



Azoth: Driving the acceptance of sinter-based Additive Manufacturing in the automotive industry and beyond
Everyone had high expectations of Binder Jetting. Of all the metal Additive Manufacturing processes, it suffered from the most hype. What transpired was the realisation amongst machine vendors that it was harder than expected to ‘get it right’. However, while public success stories are few and far between, progress is being made. Azoth is one company that has successfully embraced Binder Jetting, along with related sinter-based AM processes. With a ‘feet firmly on the ground’ approach, and a base near Detroit, it has found commercial success in the automotive industry and beyond. Bernard North reports on a recent visit. [First published in PIM International Vol. 18 No. 3, Autumn 2024 | 20 minute read | View on Issuu | Download PDF]

Ann Arbor is a large town some 40 miles west of Detroit, Michigan, and is best known as the home of the University of Michigan. It is also the home of Azoth, a rapidly growing manufacturer of AM parts with a strong automotive focus. The company has become very visible within the broader PM industry as a result of its numerous presentations at Metal Powder Industry Federation (MPIF) conferences and its successes in the annual MPIF’s Design Excellence Awards competition. The company’s seatbelt pillar guide loop for General Motors, used in Cadillac Celestiq (Fig. 1), is an award-winning part that has resulted in significant visibility for metal AM in automotive circles.
Azoth’s facility is located in a modern light industrial plan on the outskirts of the city. The entire morning of the visit was spent with Cody Cochran, General Manager and co-founder, and Mattia Forgiarini, Lead Process Engineer. We were joined for the first hour by Scott Burk and Jay Mullick, co-presidents of Azoth’s larger sibling company EGC, part of the EWIE Group of Companies.

Origin and early growth of Azoth
The author was quite familiar with EWIE, which stands for East West Industrial Engineering, from his earlier life in the metal cutting tooling industry. At large manufacturing plants, especially those producing automotive engines and transmissions, it is the norm for manufacturers to contract the purchasing and inventorying of consumables to an ‘integrator.’
This is where EWIE operates as a major player. A private company, and also headquartered in Ann Arbor, EWIE has grown since its formation in 1981 to achieve around $600 million in annual sales, employing around 1,200 people. A thousand or so of these employees are based at customers’ facilities. The company serves forty-five customers worldwide, most of whom have multiple manufacturing sites.
Burk explained that EWIE has developed a high level of familiarity and expertise in the field of subtractive manufacturing but, several years ago, it became apparent to its leadership that at least some of this technology would be replaced and/or complemented by Additive Manufacturing, and that it was important to develop expertise in the field. Azoth was therefore formed as a division of EGC in 2017 to develop the necessary expertise.
At the time of co-founding Azoth, Cochran had already worked for EGC for seven years, most recently at a General Motors transmission plant. The name ‘Azoth’ was selected from alchemy, a medieval scientific philosophy; azoth was believed to be the material that could transform lesser metals into more valuable ones. Additive Manufacturing embodies the same principles, combining raw materials to build something new and more valuable.

Initially, Azoth’s focus was on the Additive Manufacturing of polymers and D2 tool steel for fixturing and grippers etc. needed by EWIE’s clients, where AM’s short lead times were a big advantage. The first metal AM process the company investigated was Fused Filament Fabrication (FFF), specifically Desktop Metal’s Studio System, marketed as ‘Bound Metal Deposition.’ In 2019, the company purchased its first Digital Metal Binder Jetting (BJT) machines. Digital Metal was acquired by Markforged in 2022. BJT technology has formed the bulk of its development and production work since.

Forgiarini joined Azoth in 2019, shortly after which Azoth was announced as a separate brand within EGC. By 2022, development work and prototyping continued apace with a major milestone: the commercialisation of bespoke gear shift knob emblems for the Cadillac CT5-V and CT4-V Blackwing performance sedans.

In the same year, Azoth also adopted XJet’s NanoParticle Jetting (NPJ) technology to complement its BJT equipment. In the meantime, further equipment capabilities needed for both the AM processes themselves and for post-sintering processing have been added, and numerous further customer applications established.
Operating philosophy
Mullick emphasised that EGC’s background dealing with large manufacturing companies, all of which have very detailed quality management systems, has given Azoth an advantage because the management and staff understand that, to succeed in the AM parts business, “you must develop and maintain a truly production-capable infrastructure; in brief, you must have the whole thing.”
Expanding on this, Cochran suggested that reasons for disappointing growth, over-valued companies, and business failures in the AM industry were sometimes because players underestimated the importance of all processes, such as sintering, finishing, and QA, to AM rather than just the build process itself.
“Many people do not fully appreciate the rigour required to satisfy customers’ quality management systems. In particular, parts need to go through a full PPAP (Production Parts Approval Process). Another cause for delay and failure is the fact that there is a learning curve to Design for AM (DfAM) concepts. It typically takes time to cement it with customers and establish the trust required for redesign. This sort of change doesn’t happen overnight,” stated Cochran.

Short lead times are critical; Cochran stated that first parts are typically delivered to a potential customer within fifteen days following the provision of the item’s CAD model and that “generally, Azoth is not the bottleneck” during the subsequent testing and approval processes required by the customers before placing production orders.
Cochran succinctly summarised Azoth’s advantage when he stated that, “We are a true manufacturing organisation with Additive Manufacturing capabilities, rather than a service bureau.”
Manufacturing plant and production processes
During the plant tour, we passed through office areas where engineers interacted with customers, using Solidworks to create 3D models of parts to be manufactured. The manufacturing area is currently about 500 m2 and includes powder preparation, metal AM machines, curing and de-powdering stations, debinding and sintering capabilities, and multiple post-processing and finishing processes such as polishing and coating.
That metal Binder Jetting is the predominant AM process became clear with the sight of multiple Markforged and Desktop Metal machines running with 20-hour door-to-door cycle times, allowing an overall 24-hour ‘takt time’ for much of the plant.
The machines have different assignations by material type: one of the Markforged machines runs copper and MAR247, while the others are used for 316L and 17-4PH stainless steels. Desktop Metal machines run both stainless steel alloys. After the build cycle, the loads are cured in ovens at approximately 200°C before being de-powdered at dedicated stations; recycled powder is blended back in with virgin powder in strictly controlled proportions. The XJet Carmel machine uses two ‘inks’: a suspension of submicron 316L stainless steel powder and a separator/support material which is dissolved in an aqueous solution after the manufacturing process.

Green parts are then placed on molybdenum trays with ceramic separator plates and are then either debound in separate ovens and then sintered, or else a combined debind-sinter cycle is run in the large Elnik Systems MIM 3015 batch furnace, equipped with a molybdenum retort and heating elements. This has a hot zone of approx. 0.6 x 0.6 x 0.9 m and is capable of complex cycles under vacuum or flowing N2, Ar, and H2 gases. It also has a fan and heat exchanger to reduce cycle times.

At one end of the production area, a variety of post-sintering capabilities were apparent, including a small heat treatment furnace; abrasive tumbling for polishing, abrasive blasting, buffing, and Cerakote coating application equipment, although external service providers are also partnered with for various post-sinter operations.
Quality Assurance
The Quality Assurance lab equipment included full optical metallography specimen preparation and microscopy capability, together with the Archimedes’ method for measuring density, as well as hardness testing, surface finish measurement, and a 3D scanner with 5 μm resolution used for both QA and for reverse engineering of customer-supplied components. Chemical analysis is outsourced. Powder suppliers provide particle size and compositional data, but Azoth also obtains certification through a third-party laboratory.
During our tour, we witnessed the seatbelt adjustable guide loop shown in Fig. 1 being strength tested with a length of the seat belt; the desired result was observed when the belt itself failed, but the additively manufactured metal component did not.
Expansions plans
Currently, Azoth is housed on one side of a ~3,000 m2 building which, until recently, was primarily used by EWIE, with Azoth using less than about 20% of its space. Most EWIE staff have since relocated to another facility in the area and, at the end of our plant tour, we walked through two empty spaces – one of 1,500 m2 and another of about 500 m2 – that are earmarked to enable a significant expansion of production capacity and output.
Cochran stated that volume could grow to between 5-10x current levels without needing to relocate to another facility. New production machinery slated for delivery includes a Markforged DMP Pro BJT machine, another Elnik Systems debind/sinter furnace, a five-axis Mazak machining centre, and more surface finishing equipment.

Even with these additions, there will be space available for far more equipment as the business grows. Azoth management stated they can see the business, which currently employs around twenty people, growing to the order of $100 million in annual sales.
Product mix
By material, metals account for around 90% of Azoth’s output, with polymers accounting for the balance. Stainless steels are used for the vast majority of metal production, divided roughly equally between 17-4PH and 316L, though there are also significant quantities of pure copper and MAR247, a nickel-based superalloy, as well as a small amount of D2 tool steel, reflecting Azoth’s earlier focus on tooling and fixtures. Ti-6Al-4V has been technically qualified and should join the offering soon.
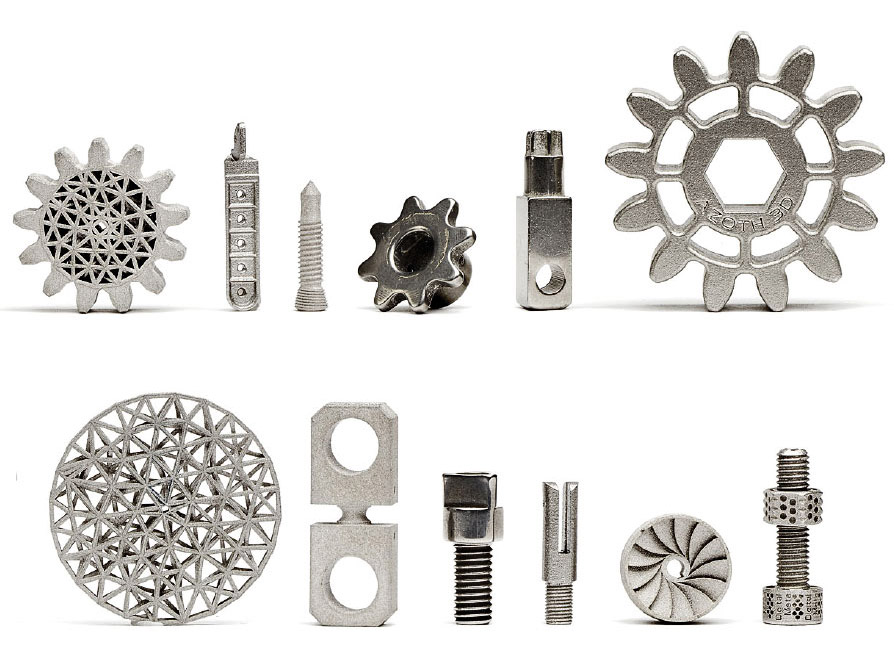
Azoth describes its product range as small, highly detailed parts. By weight and physical size, the products range from 0.015 g in weight and a few mm in length up to parts with a weight of 1.5 kg and a largest dimension of 15 cm.

By market, the automotive industry accounts for some 65% of output, and Azoth currently has over fifty PPAP-approved parts in production for two OEMs and ten Tier 1 suppliers. Approximately 5% of output is for tooling, jigs, and fixtures, with most of the remaining 30% split between medical and defence. The company also supplies a few consumer products; during the plant tour, we saw an order of guitar saddles being made. Geographically, the split is ~90% North America, 10% international.

Quantities of specific parts vary greatly, but typical volumes are 10–250 pieces during product development and 250-70,000 pieces per year in production, although Azoth is entertaining business prospects for specific components of over 1,000,000 per year. In most cases, replenishment orders are released monthly or bi-monthly. By repeat orders versus new business, the split is approximately 65%:35%.
Metal AM processes and suppliers
Azoth has, from its beginnings, chosen to focus on sinter-based metal AM processes. Forgiarini and Cochran described the reasons for selecting sinter-based methods as being a combination of their ability to deliver serial production at scale, with better fine feature and surface finish capabilities than Laser Beam Powder Bed Fusion (PBF-LB). Better material utilisation as a result of not needing to build support structures which then have to be recycled as scrap is also seen as an advantage. At this time, they do not see a need to expand into other, fundamentally different, AM technologies.
When asked if there were any serious concerns about the business stability issues affecting some AM equipment manufacturers, the answer was a clear ‘no’ for several reasons. Azoth performs its own maintenance work on equipment and, even if some companies have become overvalued through overly optimistic estimates of market growth, each supplier’s basic technology was sound and would continue to be supported, even if that may be under different ownership.
In addition, while new equipment is initially qualified using powders supplied by or through the manufacturer, Azoth has developed qualified second sources for all three equipment types.

When it comes to process selection, Azoth staff stated that when a new component comes in for prototyping, they can usually quickly see which process to apply based on the composition, physical size, complexity, and surface finish requirements of the part. Very small parts with fine features and smooth surface finish requirements are best made by the XJet process, which uses sub-micron metal powders in a slurry deposited as 10 μm layers. The much finer grain size can also deliver superior mechanical properties [1]. Larger parts with less fine feature complexity are better suited to one of the Binder Jetting systems.
Azoth is ISO 9001-certified and ITAR (International Traffic in Arms Regulations) registered, is IATF 16949 (automotive industry) compliant with third-party auditing and is also working towards ISO 13485 medical industry certification.
Taking AM to the automotive industry
Azoth is enjoying considerable success in the automotive industry and the team has shared considerable insight on its journey at several of the MPIF’s annual and co-located PowderMet/AMPM conferences.
Automotive interior components
At AMPM2022, in Portland, Oregon, Cochran described the company’s work using BJT as a fabrication process for automotive components for vehicle interior applications [2]. Such components are parts exposed in customer-facing interior applications and require cosmetic surface finishes and detail resolutions superior to the capabilities of fusion-based Additive Manufacturing processes.
To validate the material and function of the components, Cochran stated that various tests have to be performed to predict effects on part quality through long-term consumer use for the lifetime of the vehicles in which they are installed and many factors have to be taken into consideration to match the level of standardisation and quality control required for automotive production.

The components shown in Fig. 12 passed all automotive PPAP quality requirements and are installed in production vehicles. Cochran stressed the importance of standards (MPIF 35, ISO 9001, AS9100, IAT 16949) and a robust process control plan including FMEAs (Failure Mode and Effect Analyses), an AIAG (Automotive Industry Action Group) Advanced Product Quality Checklist and familiar testing equipment to gain the confidence of automotive customers.
Sinter-based AM process selection
A year later, at AMPM2023 in Las Vegas, Forgiarini compared the production of 316L stainless steel parts using Binder Jetting (with 15 μm powders) with XJet’s Nanoparticle Jetting process (<1 μm powders) [1]. The latter process allows sintering at much lower temperatures in a combined vacuum/H2 cycle. While cost and throughput favour Binder Jetting, the XJet process can produce parts with much higher surface detail and higher yield strength and Forgiarini described the two processes as being complementary rather than competitive.
Lead time and cost issues
At this year’s AMPM2024 conference in Pittsburgh, Pennsylvania, Cochran presented a case study [3] explaining the lead time and cost issues involved in bringing a metal AM part to production for the automotive industry.
The main lesson shared was that AM can be just a small part (in this case ~25%) of the total lead times and component costs. Drivers are complex designs, mass customisation (in some cases), rapid product development, and low cost compared to MIM, investment casting, or machined parts.
Example parts were left- and right-hand versions of a badge for the front fenders (wings) of a Chevrolet Camaro Garage 56 variant, produced by BJT from 316L stainless steel. Besides the complexities of the badges per se (Fig. 14), their rear surfaces had to precisely match the contours of the respective fender. After sintering, the parts had to be finished and adhesive foam backing of the correct shape applied (Azoth had to design the fixturing to correctly apply this to the AM parts).
Even though successful prototyping of the AM parts took less than three weeks, the total project time – from the initial RFQ through seven design iterations, three finish variants, and the PPAP (Production Parts Approval Process) to actual deliveries – took about four months.

Safety-critical AM parts for the automotive industry
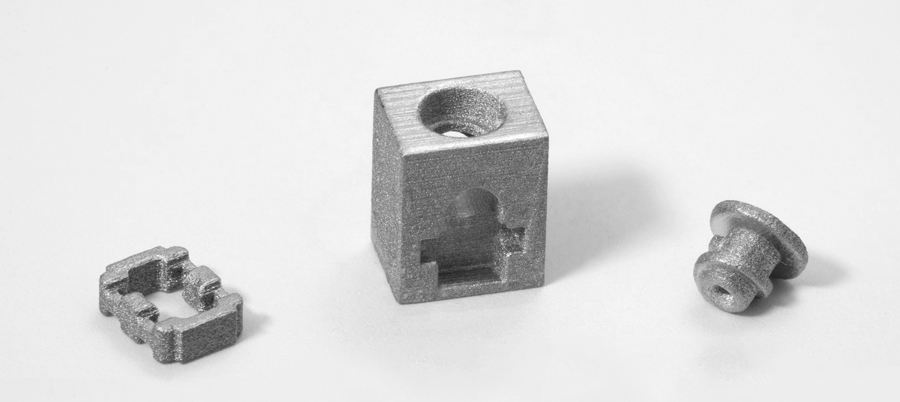
At the same event, Forgiarini explored the development, approval, and production of a safety-critical automotive component, specifically the seatbelt pillar adjustable guide loop for the General Motors Cadillac Celestiq [4] shown in Fig. 1.
Forgiarini summarised the significant design iterations required to go from the traditional four-part assembly to a single piece AM component, while satisfying structural, cosmetic, cost, depowdering, polish media clogging prevention, and electropolish liquid draining considerations, as well as the PPAP checklist, Technical Drawing Review, Process Flow Diagram and Control Plan, and required Quality Assurance checks. All of these steps need to be done and implemented before production orders can be received.
17-4PH stainless steel was selected for its mechanical strength and corrosion resistance, and after the Binder Jetting process, curing, depowdering, delubing and sintering the secondary processes selected were abrasive flow machining, polishing, and NiCr electroplating.
When Cadillac revealed its Celestiq vehicle, it marked a significant milestone on the path to achieving the company’s goal of creating an all-electric, ultra-luxury vehicle. John Roth, Vice President of Global Cadillac at General Motors, stated that the team at GM “rethought everything, resulting in the most technologically advanced vehicle in the brand’s history.”

The development of the vehicle resulted in numerous innovations, including 115 parts produced by Additive Manufacturing. The seatbelt pillar adjustable guide loop is GM’s first safety-related metal AM part. “BJT allows the assembly of this part to be reduced from four separate components to one complete component, saving time and money. BJT makes this part optimised for targeted strength and weight performance. As GM’s first safety-related 3D printed metal part, this pushes the boundaries of what we can accomplish and facilitates Cadillac’s place at the forefront of innovation and luxury,” Roth stated at the time of the launch [5].
Success for AM requires industry-wide cooperation: Engaging with the MPIF
Beyond participating in its conferences and awards competitions, Azoth is very active in other areas of the Metal Powder Industries Federation’s activities. Cochran is on the Board of Directors of the Association for Metal Additive Manufacturing (AMAM), while Forgiarini is a member of the AMAM Standards Committee and served on the Technical Program Committees for the 2023 Las Vegas and 2024 Pittsburgh conferences.
In response to a question about how Azoth markets its capabilities to gain new business, Cochran and Forgiarini stressed the importance of conferences such as those organised by the MPIF, not only for the technical knowledge exchange and industry networking they provide, but also the marketing reach they give. “Our first customer in a company is often a R&D person,” they explained, “who is intrigued to see how successfully Azoth can make a specific, often newly designed and developed, part using metal AM. If such efforts are technically successful, the customer’s quality system requirements are met, and the business case makes sense, commercial production orders often ensue.”

Closing comments
Having attended Azoth presentations at the AMPM2023 and 2024 conferences, the author was already familiar with the company’s strong understanding of their customers’ quality system requirements and how they realise that the AM process itself is just one part of the total value flow, and not necessarily even the most time- or resource-intensive part thereof.
The visit to the company’s site, and the detailed conversations with company management, strongly reinforced those earlier impressions, and understanding Azoth’s relationship with EGC – a strong, established, and pragmatically led organisation with significant resources and clear strategic vision – further explained Azoth’s familiarity with, and rigour in, implementing strict quality management disciplines for both its own and its customers’ requirements.
Combining that with the company’s obviously strong technical skills, process capabilities and savvy technical marketing, it becomes easy to understand why they have grown to such an extent since their formation in 2017, and are also very confident of significant further expansion in the years ahead.
References
[1] M. Forgiarini, C. Cochran” Metal Binder Jetting and Metal Material Jetting as complementary technologies: a user perspective,” Advances in Additive Manufacturing with Powder Metallurgy, 2023, pp. 203-213, ISBN 978-1-943694-40-2)
[2] M. Forgiarini and C. Cochran Metal Binder Jetting of Automotive Components as presented at the AMPM2023 International Conference
[3] C. Cochran: Speed to Production: A Case Study on Automotive Exterior Badging with Metal Binder Jetting as presented at AMPM2024 Pittsburgh
[4] M. Forgiarini: Metal Binder Jetting of Safety Critical Automotive Components as presented at AMPM2024 Pittsburgh
[5] www.linkedin.com/posts/activity-7209565381735133184-IAtC/
Contact
Cody Cochran
Co-Founder and General Manger
Azoth
Ann Arbor, Michigan, USA
[email protected]
www.azoth3d.com
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh area, Pennsylvania, USA
[email protected]




