Binder Jetting at a crossroads: Dan Brunermer on scale, strategy and the technology’s future
In this wide-ranging interview, Nick Williams speaks with Dan Brunermer, founder of B-jetting LLC and veteran of the metal Binder Jetting (BJT) industry. Drawing on decades of experience, Brunermer reflects on what past successes reveal about the future of Additive Manufacturing – from the growing demand for custom machines and integrated automation to the economic realities shaping adoption. This is a candid and insightful exploration of where Binder Jetting stands today – and the challenges and opportunities that lie ahead. [First published in Powder Injection Moulding International volume 19 issue 2, Summer 2025 | 30 min read | View on Issuu | Download PDF]
Dan Brunermer lives and breathes Binder Jetting. Over a career that has included more than twenty years at ExOne, where he played a pivotal role in the development and commercialisation of the technology for sand, metal, and ceramic applications, he significantly influenced the evolution of Binder Jetting into a mainstream manufacturing process.
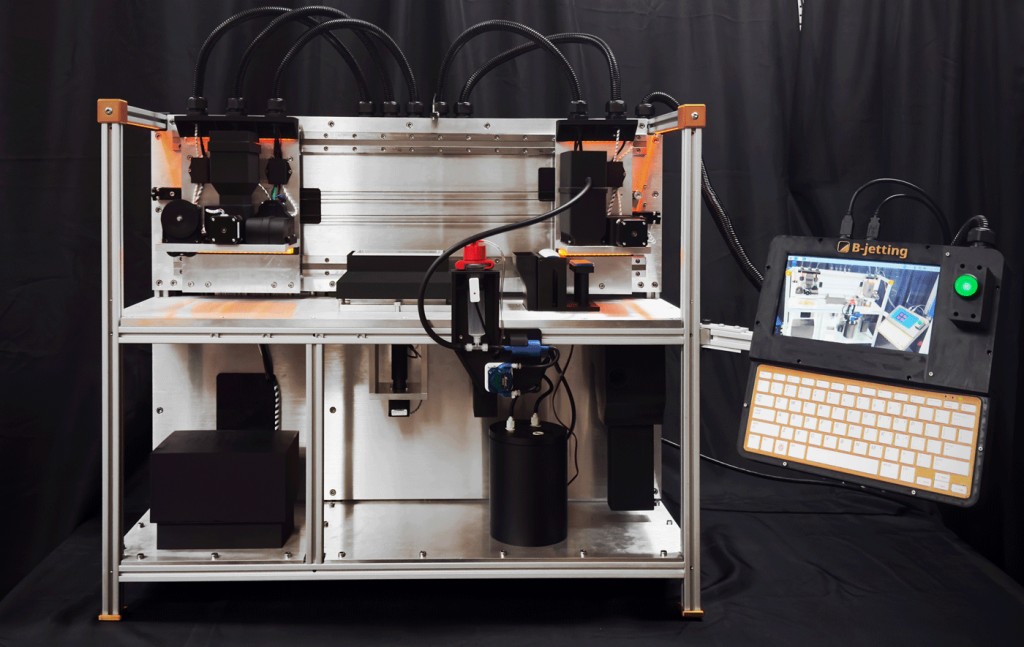
In 2021, Dan left his role as Technical Fellow at ExOne to co-found B-jetting LLC, based in Vandergrift, Pennsylvania. The company’s mission is to support those seeking success in Binder Jetting – whether they are machine builders, materials developers, or application engineers. In addition to offering consultancy services and supporting the maintenance, repair, and optimisation of machines in the field, the company has developed two R&D-focused BJT machines of its own: the Educator and the Researcher.
For several years, Dan and I have found ourselves in deep conversation on the sidelines of the AMUG conference, discussing the latest industry developments and, as the saying goes, putting the world to rights. This interview was inspired by those exchanges, offering insights into the state of Binder Jetting from someone with an unusually clear view of the landscape.
Binder Jetting today: hidden successes
The current state of Binder Jetting, bruised by financial turmoil and past overpromises, is probably different to what many of us imagined ten years ago. I asked Brunermer about this and whether there’s more to the industry than meets the eye. He explained, “I think, Nick, one of the things we learned – though it was a bit painful at the time – is that some of the most successful Binder Jetting applications are ones you’ve never heard of. People often get into Binder Jetting for highly strategic reasons.
“Some of the best use cases are within vertically integrated companies, and they don’t talk about it. They don’t want their competitors to know they’ve made the leap. But I know that they are doing it, and continue to do it, because in many cases, I rebuild their printheads. They have cracked the materials and cracked the automated depowdering. Everything about it is tailored. The reality is that there aren’t many doing Binder Jetting publicly – FreeFORM Technologies, Azoth, maybe one or two others doing contract work – but otherwise, it’s mostly silent.”

Brunermer explained that this secrecy has held back the adoption of the technology. “I think that’s hurt the industry a little. There are some really great applications out there that are simply unknown. Because of NDAs, IP concerns, and all that, people just don’t talk about them. It’s funny – you read all these case studies on machine vendor websites, but the question is often ‘are any of these actually in production?’ The chances are, if it’s in a public case study, it’s probably not in production.”
So in answer to our questions – ‘Is this industry actually going anywhere? Can it do anything? Are we being sold a myth?’ – Brunermer stated, “That’s a fair question: have we been sold a bad bag of goods? I’d say no. I’ve seen enough real success to know that Binder Jetting is viable. But it often gets paired with the wrong applications – or, maybe more accurately, the wrong customers. There’s not always a good enough match between the technology and the part.
“And there’s a fundamental reality: it’s still a near-net process. You see all these flashy images, like watch cases rolling off the line. There was a time when everyone was pushing that message, especially from some of the Chinese companies. I worked on a watch case project back in 2019, and honestly, at that time, it was a terrible application for Binder Jetting. That’s not to say that it can’t work now, but mounting a precision piece of glass, housing miniature electronics, and ensuring a reliable bond to the metal requires a level of accuracy that Binder Jetting just didn’t offer at the time.
“I feel like the best applications are actually going to be even smaller parts. I mean, maybe the size of a five-cent coin or so. It is often the case that the smaller the part, the higher the chance of success.”

Step in Metal Injection Moulding
This naturally brings us to the MIM industry, where parts of this size have proved to be the sweet spot, decade after decade. The MIM industry, of course, has paved the way for the adoption of Binder Jetting – think Indo-MIM, Parmatech, GKN Powder Metallurgy, to name just a few. “Right,” said Brunermer, “and every MIM guy who knows anything about Metal Injection Moulding and anything about Binder Jetting will tell you how similar they are.
“And so a lot of these companies use their Binder Jetting systems to support their MIM operations. You do all your prototyping on Binder Jetting because the parts behave very similarly in terms of density, geometry, and shape. The surface finish won’t be quite as smooth as a true MIM part, but you get all your material properties. So it’s a great bridge tool. Maybe while you’re waiting for tooling to be completed, or whatever it is, Binder Jetting fills that gap. And that’s the thing: the MIM industry is good for what, five, ten, fifteen million parts a year? That’s real scale.”
Future trends from past successes
Brunermer stated, “Let’s start from what I think the future is: more bespoke machines. I think this is not only the future for high volume Binder Jetting, but I also believe it could be the broader future for high volume Additive Manufacturing. When you look at some of the more successful applications of Binder Jetting, or some of the big headlines over the past ten years, you might see some of the commercially available machines. However, if you look at some of the other headlines, like VoxelJet getting a multi-million dollar commission from GE Power in Germany to build that special, super-huge machine, there’s a trend. Even some of the things that ExOne turned into products, like the Exerial, were really speciality, purpose-built machines for BMW.”

Whilst Binder Jetting is often used for low-volume or prototype production, particularly by the MIM community, there are clear ambitions for it to be used for high volume part production. As we explored this topic, Brunermer explained, “Whenever I think about productivity – let’s start from this point, Nick: there are roughly 31 million seconds in a year, so if you want to make three million parts a year, that means you’ve got to be making one part every ten seconds, every day, twenty-four hours a day. And I just don’t think you’re going to figure out that balance.“Right now, in Additive Manufacturing, we have two ways to scale. In Binder Jetting, you’ve seen it for twenty years: just keep making the machine bigger. Someday it’ll be productive enough. That’s one way to scale. Or, you could pick a machine size and say, ‘Okay, I’m going to get ten of these machines,’ because, combined, you’ll get the productivity you need. Those are really the only two approaches to scale at the moment.”
“But another way to scale would be to have someone whose entire job is thinking about systems automation – thinking not just about your machine, but how the whole system integrates. Because maybe that’s the only way you are going to hit equivalency with other technologies.
“If someone wants to be equivalent to Ford or BMW, well, they build a special-purpose assembly line that makes exactly one thing. They bring in their most trusted teams of automation experts to design something completely bespoke. It will have the exact productivity required for that exact task.
“So, for Binder Jetting very high volumes of a part, I just don’t think companies are going to go out and buy ten ExOne 25Pros at $2 million each. I mean, you can, but in my experience, this isn’t how these companies operate. Early in my career, I did some automation work in the automotive industry. We were making airbag inflators. We were building an assembly line in 1997 to make airbags for a model launching in 2000. We had to be producing one airbag inflator every four seconds by 1998 to fill the first order. That’s the kind of scale, size, and timeframe these companies work with. They’re huge.”
“Ford doesn’t take lightly the decision to rehab an assembly plant and invest $4 billion to make the new Maverick and F-150 on the same line. Once they’ve made that decision, they spend that money incredibly strategically to get the exact productivity they need. I think that world – that super high-productivity world – revolves around bespoke equipment.”
Cost is critical to breaking the status quo
During numerous conversations over the past few months regarding the barriers to the much wider industrial adoption of Additive Manufacturing, the issue of machine costs has come up. Brunermer explained, “Theoretically, they’re quite simple machines, yet compared to a CNC machine, they’re very, very expensive. And that plays into the wider discussion, because if you have a bespoke machine for the right application, then, theoretically, rather than needing twenty off-the-shelf machines, you’re doing something a little bit different.
“When companies go ahead with Binder Jetting at scale, it’s going to be a whole package. They’re going to select a powder supplier and get them into a long-term five- or seven-year agreement where prices are capped. There’s probably going to be a special binder involved, and they’re going to aim for exact productivity. They’ll look at every step – printing, curing, depowdering, sintering – and say, ‘What’s on the market isn’t good enough. This has to be better.’ So there’s going to be a powder. There’s going to be a binder. There’s going to be a specific platform size and productivity target. You can’t make three million parts a year depowdering by hand. That all has to be automated.
“And that’s why I say they’re going to find one part, just one part, where if they could make five hundred thousand of them, not only would it be equivalent, it might actually be cheaper. Of course, we all know it’s never going to be the exact same part. It’ll need a bit of creativity and imagination. Some engineer deep inside Ford has to be looking at two or three parts that are welded together, or joined somehow and think, ‘You know what? Maybe those could be combined and turned into a Binder Jetting part.’
“And that’s the thing. I argue that equivalency alone is not going to be enough to displace the status quo. If you’re equivalent, then you’re just another option. Is that enough? I don’t think so. It has to be specialised. They’ll find that one part or small assembly where Binder Jetting isn’t just equivalent – it’s better and cheaper.
“And that’s one thing I swear people overlook: cost matters in this industry. It’s like they think just because it’s Additive Manufacturing, it’s going to be cool, and that ‘cool’ is worth something. I haven’t found ‘cool’ to be worth a penny. I’ve never met anyone who says, ‘I’m not buying that part if you made it with CNC.’ It’s a ridiculous mindset. I think it’s going to take that one application to break through. And I think it almost has to go that way.”

The trend of AM machine makers turning to parts production
The past year has seen some AM machine OEMs step in to sell parts, a topic that at once highlights the challenges faced by these companies in a tough period for the industry and those faced by application developers in producing and scaling their applications.
“Let’s step back. A few years ago, Alcoa split and created a separate parts division from the main aluminium business. I don’t think it lasted long. But what they realised was that the part producers were making far more money from their aluminium than they were making selling the material. So they wanted to get into that parts business, because it’s higher value.
“And that’s the thing in AM: the parts you make have to be more valuable than the machine you’re making them on, otherwise you’re not going to buy the machine. When you look at a typical Additive Manufacturing person selling machines – including myself – we run on much better margins than Haas, Makino, etc. The real world of manufacturing is a cutthroat, low-margin industry. But a mature manufacturing market is a highly competitive market. Everyone is competing, whether on equipment, on tools, or on materials. You can draw direct parallels: genuine powders, binders, printheads, platforms. But, in the end, the customers have to be more valuable than the OEMs.
“And yet look at the recent headlines. I feel like most OEMs have gone back to operating their own parts businesses. But when you do that, when you try to sneak in on the parts money as an OEM, you’re taking revenue from your best customers.
“When people ask me to make parts, I always say, ‘I don’t make parts. I make machines. If you want parts, talk to my customers.’ I’d much rather refer someone to a customer, because that customer is going to keep me in business. I don’t want to fight for the parts business. But OEMs are desperate for revenue, so they’re making parts and competing directly with their customers and the service bureaux.
“OEMs need to recognise that their machine isn’t worth what they think it is. A machine can’t be worth more than the parts it makes. You can’t have the attitude that the people making money from parts are somehow taking your money. That’s their money. Your money is for the machine and equipment. I feel like there are some misplaced ambitions around.”
The Educator and the Researcher: development machines for true Binder Jetting expertise
“My ambition is to spread the word about Binder Jetting. I’m trying to promote and foster a market where people say, ‘Maybe this Binder Jetting thing is worth getting into at a reasonable level, at a reasonable price, to learn about it.’ When I created the Educator, my first thought wasn’t to educate the general public, though. I wanted to educate others – toolmakers, people who want to make Binder Jetting machines. That was who I had in mind.
“People who should be using my machines are those who want to become experts in Binder Jetting, understand all the nuances, and eventually be in a position to sell a $50 million solution to someone like Ford. Because they’d have the experience, the right people, and the cross-knowledge you need for something of that scale.
“The Educator came out of that idea. James and I were just doing consulting work at first. We had customers asking, ‘Is there a small Binder Jetting machine suitable for testing?’ After hearing that question enough times, we said, ‘Alright, we’ll build one.’
“So now, when OEM clients come to us, we say, ‘If you want to figure this out, buy one of these small machines. Learn how Binder Jetting works. Get your feet wet. Then work on scaling up your own machine.”
Of machines being used in research, Brunermer commented, “We currently have three machines in the field. We’re delivering another one in about a month. Like I say, I’m a bespoke person. People don’t come to me for standard machines – they come when they want something special.
“The first machine we shipped went to Vitriform3D, which was part of Oak Ridge National Labs’ Crossroads Program. They were a graduate of that programme, and we supplied them with a special Binder Jetting machine. It was designed to handle crushed, recycled glass frit, glued together using a UV-curable binder.”
“We helped them develop the chemistry and process, and we’ll be supporting them as they scale. Their goal is to print large-scale objects, architectural pieces – big things. There’s plenty of glass frit available. They eventually want to scale up to something like an S-Max size. For now, they’re using the Researcher we built to develop materials.”

“The second machine went to the National Research Council in Canada, at their Montréal facility, where they work closely with automotive OEMs. We supplied them with a Researcher which had a few interesting configurations. They were the first to ask for heated build boxes – important for stable metal printing. So we added heat and offered different build sizes. We made them a big box and a really small box because they wanted to use small amounts of material. Some of their aluminium was a bit hard to get. They also bought a glovebox unit. The whole machine, the way I designed it, fits entirely inside a standard inert gas box. So they picked one up to allow them to do reactive work. They also got a drop watcher [a diagnostic system used to monitor and analyse the performance of printheads] so they could develop their own binders and tune waveforms and things like that. That was machine number two.
“Machine three is at the University of Tennessee in Knoxville. What made that one special was they wanted to use two binder systems. So, for example, they might print one regular binder, and in another area of the part, a binder with a special additive or enhancer. They wanted to print different binders in different locations to enable multi-material applications. So we built a special machine for handling two binders, including software for slicing two image sets – that was a completely custom machine.”
Brunermer has also built prototypes for in-house development. Three beta machines are shipping now, and three more are in production.
“The first of the new batch is a special one: our new beta for 2025. For the University of Pittsburgh, we built a special two-box unit. If you think about spreading powders in Additive Manufacturing, you can either recoat from the top or push powder from one box to another. They wanted a box-to-box feeding system, so I made design changes to the machine, extended it slightly, updated the software, and they’re getting our first box-to-box unit.”

Where there’s work to do: the fundamental science
Despite the number of papers published on Binder Jetting in the past five years, Brunermer believes that a lot of the fundamental science is barely understood.
“Take the interaction between binders and powders, for instance. If you look at the commercial binders available, there have only ever really been three. And even though many companies would like to get into that space, it’s difficult. But that’s one of the areas I hope researchers will explore.
“What happens when a droplet hits the powder? What’s the usable range of chemistries? What viscosities work? Can we eliminate steps in the process? That’s what I hope our Researcher machine will be used for: to help answer those fundamental questions.
“This work just hasn’t been done – or not to the extent it should. I feel like the world knows far more about Laser and Electron Beam Powder Bed Fusion than it does about Binder Jetting on a scientific level. In Binder Jetting, the material systems are still very OEM-dominated. Each company has its own preferences. They sell you the binder; they want to sell you the powder. It is what it is.”
Desktop Metal, Nano Dimension and beyond: supply chain security woes
This scenario brings back memories of powder supply management in the early days of Powder Bed Fusion. With Binder Jetting now, perhaps this cycle will break, possibly because some companies may no longer exist. How might that influence the availability of specific binders? If you are a company operating multiple Desktop Metal machines, should you be worried about supply security? Do you have alternatives?
Brunermer responded, “That’s a great question. Well, of course, people have options – they come to me! But seriously, should customers be nervous? I don’t know. But I’ll say this: they are nervous. There are a lot of us deeply involved in Binder Jetting who are having serious conversations about what we’re going to do. And maybe this is just part of the industry maturing.
“The British company, Atomic, has just announced a new ‘universal’ binder; I assume it’ll work on quite a few machines, and that’s a positive sign. Someone else is also stepping in on the sand side of Binder Jetting, and that market is even more exposed. It’s not exactly Powder Metallurgy, but it’s relevant. If you’ve got a dozen S-Max machines, you’ve invested somewhere between $18-24 million. The last thing you want is for your binder to become unavailable.
“At that scale, users are inevitably taking matters into their own hands. Some machine OEMs never made their own binders – they were simply private-labelled. Now, users are inevitably having conversations with binder producers directly about what would happen should anything go wrong.
“I’ve got to think that Nano Dimension, as part of its strategic review, is going to be looking at where ExOne makes money and where it doesn’t. I reckon they make money on binder and service. But I doubt they make much money on the machines themselves.
“So binder, as a product, can sustain itself in a maturing market. And I’m bullish about services for one reason: our service business did more work in the first quarter of 2025 than we’ve done since we founded the company. Whether it’s on-site machine repairs, printhead rebuilds, or helping people solve technical problems, there’s a lot of concern out there, and people are looking for Plan B – and that’s because the successful applications are truly successful. These parts makers don’t make the machines; they make the valuable parts. So for them, it’s a big deal to think, ‘What if I can’t get my printer rebuilt anymore?’ These people are finding us, and we’re building a network. I know plenty of ExOne service techs, people who’ve been laid off over the past four years, so we’re bracing for it, but we’re ready.”
Binder Jetting OEMs: a one-horse race?
With the future of Desktop Metal looking uncertain, Nano Dimension’s strategy for Markforged unclear, and little news on the BJT developments at Colibrium Additive, I asked Brunermer if we were in a one-horse race with HP Additive Manufacturing.
“As we spoke about at RAPID and AMUG, HP is clearly making some headway. INDO-MIM just bought five of their systems. I’ve heard from people that there are some shops where ExOne machines are sitting idle, while the HP machines are just plugging away. So yes, you could argue it’s looking like a one-horse race – at least in terms of who feels confident enough to move forward.
“If you’re hyper-aware of the market, would you buy a Desktop Metal machine today, with so much uncertainty? I’d be surprised if anyone had bought one in the last six months.
“Until the big questions are answered and put to rest, they haven’t got a chance. And once it’s clear, I think you’ll see the pieces sold off. Either they get bought out of bankruptcy or someone will pick up the valuable assets.
“The sand business, for instance, is too valuable to just shut down. Someone’s going to move in on that. And Desktop Metal had a lot of interesting things – not just machines, but software too. They’ve got Live Sinter and a part-management app. So there are a lot of useful bits for which there’s definitely a buyer out there.”
Understanding machine maintenance
As previously mentioned, a growing part of Brunermer’s business is BJT machine maintenance. Whilst many readers will be more familiar with the maintenance procedures and uptime expectations of PBF machines, for which there is a much larger installed base, I asked about the specific requirements and challenges around BJT machines.
“It really depends on the type of binder and what you’re printing on,” stated Brunermer. “Take sand printing, for example. You’re spraying binder onto sand. Some of that binder ends up on the wipers, and over time, if you take a printhead apart, the nozzle plate can look like it’s been hit with sandpaper. That’s real physical degradation.
“In metal Binder Jetting, I’ve found it mostly comes down to how you design your wiper systems and how they interact with the printhead modules. With my customers, I’d say 85–90% of failures aren’t from clogged nozzles – they’re from someone mishandling the nozzle plate. Maybe the wipers are adjusted too high and are hitting the nozzles too hard. Or maybe the wipers aren’t being kept clean enough. Most issues boil down to nozzle plate delamination or other common printing problems.
“The binders themselves can be harsh. Some chemistries are pretty aggressive. But if the parts are worth it, for example, if you’re making silicon carbide mirrors for satellites, and you have to replace the printhead every three months, then that’s just the cost of doing business. Printhead life can range from three months to three years. It all depends on how aggressive your materials are and how well your machine is designed. Mechanical subtleties – like how your wiping system interacts with the printhead – really matter. Miss those, and printhead life drops dramatically.”
Brunermer stated that on his Researcher machine, a soft cloth wiper with zero deflection is used, so the wipe is very gentle, helping to preserve the printhead. “But yes, it gets expensive if you’re rebuilding your printhead every six months. To talk numbers: a typical printhead rebuild for an M-Flex costs around $10,000. Most of our customers come to us every six to nine months. So you’re spending about $1,000 to $1,500 a month on printhead maintenance.”
Making the technology work
A common refrain from those getting into Additive Manufacturing – and especially those in machine development – is that the process turns out to be much more difficult than they initially imagined. Yet, Brunermer has often spoken about the idea of having fun with Binder Jetting. So I asked him – is it rocket science, or something a little more accessible?
“People assume it’s going to be easy – because you’ve got a printer at home, you print documents every day, you’ve seen 3D printers work, so how hard can it be? But what you learn over time is that Binder Jetting is a materials handling challenge. You’ve got to spread super-fine powder in a super-fine layer, and you’ve got to deposit a very specific liquid in very specific places. Sure, everyone’s seen powders – we put sugar in our coffee, right? So we underestimate it far too easily.
“My personal contribution to Binder Jetting is the tool. I’m not a sintering expert. I’m not a metallurgist. And in fact, I’d say the really hard part of Binder Jetting has almost nothing to do with the machine itself. You can build a machine. The hard part is the sintering side – what happens after the print. That’s where the real work starts. There are tools like Live Sinter, and Hexagon released a BJT sintering simulator recently as well. But yes, that’s where most of the complexity lies.”
This doesn’t mean that when a project fails, or when a grand idea doesn’t come together, the problem is always the sintering step. Brunermer explained: “It takes time and money to get it right. And yes, sintering is often where it breaks down. But here’s my issue with the typical approach to these projects – and it’s a broader problem in technical work: things often go backwards. Company leadership will say, ‘We have an opportunity. If you can make this work, we’ll talk about the business later.’ That’s ridiculous. My job is to make the technology work. Your job is to make the business work. You go figure out if there’s a business case. Then I’ll figure out if the technology can meet it.
“But people always do it backwards. They think a technical feasibility study will be free and easy. It isn’t. I don’t know if this is unique to Binder Jetting, but it feels like it might be. Everyone asks first, ‘Can the technology do it?’ when what they should ask is, ‘Does this make business sense?’ Because if it does, then we can make the technology work.
“I always feel like that’s where we go wrong: people start with the tech and only later ask whether it was worth it. But if business leaders came together first and agreed on a direction, we engineers could work to make the technological barriers disappear. Just give us the environment and clarity to work in.”
The growing role of China
Today, one can’t consider the Additive Manufacturing landscape without considering China’s place in it. With the pace and scale of developments there, it can look like China is running while Western companies are still talking.
“Yeah, absolutely,” Brunermer agreed. “Take EasyMFG. They’ve got ten different Binder Jetting systems, all aimed at different materials. I didn’t go to Formnext last year, but I know they were there showing their machine. We’re definitely seeing good international progress. And yes, the Chinese are already pushing forward. What’s keeping them out, for now, is local support and service. But if they ever find the right importer – someone who can stand behind the machines – it could be painful. And I don’t just mean Binder Jetting. I mean the larger laser systems too. If they find the right partner, things could shift quickly. Let’s be honest, if someone can make a machine that’s every bit as productive as a 25Pro for a tenth of the cost – why wouldn’t you?
“So yes, it bothers me. But I try not to think about it too much. My ideal customer is someone who already has a 25Pro but wants to run small jobs on the side, or experiment and develop without tying up their production machine. My machine is perfect to sit next to your production line, if you’re already into Binder Jetting.”
Conclusion
Dan Brunermer’s insights offer a grounded view into the evolution of metal Binder Jetting, from its hidden successes to the growing need for specialisation, automation, and business realism. As the industry navigates economic pressures and supply chain uncertainties, it’s clear that future growth will not be driven by hype but by fit-for-purpose machines, strong partnerships, and a pragmatic understanding of what the process does well. It remains a technology with real promise but, as Brunermer reminds us, it has to earn its place, part by part.
Contact
James Gill
B-jetting LLC