



Beyond Ceramic Injection Molding: The potential of Binder Jetting for complex ceramic structures
The combination of generative and algorithmic design with Additive Manufacturing is opening up a new world of opportunity for ceramics. Whilst Ceramic Injection Molding has, until now, been the manufacturing process that offered the greatest level of design freedom for industrial production, ceramic AM now brings a level of freedom to produce complex structures that go far beyond what can be moulded. Prof Alberto Ortona, from the Hybrid Materials Laboratory at University of Applied Sciences and Arts of Southern Switzerland (SUPSI), explores ceramic Binder Jetting, the opportunities that it presents, and its current limitations. [First published in PIM International Vol. 16 No. 1, March 2022 | 15 minute read | View on Issuu | Download PDF]
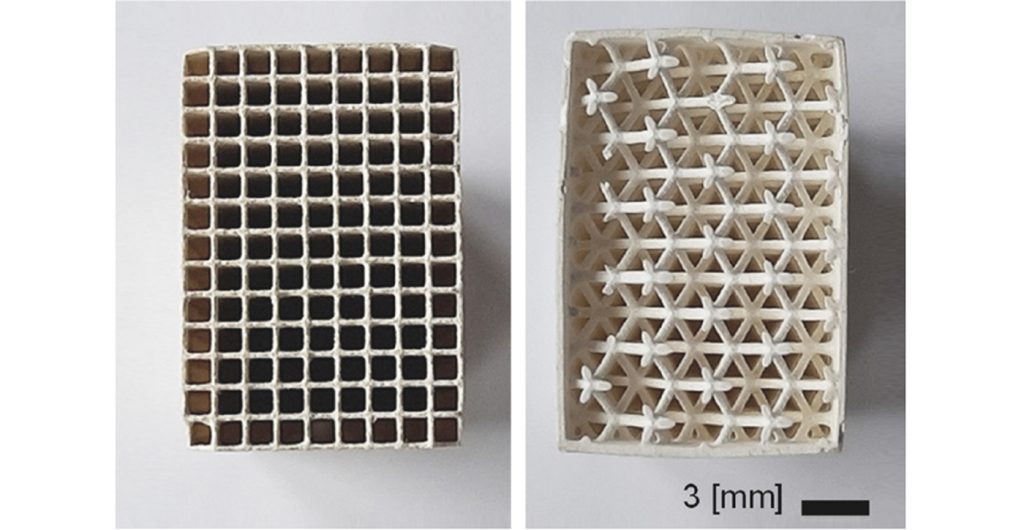
![Fig. 1 Examples of complex ceramic structures for high-temperature applications. A porous burner in the background (Courtesy EngiCer) and a heat exchanger [1] (Courtesy SUPSI)](http://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-01-5-1024x707.jpg)
Complex ceramic structures are attracting significant interest in today’s engineering landscape thanks to the combination of innovative ways to design such structures – be they generative or algorithmic – and the capability of Additive Manufacturing processes in realising these designs. Such a combination allows the design and production of complex objects that are truly optimised for their function. This is happening in many application areas, such as mechanical, thermal, chemical and optical engineering (Figs. 1-2) [1,2].
The mechanical application of complex ceramic structures might seem unrealistic due to their inherent fragility, but their complexity is the very reason why they can be utilised. The mechanical behaviour of ceramics, when shaped as a complex structure, can be significantly improved, overcoming the material’s fragility as some elements of these complex structures can work as fuses to deviate a crack’s path and thus dissipate elastic energy [3].
So, what is defined as a complex structure? The word complex derives from the Latin verb complecti, which means to embrace, to bring together several elements in one. In this case, a complex structure is an intricate object whose geometry is the result of the union of simple parts.
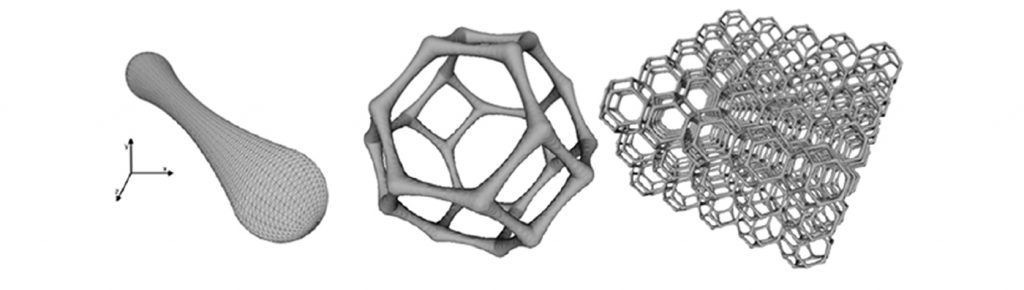
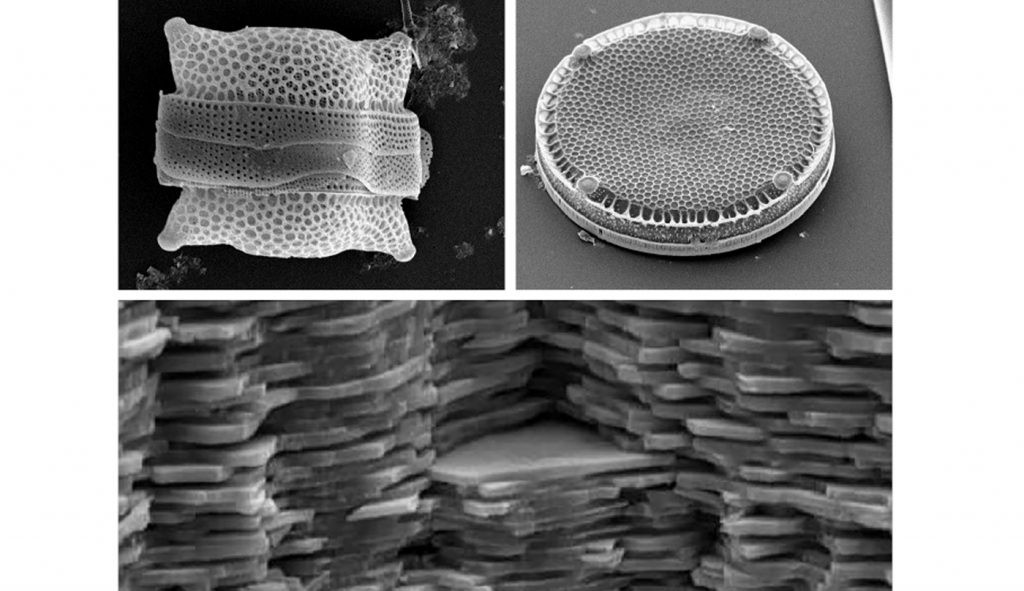
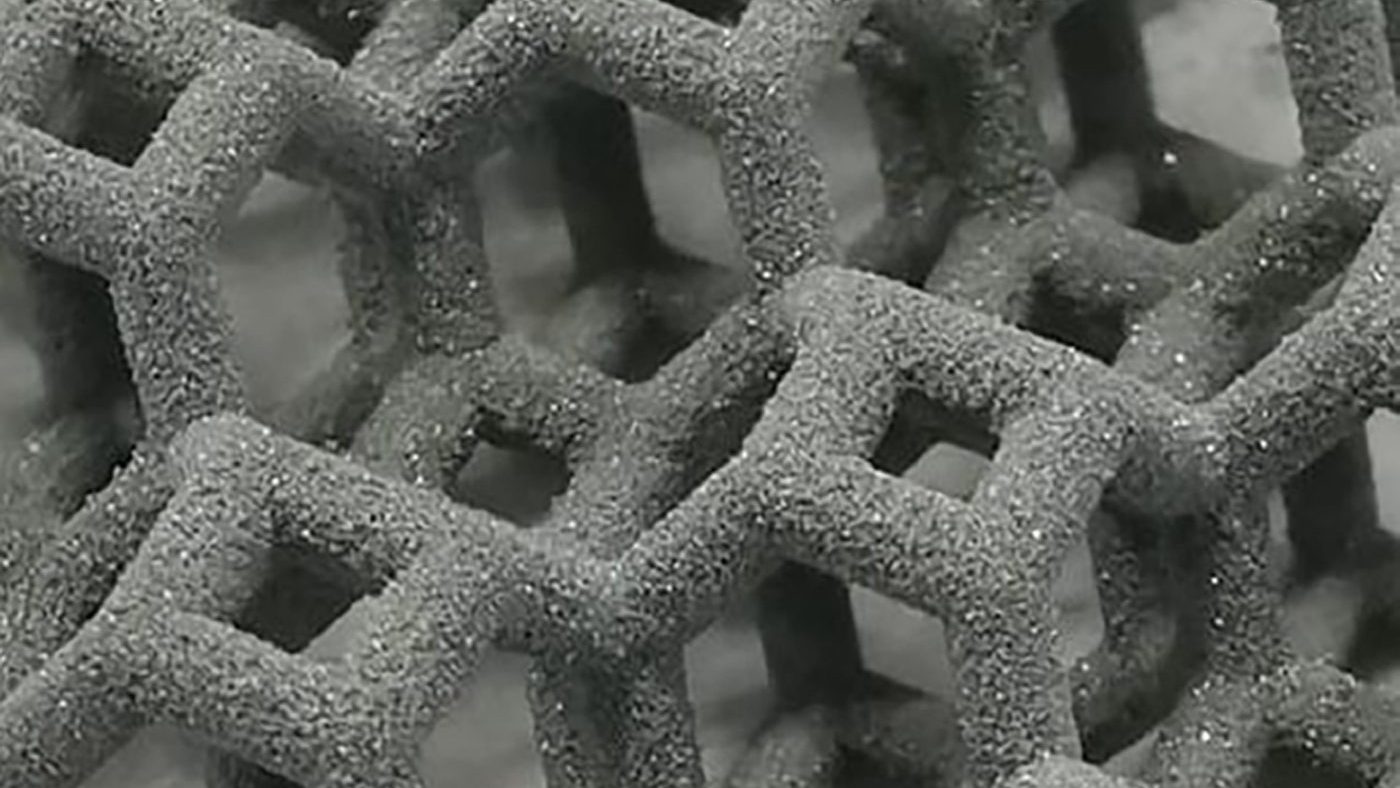
In strut-based complex structures, the element is a bar (strut), which, properly arranged, creates a cell and then a lattice (Fig. 3). In surface-based structures, the element is a curved surface again arranged into a cell, and then into the final structure (triply periodic minimal surfaces). These hierarchical ceramic structures are common in nature, mostly on a microscopic scale (Fig. 4).
Such complex structures are ordinarily produced by metal Additive Manufacturing processes. In the case of ceramics, however, their manufacture is not so straightforward. This is because of the different chemical bonds of the constituent materials. In general, ceramic molecules are bound by covalent links and, thus, are unsuited to production by some of the current metal Additive Manufacturing processes. The production of ceramic components by Powder Bed Fusion (PBF) processes is still in a research phase, while indirect, or sinter-based, processes such as Binder Jetting, Vat Photopolymerisation (VPP, also known as stereolithography), and Material Extrusion (MEX) processes, such as Fused Filament Fabrication (FFF), are more mature.
During indirect Additive Manufacturing, an object is shaped by ‘binding’ selectively adjacent powders together with a polymer binder. What comes out from the build process is a so-called green part: a composite material made of ceramic particles in a polymer matrix. This composite material then undergoes an initial low-temperature thermal debinding process to evacuate the polymeric phase and a subsequent higher temperature thermal process to consolidate the object by conventional sintering, or more exotic processes. Indirect Additive Manufacturing of ceramics is thus the combination of new AM technologies and the traditional firing of ceramics. Although this combination can be difficult to master, thousands of years of experience – from the earliest pottery onwards – does help.
Ceramic Binder Jetting
As previously stated, there are several Additive Manufacturing processes that can be used to shape ceramic objects; however, here we are focusing on Binder Jetting because, to date, it holds the most promise for industrial-scale production at a competitive cost.
Binder Jetting consists of the deposition of droplets of a liquid binding agent into a layer of ceramic powders. This layer-by-layer process is repeated many times until the complete shape of the component has been printed. The layered powder bed consolidates in the regions where the binder has been deposited by crosslinking and/or solvent evaporation. Finally, the excess loose powder is removed in a process known as depowdering.
Powder layers are spread by means of a doctor blade or by rollers; the latter option having the advantage of better compacting the powders before binder deposition. In order to evenly spread the powders and improve layer quality in the build volume, powders must show proper flowability – the ability of the powder to behave as a fluid. To achieve this, the powders must be as round as possible and with minimal interaction, such as electrostatic attraction, in order to avoid agglomeration.
This can be difficult to achieve with ceramic powders, which are normally produced by mechanically crushing large blocks into smaller particles. The only way to smooth their surface is to produce submicron powders and then agglomerate them by atomisation. Another route, if the material’s melting temperature is not too high, is to fuse and spray them in order to produce droplet-like particles.
Ceramics can be categorised as oxides, carbides and nitrides. The ones that, to the author’s knowledge, have been processed by Binder Jetting are presented in Table 1.

Binding agents can be thermoplastic or thermoset polymers, the most commonly used being, respectively, polyvinyl alcohol and phenolics. Normally, Binder Jetting uses coarse powders, not only to avoid agglomeration as previously mentioned, but also because fine powders, with a high surface area, are difficult to wet with a polymer. Optimal powder wetting is crucial, as, on the one hand, a poor wetting will not allow the binder to infiltrate the as-deposited powder layer, whilst, on the other hand, an over-wetting of the powder will cause it to spread too much, resulting in a loss of control of a part’s resolution.
This is currently an important limitation of Binder Jetting for the production of complex ceramic components with fine features: we can increase resolution when we need fine powders, but this brings problems in dispersing them in a dry state and properly covering them with the drops from the print head.
Furthermore, BJT parts made with fine powders can be difficult to remove during depowdering, as the polymeric binder components, while evaporating, migrate from the printed (or bound) regions to the dry, unbound, regions and can fasten fine powders in unwanted ‘extra-geometry’ regions.

Thermal processing: debinding and sintering
As previously stated, Binder Jetting is an indirect, sinter-based Additive Manufacturing process. This means that, after a part has been built, it must undergo two thermal processes: the first to remove the binder and the second to consolidate the part.
Debinding is a fundamental step in manufacturing processes such as CIM, as it is the stage during which a large proportion of the polymer binder is removed from the component, while keeping the powder particles as closely bound together as possible.
The most common way to decompose a binder is with the help of thermal energy. In this process, the heat is used to break the polymeric chains of the binder, first into oligomers and monomers, and then into smaller molecules. It is a complex process during which mass transport occurs, increasing the risk of the formation of defects in the component. During this pyrolysis, the mechanical strength of the part reduces consistently. It is important to increase the temperature of the part slowly in order to allow the decomposed binder materials to migrate from the core of the part to the outside without creating regions in which the pressure of the gasses exceeds the ultimate strength of the material.
At higher temperatures (>400°C), other elements of the decomposing binder will migrate from the material but, being smaller molecules, the chances that they freely diffuse through the material’s now open porosity are higher. It is worth mentioning that this is the most critical stage in CIM, as well as all sinter-based AM processes, and in thick (>5 mm) parts debinding can last up to a week.

The sintering stage, with the starting material now being composed of the ceramic powders loosely bonded by a small amount of remaining polymer binder, is performed at higher temperatures. In oxide ceramics, this sintering phase sees the powders in close proximity attract one another thanks to an atomic diffusion phenomenon induced by thermal energy. During sintering, the part shrinks because of these cohesive forces. It is important to control the temperature and dwell time in order to avoid distortions that alter the shape of the part. Due to the inherent difficulty in producing green parts from dry powders, it is difficult to produce fully dense parts.
Achieving full density in complex ceramic structures produced by BJT is not, however, always the main goal. Indeed, many complex structures are produced partially dense on purpose, to allow wash coating for catalysis or osseointegration for biomaterials. A direct comparison of the bulk material properties BJT and CIM should only be done for specific application types, such as structural components or ceramic cores for metal casting.
In CIM, the more complicated the parts, the greater the initial investment in tooling and the longer the lead time. There is, of course, a limit to the complexity of design that a tool can deliver and, at this point, a process such as CIM can no longer be employed. This is happening in the turbine engine market, where manufacturers are forced to produce more efficient systems at lower costs. Better performance requires higher working temperatures in the engine, so cooling becomes a critical factor and, consequently, ceramic cores are becoming ever more complex.


Post-processing: infiltration
An optional further processing step for complex ceramic BJT parts consists of infiltrating the microporosity with extra material. There are three ways to achieve this:
Polymer impregnation and pyrolysis
The materials obtained do not possess high thermomechanical or oxidative resistant properties because of the amorphous characteristic of their compositions. Nevertheless, in many cases, it is sufficient to produce parts for a number of applications [4].
Liquid silicon infiltration or reaction bonding
In this case, the part is placed into a vacuum furnace in contact with silicon, which, by bringing the furnace temperature above the melting temperature of silicon in vacuum, infiltrates the object’s macroporosity by capillary action [5].
Chemical Vapour Infiltration
This process can lead to a material with high purity and level of crystallinity. As a drawback, it is expensive and slow [6].

Examples of ceramic Binder Jetting applications
To the best of the author’s knowledge, ceramic Binder Jetting is not yet ready to commercially produce small objects with fine features; on the other hand, it is perfectly capable of the production of medium to large components in industrial quantities. The following are some examples of complex ceramic structures that have been produced thanks to the Binder Jetting of ceramics.
Catalytic supports
Johnson Matthey, UK, has explored ceramic BJT to produce a new generation of catalyst supports. These are commonly used in the chemical industry for heterogeneous catalytic reactions in fixed-bed reactors. These ceramic supports are further coated with a catalytic material. With Additive Manufacturing, it is now possible to design complex shapes with considerably more available surface area. This solution can also be applied to the design of smaller reaction units.
Diesel injection and combustion in porous structures
Reaction-bonded silicon infiltrated silicon carbide ceramic (RB-SiSiC) strut lattice structures produced by ceramic Binder Jetting are being developed to improve air–fuel mixture formation and for nonstationary lean-burn under pressure diesel applications [7]. It was shown that pre-ignition processes in the porous reactor are much faster than in a free combustion, especially at lower temperatures.
Heat exchangers
Complex porous architectures are ideal gas-gas heat exchangers as they dramatically improve the performance, especially at high temperatures (Fig. 8). The resolution capability that is now available with a new generation of BJT machines is making these products attractive for heat recovery applications [8].

Binder Jetting versus Vat Photopolymerisation
Comparisons between ceramic Binder Jetting and ceramic VPP, whilst inevitable, are not straightforward to make. There are two factors that might influence the choice of one process over the other: powder size and the powder’s refractive index. Powder size governs both the AM processing route and the thermal process to consolidate the as-built parts. In the first case, VPP has an advantage over BJT because it can handle much finer powders. This advantage, however, disappears if the powders to be used absorb the UV light used in the process – for example, SiC powders.
Overall, ceramic Binder Jetting can be considered more flexible than VPP, but it shows limitations because of the coarser powders that need to be used, which are in turn more difficult to sinter. However, the scaling up of the production of ceramic components can be more easily achieved with Binder Jetting, while VPP is still to be fully exploited ‘at scale’. This is particularly true for high volume sinter-based manufacturing, as debinding and sintering large batches of green parts in industrial-sized furnaces has a considerable economic advantage, as well as advantages in terms of energy consumption and workforce requirements.

Conclusion
Binder Jetting should be considered one of the more mature processes for the production of complex ceramic components. It has a great potential in industrial applications because of the ease in scaling up the machines and the relevant manufacturing processes. Indeed, for sand mould production for metal casting, it is a widely accepted production process. To date, the main drawbacks of ceramic Binder Jetting are the low achievable resolutions of fine geometrical features and the residual porosity in the final product.
A good overview of the current status of ceramic AM could be found at the Formnext 2021 trade fair in Frankfurt, Germany. The number of exhibitors involved in ceramic AM has dramatically increased over recent years. Some of these companies were even competing in terms of booth size and impact with major metal and plastic AM companies.
In terms of the visibility of the various ceramic AM processes, the spotlight has clearly been on ceramic VPP solutions, for which there are a number of high-profile machine suppliers whose technology is dedicated to the production of small, precision ceramic parts. Ceramic Binder Jetting is far less visible, in large part because the relevant BJT machine producers are more focused on leveraging the opportunities for metal BJT part production and, in the case of ExOne, also sand casting moulds.
All the currently commercially viable ceramic AM processes are based on indirect, sinter-based AM processes. Although these processes can be considered to be relatively mature, they are generally slower and more time and energy consuming than direct AM. As soon as a reliable and effective direct AM process becomes available for ceramics, the landscape and opportunities will change dramatically.
Author
Prof. ing. Alberto Ortona
Head of the Hybrid Materials Laboratory, MEMTi, DTI, SUPSI
Polo universitario Lugano – Campus Est, Via la Santa 1
CH-6962 Lugano – Viganello
Switzerland
[email protected]
www.supsi.ch/memti_en/institute/staff/hybrid-materials.html
References
[1] Pelanconi, M, Barbato, M, Zavattoni, S, Vignoles, G L, and Ortona, A (2019). Thermal design, optimization and additive manufacturing of ceramic regular structures to maximize the radiative heat transfer. Materials & Design, 163, 107539.
[2] Santoliquido, O, Camerota, F, Pelanconi, M, Ferri, D, Elsener, M, Dimopoulos Eggenschwiler, P, and Ortona, A (2021). Structured Alumina Substrates for Environmental Catalysis Produced by Stereolithography. Applied Sciences, 11(17), 8239.
[3] Rezaei, E, Bianchi, G, Gianella, S, and Ortona, A (2014). On the nonlinear mechanical behavior of macroporous cellular ceramics under bending. Journal of the European Ceramic Society, 34(10), 2133-2141).
[4] Cramer, C L, Armstrong, H, Flores-Betancourt, A, Han, L, Elliott, A M, Lara-Curzio, E., … and Nawaz, K (2020). Processing and properties of SiC composites made via binder jet 3D printing and infiltration and pyrolysis of preceramic polymer. International Journal of Ceramic Engineering & Science, 2(6), 320-331).
[5] Fleisher, A, Zolotaryov, D, Kovalevsky, A, Muller-Kamskii, G, Eshed, E, Kazakin, M, and Popov Jr, V V (2019). Reaction bonding of silicon carbides by Binder Jet 3D-Printing, phenolic resin binder impregnation and capillary liquid silicon infiltration. Ceramics International, 45(14), 18023-18029)
[6] Terrani, K, Jolly, B, and Trammell, M (2020). 3D printing of high-purity silicon carbide. Journal of the American Ceramic Society, 103(3), 1575-1581).
[7] Schlier, L, Zhang, W, Travitzky, N, Greil, P, Cypris, J and Weclas, M (2011), Macro-Cellular Silicon carbide Reactors for Nonstationary Combustion Under Piston Engine-Like Conditions. International Journal of Applied Ceramic Technology, 8: 1237-1245.
[8] Pelanconi, M, Zavattoni, S, Cornolti, L, Puragliesi, R, Arrivabeni, E, Ferrari, L, Ortona, A (2021). Application of ceramic lattice structures to design compact, high temperature heat exchangers: material and architecture selection. Materials, 14(12), 3225).
![Fig. 1 Examples of complex ceramic structures for high-temperature applications. A porous burner in the background (Courtesy EngiCer) and a heat exchanger [1] (Courtesy SUPSI)](https://www.pim-international.com/wp-content/uploads/sites/2/2023/09/Fig-01-5.jpg)



