



Ceramic AM at scale: How Bosch Advanced Ceramics produced 1,400 MedTech parts with 90 µm wall thickness in a single batch
Bosch Advanced Ceramics is a global leader in the production of technical ceramics, serving a variety of industries from automotive to medical devices and the chemical industry. Today, the company sees a bright future in ceramic Additive Manufacturing for the series production of parts in increasingly ambitious volumes. This article will present a case study that clearly demonstrates how, using Lithoz’s AM technology, Bosch Advanced Ceramics has been able to develop a micro-sized medical device component that is now in production with an annual run of 50,000 parts. [First published in PIM International Vol. 18 No. 3, Autumn 2024 | 10 minute read | View on Issuu | Download PDF]

Bosch Advanced Ceramics purchased its first Lithoz Additive Manufacturing machine in 2014. A decade later, this Bavaria-based ceramic AM pioneer has firmly established itself as a leading global contract manufacturer in its field. With a machine park that includes four Lithoz LCM (Lithography-Based Ceramic Manufacturing) AM machines, among other AM technologies, Bosch Advanced Ceramics is keeping pace with the rapid maturation of ceramic AM as a powerful manufacturing technology.
When contacted to produce thin-walled alumina sleeves for a laparoscopic tool, the hollow part’s small size and complexity presented a variety of new obstacles. This article shows how Bosch Advanced Ceramics successfully achieved and stabilised the parameters necessary to ramp up to serial production, manufacturing an impressive 1,400 parts per batch and, ultimately, reaching an output of 50,000 parts per year on Lithoz’s CeraFab AM machines.
Having been integrated into Bosch’s Blaichach facility in Southern Germany – a site widely known for producing millions of automotive parts per year – Bosch Advanced Ceramics has benefited from a synergy of in-house expertise and powerful technology since its foundation.

Historically, the company was active in Ceramic Injection Moulding as well as ceramic AM. When it invested in its first ceramic AM machine, it was with the aim of exploring the benefits of the technology and provide functional prototypes for its CIM business. Today, rapidly growing demand has moved AM centre stage as the sole production process, with a machine park of six ceramic AM machines installed, four of which are Lithoz CeraFab machines.
The challenge
It was early in 2023 when Bosch Advanced Ceramics was contacted by a leading MedTech company looking to design and build a ceramic insulating sleeve as part of a newly developed laparoscopic device used in minimally invasive surgery. After being briefed on the technical specifications of the part, it was clear that as long as the part’s filigree size did not pose too big a challenge to the development team, a positive project outcome would result in the largest number of parts ever produced on a single Lithoz CeraFab build platform.
Thanks to the meticulous quality standards of medical devices, the goal was to combine challenging design features with the repeatable quality levels demanded by the customer – all while achieving a scheduled production of 20,000 parts per year. Key features of the insulating sleeve are shown in Table 1. Due to the limited space available in a laparoscopic instrument, and the high degree of functional integration needed, it was evident that the part would pose a significant challenge to the development team.
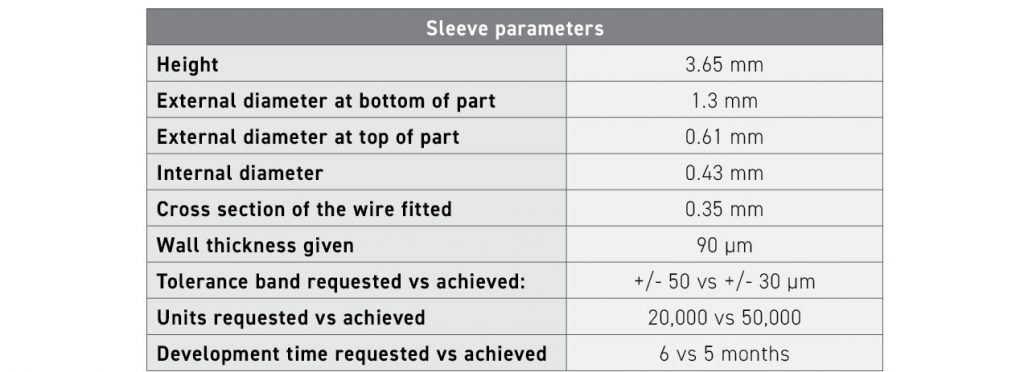
In laparoscopic instruments, electrical insulators separate two conductive components from each other. For safety reasons, a certain electrical creepage distance must be observed to avoid any electrical flashover between the conductive components. The requested ceramic sleeve therefore had to fit inside a laparoscopic device with a maximum external diameter of just 1.3 mm. The miniaturised design follows the growing trend towards smaller, minimally invasive instruments which enable smaller cuts during surgical interventions and thus allow for significantly faster and less painful healing processes for patients.
The ceramic sleeve itself (Figs. 3, 5 and 6) would function as the electrical insulator around a conducting wire with a 0.35 mm cross section. The restricted diameter of the instrument, as well as the necessary wire width for conducting sufficient electric energy, resulted in an internal diameter of 0.43 mm and a calculated wall thickness of just 90 µm in the upper part of the sleeve.
The right approach for the application
The sleeve’s complex design and tiny dimensions meant that the customer would only be able to select from two manufacturing processes: micro Ceramic Injection Moulding (µCIM); or an AM approach. When using µCIM, considerations include the potentially high cost of a high-precision micro-mould, challenges in achieving the thin wall thicknesses needed, and limitations in relation to component design and complexity.

In contrast, Additive Manufacturing can realise such tiny dimensions while still maintaining maximum precision and resolution – all while offering a near-unlimited level of design freedom which is unachievable using conventional manufacturing methods. As AM enables an extremely high level of functional integration, this technology would allow the components to act as electrical insulators that can simultaneously also fulfil mechanical functions. Thus, the OEM decided upon AM as the process of choice.
Why ceramics?
When looking at different material options, the desirable properties of technical ceramics (i.e. high chemical and thermal shock resistance and perfect insulating behaviour) made them a perfect choice. For insulation reasons, metal was naturally not considered during the selection process. The use of polymers was quickly decided against for several reasons – namely, that polymeric materials would be subject to severe chemical corrosion caused by the aggressive sterilisation process for such surgical instruments. Another risk would have been insufficient resistance to high temperatures, as surgical instruments are often sterilised in high-temperature environments. Finally, the risk of bearing sudden electrical discharges meant that polymers were simply not suitable for this application.

Moving towards production
Having concluded that the combination of ceramics and Additive Manufacturing would best deliver this application, the OEM turned to Bosch Advanced Ceramics to develop the part. Because of their precision and repeatability in the serial production of highly intricate parts, Lithoz’s LCM AM machines, with a nominal resolution of 40 µm, were chosen as the key technology for this application. The project team also decided on Lithoz’s LithaLox 360 alumina as the ceramic material of choice as this flexible oxide ceramic perfectly satisfied all of the customer’s required specifications in terms of size, precision, and insulation.

Due to its function as a critical MedTech part, any small deviation in quality or dimension would render the overall part useless, meaning only absolute accuracy and reproducibility could be accepted. The Bosch Advanced Ceramics team had to focus on three decisive factors:
- Fine-tuning the parameters for perfect repeatability even in serial production
- Achieving a smart design of the support structures for the vertically built parts
- Utilising an automated cleaning process to enable risk-free handling of the tiny parts
After setting a time-scale of six months to enter serial production, an initial volume goal of 20,000 parts per year was agreed.

AM’s ability to fast-track the production and testing of design iterations
Collaboration with the customer during the five-month long sample phase raised the initial challenge of achieving an optimal balance between a minimum wall thickness and sufficient electrical insulation. In order to avoid over-polymerisation and reproduce the tiny features as accurately as possible, various versions of the component would have to be tested to determine the ideal process parameters.
Two central challenges arose during the development of the component. The first was achieving absolute reproducibility, even at series level production. While 1,400 parts on a single platform is certainly possible, it had to be ensured that every part would adhere perfectly to the build platform; any error would damage the batch. Secondly, the team had to try to achieve as thin a wall as possible. Here, four iterations with the same internal diameters were tested, with combinations of varying wall thickness and external diameter. The wall thickness was reduced for each variant before undergoing testing. In case of a successful test, the team attempted even lower wall thicknesses.

It is in these sample phases, where many iterations must be tested to find an optimal design, that ceramic Additive Manufacturing truly comes into its own. When using conventional forming technologies, each iteration requires roughly ten weeks for a full test: four to six weeks for construction and delivery of a mould as well as three to four weeks testing against the fit of the component.
Using ceramic Additive Manufacturing, however, the entire mould step could be skipped and the four sample part iterations created directly. In this way, Bosch Advanced Ceramics ultimately saved its customer a minimum of eight months of lead time, as well as the related tooling costs associated with producing moulds.
The cleaning of the components also played a key role. After the build step, the ‘green’ parts are particularly fragile, with excess material still attached. Green parts must be handled extremely carefully using a very specific procedure to remove this excess material and avoid any damage to their fragile structure. Using a partially automated cleaning solution developed by Bosch Advanced Ceramics, it was possible to simultaneously clean a large number of these parts very gently without damage. This was a crucial step in achieving consistent quality and manufacturing reliable parts even at a large scale.

Scaling up to industrial mass production
Ultimately, a suitable balance was found between effective part design, ideal process parameters and the technological and material limits to realise the part requested by the customer. However, the next challenge arose: figuring out how to scale up from sample to high-volume series production. When scaling up, it is essential to maintain the same level of quality and consistency in every batch. This level of reproducibility must be achieved regardless of the material batch, number of build jobs or furnace cycles. When leaving the sample phase, every single step of the entire process chain plays a critical role in reducing the scrap rates of the parts produced and fulfilling the requirements of the customer.
When considering the design restrictions, it was crucial that series production of the final part had as little fluctuation as possible. The customer defined a maximum tolerance of ± 50 µm, meaning there was very little room for deviation. Thanks to its long experience manufacturing and scaling up multiple production processes, however, Bosch Advanced Ceramics could leverage its knowledge to ensure that every part produced complied with the rigorous quality standards required for this application.
As the project reached its conclusion, 200 parts were randomly selected out of each 1,400 batch to undergo quality testing. After individually testing each of these parts, the final design was determined to have a tolerance band of ± 30 µm – significantly below that specified by the customer.
After five months of cooperation with the customer, Bosch Advanced Ceramics achieved the set volume goal of 20,000 parts per year. Such a large part volume was possible due to the extremely high number of parts produced in one build run. Using a combination of smart design, powerful LCM technology, an alumina material, and the expertise of both Bosch Advanced Ceramics and Lithoz, it is remarkable that 1,400 medical device parts could be produced using just a single build platform.
Thanks to this outstanding achievement in serial production, the initial goal was then increased even further. A new target of 50,000 parts per year was set – more than double the initial requirement ordered by the customer. Further testing and cooperation were needed to scale up by such a significant amount, with the main focus once again being placed on achieving the highest possible level of quality at an exactly reproducible scale.
Bosch Advanced Ceramics was then able to ramp up serial production to 50,000 parts per year. This significant scale-up marked the project as a true success, proving the power of LCM technology and ceramics when entering serial production for complex parts. Despite the vast number of parts produced per batch, each part maintained the same high level of quality and achieved an outstandingly low wall thickness as required for the application.
Setting a new benchmark in ceramic serial production
The transition from prototyping to large-scale serial production was enabled by the unique advantages of LCM technology, which offered unparalleled precision, repeatability, and design flexibility – all critical factors in the manufacture of the complex and miniature components required for modern laparoscopic tools.

The use of high-performance ceramic materials such as LithaLox 360 alumina played a pivotal role in meeting the stringent technical requirements, such as high thermal resistance, chemical stability, and electrical insulation. These properties, combined with the CeraFab machine’s ability to produce extremely fine details with a resolution of 40 µm, allowed Bosch Advanced Ceramics to achieve the necessary wall thickness of just 90 µm, a challenging feat for traditional manufacturing processes. Bosch Advanced Ceramics’s expertise in handling the fragile green parts post-build, through its proprietary cleaning processes, ensured the integrity and quality of each piece, further demonstrating its comprehensive mastery over the entire production chain.
By successfully scaling production from 20,000 to 50,000 parts annually, while maintaining consistent quality, Bosch Advanced Ceramics has set a new benchmark in the industry. This achievement not only validates the capabilities of Lithoz’s technology and materials in high-volume, high-precision manufacturing but also highlights Bosch Advanced Ceramics’s role as a pioneer in the field. Its journey reflects a seamless integration of innovative technology, materials science, and industrial expertise, paving the way for future advancements in ceramic Additive Manufacturing.
Contact
Ashu Sharma
Chief Sales Officer
Bosch Advanced Ceramics
[email protected]
www.bosch-advanced-ceramics.com
Authors
Norbert Gall and Alice Elt
Lithoz GmbH
Mollardgasse 85a
1060 Vienna
Austria
[email protected]
www.lithoz.com




