingly important in recent years. In particular, tool design based on injection fill studies shortens development times and helps avoid errors while reducing costs. The sintering process, known to be associated with considerable changes in the dimensions of the sintered material, is also better understood with the help of simulation tools. The dimensional changes and the influence of gravity and friction with the parts’ setters can be better predicted with finite element software.
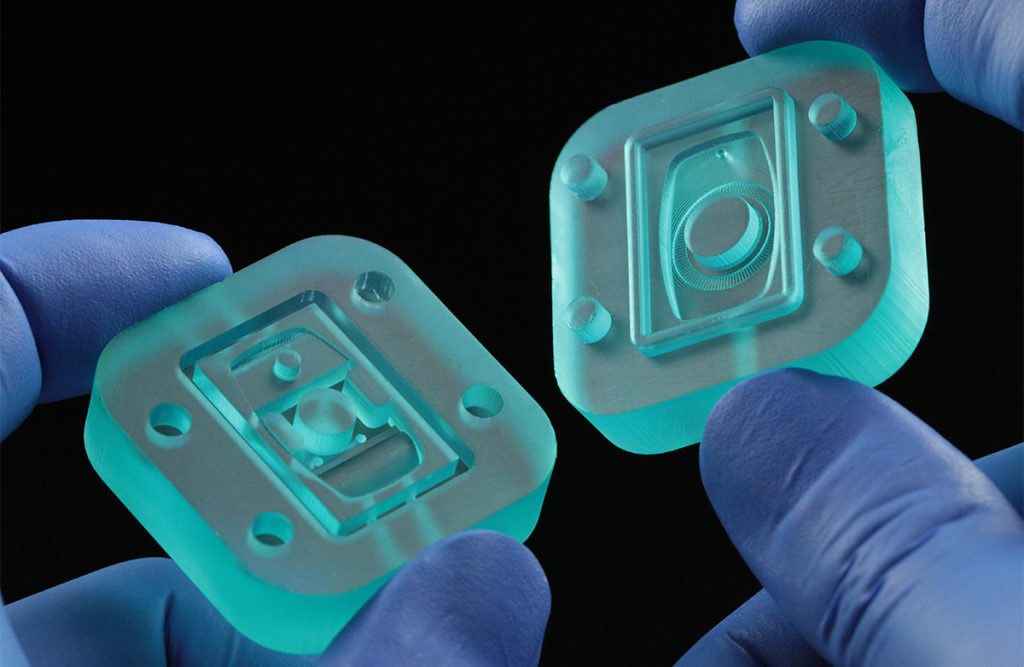
If there is still doubt about the final component geometry and function of a MIM part after simulations, prototypes are made and tested. To do this, either a mould insert for an injection tool is produced (Fig. 8), which can be used to produce a limited number of prototypes, or the prototypes are produced directly by Additive Manufacturing. Since the processes for debinding and sintering the AM prototypes are identical to the production of MIM parts, a direct comparison of the properties is possible.
Quality management and sustainability
Extensive measures are taken to ensure the quality of all products. As standard, the monitoring and statistical evaluation of weight and function-critical dimensions, which is common in the entire PM industry, is carried out. If requested by the customer, tensile specimens produced by either MIM or AM and sintered together with the parts are used to verify the strength properties. Further special material investigations, in particular scanning electron microscopy and chemical analyses, are outsourced to a university laboratory nearby.
Element 22’s quality management system is certified to ISO 9001 and is regularly audited. Other certified management systems include ISO 13485 for medical devices and the aerospace quality management standards EN 9100 and AS9100.
Sustainability and environmental protection are key priorities for Element 22. The company sources its electrical energy from renewable providers to reduce carbon dioxide emissions, and production waste is minimised and recycled wherever possible.

MIM expansion driven by hydrogen technology applications
Additional offices and a new production hall were recently leased to support the company’s continued growth. This latest expansion provides capacity for new production lines and an increasing workforce across all areas. Growth is already greatest in hydrogen technology. In the next few years, the new premises will be equipped with production facilities, and the staff will also continue to increase from the current fifty employees.
Highly qualified engineers with knowledge of materials science, injection moulding technology and chemistry are trained at neighbouring universities. In cooperation with university professors, topics for bachelor’s, master’s and doctoral theses are assigned, some of which can be carried out directly within the company. In this way, students and company employees get to know each other informally, and the management can select suitable candidates for a permanent position.
The rise of Additive Manufacturing
When the topic of AM was raised, Scharvogel first let out a deep sigh. “The benefits of AM are essential to us,” he said, “but introducing these technologies into the manufacturing of medical and aviation products has taken years and has been expensive. Each new process technology has to be qualified at great expense.” While the qualification of new processes is still ongoing, Element 22 has been developing applications in the consumer goods market which are subject to less stringent controls.
Initially, Element 22 considered which of the various AM processes was most suitable for titanium. Since the equipment for debinding and sintering was already in place, it quickly became clear that only a sinter-based process was an option. Additionally, the metal powders used for MIM can also be utilised in the AM process. Element 22’s knowledge and extensive experience in binder systems, debinding, and sintering were of great value in the selection and introduction of Additive Manufacturing processes.
Cold Metal Fusion
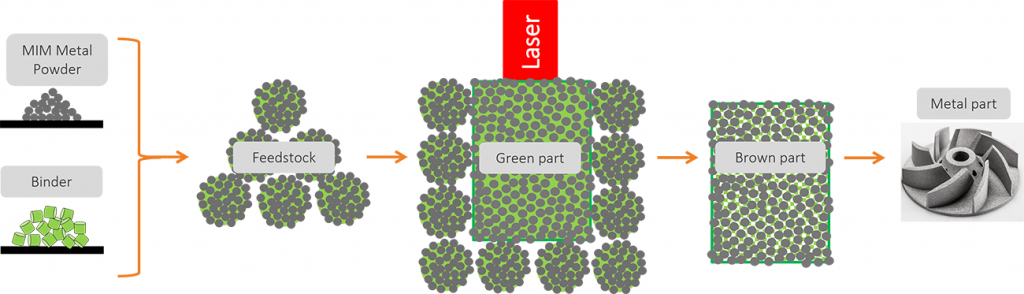
Element 22’s first choice when selecting sinter-based AM processes was the Cold Metal Fusion (CMF) process from Headmade Materials. In CMF, metal powder is processed into a fine micro-granulate in which multiple titanium particles are bound together by a polymer binder, typically forming agglomerates of around 0.1 mm. This granulation improves flowability, minimises dust formation and shields the titanium powder from contact with air.
The micro-granules behave similarly to a highly filled polymer and parts can be built using polymer Laser Beam Powder Bed Fusion (PBF-LB) machines. During the build, only the polymer binder is melted by the laser; the titanium powder remains in the solid state, resulting in low thermal loads and reduced energy consumption. The components are built directly in the powder bed rather than on a base plate, so support structures are not required, and multiple parts can even be stacked vertically to maximise the installation space.

After building, the green parts are removed from the powder bed, debound in solvents in a process similar to MIM, and then sintered in a controlled atmosphere, typically under vacuum.
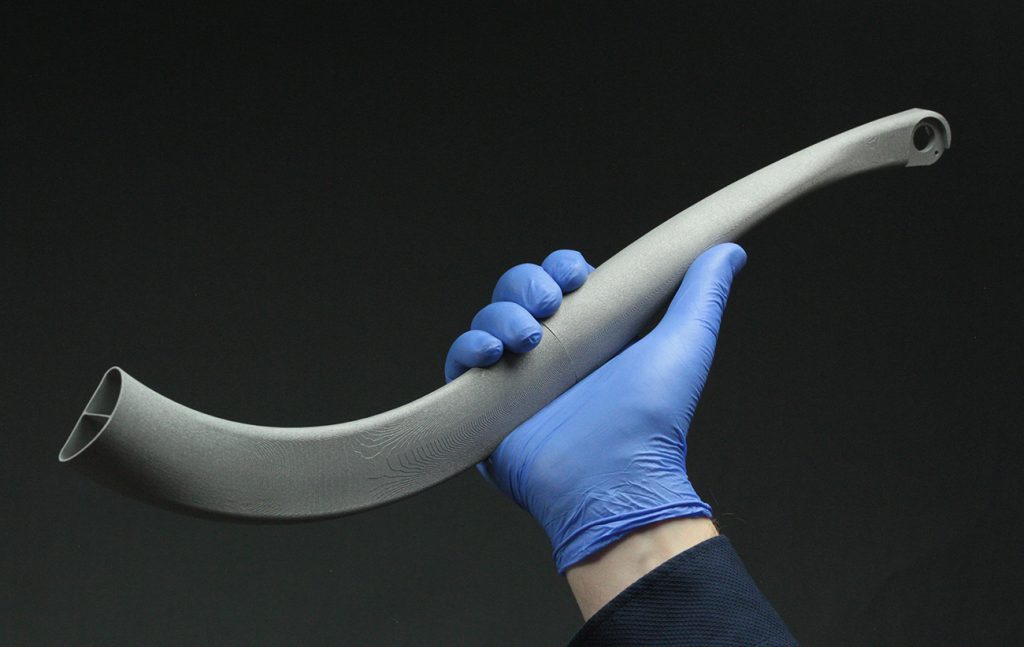
Element 22 operates two SLS machines tailored towards Cold Metal Fusion that can build AM components with dimensions up to 300 mm. An important area of application for AM of titanium and its alloys is high-end bicycles; Figs. 10 and 11 show examples of these applications.
Material Extrusion
A further sinter-based AM process used by Element 22 is pellet-based Material Extrusion (MEX), also referred to as Fused Deposition Modelling (FDM). MIM feedstock pellets are used directly for this process, and Fig. 14 shows a turbine wheel for a high-performance engine produced by this technology. Since MEX does not use a powder bed, the depowdering step is eliminated and parts with internal cavities can be built. The process is primarily used to manufacture devices and tools for Element 22’s internal requirements. Devices that come into contact with titanium powder or titanium parts are also produced in titanium to avoid cross-contamination.

Closely related to this is filament-based Material Extrusion, widely known as Fused Filament Fabrication (FFF). Instead of MIM feedstock pellets, a metal-loaded polymer filament is used as the raw material, produced by extruding the MIM feedstock. Element 22 manufactures filaments that are flexible enough to be wound onto a coil. These filaments are supplied to customers for use in their own processes. Element 22 also uses extrusion technology to produce titanium profiles of up to 700 mm in length.
Binder Jetting
Although Binder Jetting (BJT) is among the most widely known sinter-based Additive Manufacturing processes, it is not widely used for titanium. Element 22 has not yet integrated this technology into its production portfolio, primarily due to the complexity of operating under inert gas conditions and the associated challenges of titanium powder handling. Instead, the company has focused its efforts on other AM technologies that are better suited to titanium processing. Nonetheless, Element 22 is participating in a collaborative project aimed at validating the Binder Jetting process for implant manufacturing, indicating that future investment in this technology remains a possibility.
Vat Photopolymerisation (VPP): lithography-based metal AM

Element 22 has extensively tested Vat Photopolymerisation with excellent results. Among the various AM technologies, it enables the production of parts with the finest details and a surface finish comparable to MIM parts. Hence, the company often uses it to produce prototypes for MIM parts. Customers can use these prototypes to test component function before investing in an expensive injection moulding tool. Element 22 recently ordered a VPP machine from Incus GmbH designed for metal parts, which will be delivered soon. A selection of parts manufactured by VPP is shown in Fig. 15.
Products and markets
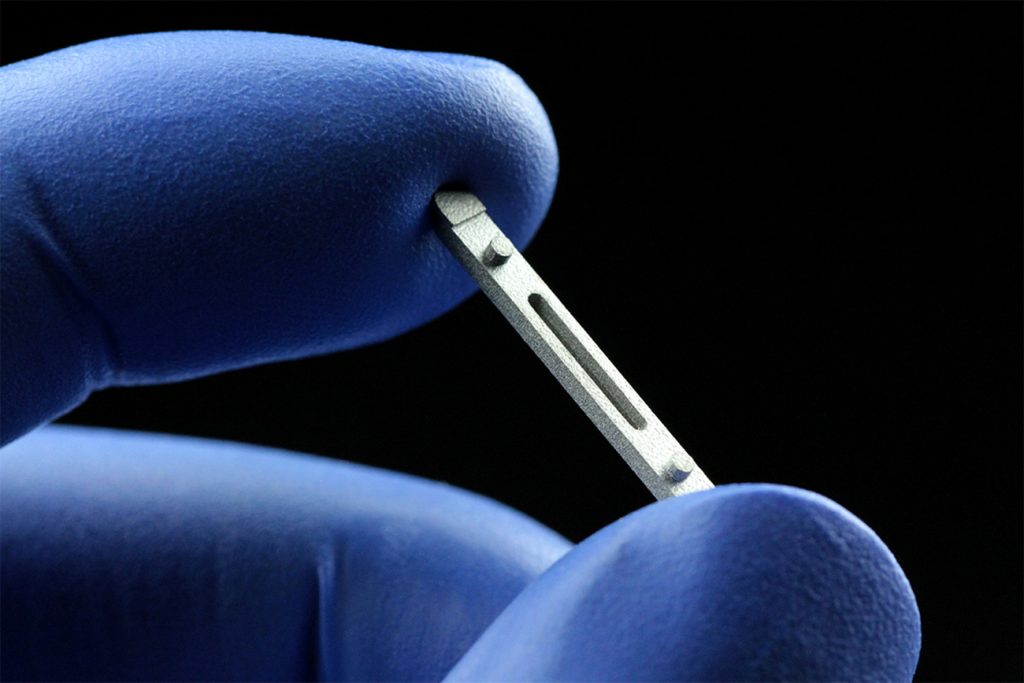
The most important sales areas for Element 22 are medical technology, luxury goods, aviation and, as the company’s latest mainstay, the newly emerging hydrogen industry. For medical technology, a wide range of implantable products is manufactured, including housings for ports that deliver drugs to the body in controlled doses, as well as components used in surgery to heal bone fractures. Unfortunately, Element 22 cannot show any aviation products due to their proprietary nature.
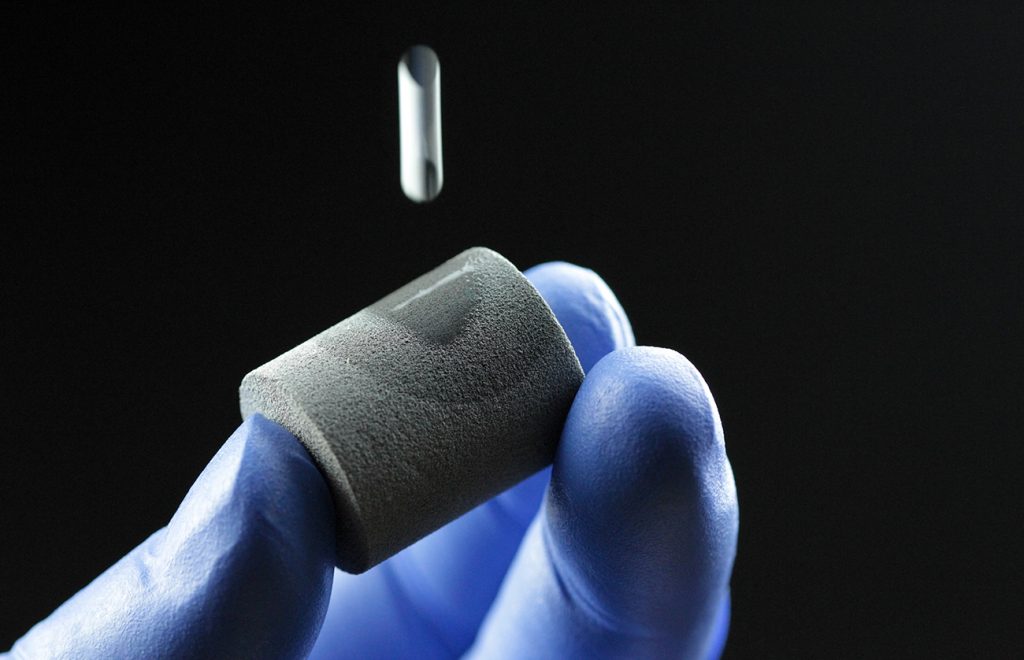
In addition to producing solid materials, sinter-based technologies also enable the manufacture of porous metal parts (Fig. 16). In medical applications, these porous structures can promote the integration of bone-strengthening elements with surrounding tissue. Porous components are also required in hydrogen technology applications, particularly for electrolysers, and can be produced cost-effectively using Additive Manufacturing.
“Our products for hydrogen technology are mainly used in electrolysers,” said Scharvogel. “Titanium is ideally suited for such applications because of its excellent oxidation resistance and electrical conductivity.” Dr Johannes Schaper, Chief Operating Officer at Element 22, added, “We manufacture anodes for proton exchange membrane (PEM) electrolysers with controlled porosity, whose large surface area noticeably improves the efficiency of the process.”
Matthias Scharvogel regards hydrogen technology as the most important future market for titanium. “Element 22 helps to make electrolysers and fuel cells technically and economically more efficient,” said Scharvogel.
Schaper added, “On the one hand, hydrogen can be used to store renewable energy generated in wind farms and through photovoltaics, and on the other hand, hydrogen is also needed in large quantities as a raw material in the chemical and steel industries. The future demand for hydrogen will be gigantic.”
Element 22’s expectations for the future of hydrogen technology is reflected in the creation of the subsidiary Element H2, founded specifically to to take over the distribution of products for hydrogen applications for Element 22.
Beyond these major sectors, Element 22 also supplies parts for specialised applications. An example of a marine application is the part shown in Fig. 17, which holds a pulley for a rope on a yacht. Titanium was chosen for its excellent corrosion resistance in seawater.

Global perspectives
A large part of Element 22’s production is exported. “Components for hydrogen technology are supplied to customers all over the world,” said Scharvogel. “Our customers in the medical technology and aerospace sectors are mainly based in Europe and Israel. MIM parts for luxury goods are delivered partly to Europe, partly to Asia, assembled there and then sent back to Europe or to the USA as finished products.”
Exports to the USA have fallen sharply in 2025. Scharvogel has identified the cause in the weakness of the US dollar against the euro and in the tariffs imposed by the current US government. “In addition, the unpredictability of current US policy means that some customers are very reluctant to do business in the US,” he said.
The COVID-19 pandemic also presented significant challenges for Element 22, causing temporary downturns in the luxury goods, medical technology and aerospace sectors. Since then, order volumes have largely returned to pre-pandemic levels.
“The market for titanium powders has changed significantly in recent years,” added Scharvogel. “In the last five years, numerous new manufacturers of titanium powder have established themselves in Europe, North America and Japan. Novel methods for powder production have been perfected, so that the prices for titanium powder have remained stable or even declined slightly. In some cases, powder made from recycled titanium is also offered.”
In the past, the titanium raw material used to produce powder atomised in North America and Europe was sourced mainly from Russia and Ukraine, but these supplies have diminished due to the ongoing war. Today, titanium is increasingly imported from China. Element 22 works transparently with its customers regarding the raw material supply chain. It can source titanium powder – and manufacture parts from it – through a supply chain that does not include Russia, Ukraine, or China. Two years ago, in 2023, the European Union added titanium to its list of strategically important raw materials. As a result, there is now greater scrutiny regarding the countries that titanium is imported from, and Element 22’s resource-efficient production methods have become increasingly significant.
Outlook
In addition to its established MIM capability for titanium and its alloys, Element 22 has, in recent years, developed a robust technical foundation for sinter-based Additive Manufacturing. The combination of powder processing expertise, binder system development and furnace technology now enables the company to assess new component requirements across multiple production routes. This integrated approach allows the most appropriate manufacturing method to be selected based on geometry, material performance, production volume and economic considerations, rather than on process availability alone.
Looking ahead, further opportunities are expected in areas where titanium’s specific properties – corrosion resistance, biocompatibility and strength-to-weight ratio – deliver measurable functional gains. The increasing industrial adoption of hydrogen technologies is already shaping internal investment priorities, particularly for components with controlled porosity or application-specific electrochemical surfaces. Parallel developments in medical technology, lightweight structures and specialised consumer applications are expected to remain steady drivers for new titanium parts with tighter tolerances and more demanding quality requirements.

On the manufacturing side, Element 22 anticipates continued refinement of its sinter-based AM processes, with a focus on improving dimensional predictability, expanding the range of feedstocks and increasing automation in both powder handling and post-processing.
The company’s close cooperation with universities provides access to emerging research in process simulation, alloy development and surface engineering, supporting future improvements in efficiency and reproducibility.
Overall, the management expects stable, long-term growth. By maintaining a diversified portfolio of MIM, AM and extrusion-based technologies, supported by in-house feedstock preparation and extensive sintering capability, Element 22 is well positioned to respond to new technical challenges and to support customers in sectors where the requirements for titanium components continue to evolve.
Contact
Matthias Scharvogel
Element 22 GmbH
Wischhofstrasse 1-3, Geb. 13
D-24148 Kiel, Germany
[email protected]
www.element22.com
Author
Dr Georg Schlieper
D-45133 Essen, Germany
[email protected]