



Advancing industrialisation: Binder Jetting at the forefront of a maturing sinter-based AM landscape
Binder Jetting’s accelerating progress toward industrial production set the tone at Fraunhofer IFAM’s 6th Workshop on Sinter-based Additive Manufacturing, held on October 8-9, 2025, in Bremen, Germany. Alongside Binder Jetting, the programme highlighted advances across the wider family of sinter-based AM processes, with industry and research speakers presenting new applications, cleaner and more stable workflows, and expanding material options. This report, by Fraunhofer IFAM’s Lea Reineke and Michael Norda, reviews the event’s key findings. [First published in Powder Injection Moulding International Vol. 19 No. 4, Winter 2025 | 10 minute read | View on Issuu | Download PDF]

Despite a challenging market environment for many manufacturers, IFAM’s 6th Workshop on Sinter-based Additive Manufacturing showed clear momentum towards industrial adoption. Held on October 8-9, 2025, in Bremen, Germany, the event’s timing – scheduled separately from the European Powder Metallurgy Association’s Euro PM2025 conference – gave the community more space for focused engagement.
Numerous companies presented production-ready use cases, signalling a growing level of confidence in Binder Jetting (BJT) in particular, as well as in other sinter-based routes. Applications spanned aerospace, automotive, medical, and luxury goods, with examples demonstrating rising part volumes, improving repeatability and tighter integration with downstream operations.

Research contributions added further depth. Rather than broad overviews, presenters delved into specialised material development and process understanding, covering alloy optimisation, contamination control, modelling, simulation and hybrid manufacturing approaches. Several talks also highlighted a shifting supplier landscape, with new machine architectures, expanded material portfolios and increasingly integrated digital workflows.
Participants from across Europe, the UK, Japan and Canada – representing research institutes, equipment suppliers and industrial users – used the forum to assess current limitations and emerging opportunities. Discussions centred on economic viability, quality assurance, automation and the role of digital tools in accelerating uptake.
Opening the programme, Sebastian Hein, Senior Scientist at Fraunhofer IFAM, welcomed attendees. The breadth of speakers from Addimetal, Elnik Systems, HP, Hyperion, Legor, MetShape, Ricoh UK Products, Robert Bosch GmbH, Rolls-Royce Deutschland, WZR, and others underscored both the expanding industrial base and the sustained R&D activity underpinning sinter-based AM.
Binder Jetting: applications and production cases
Rolls-Royce: nickel-based alloys for cost-efficient hot-section parts
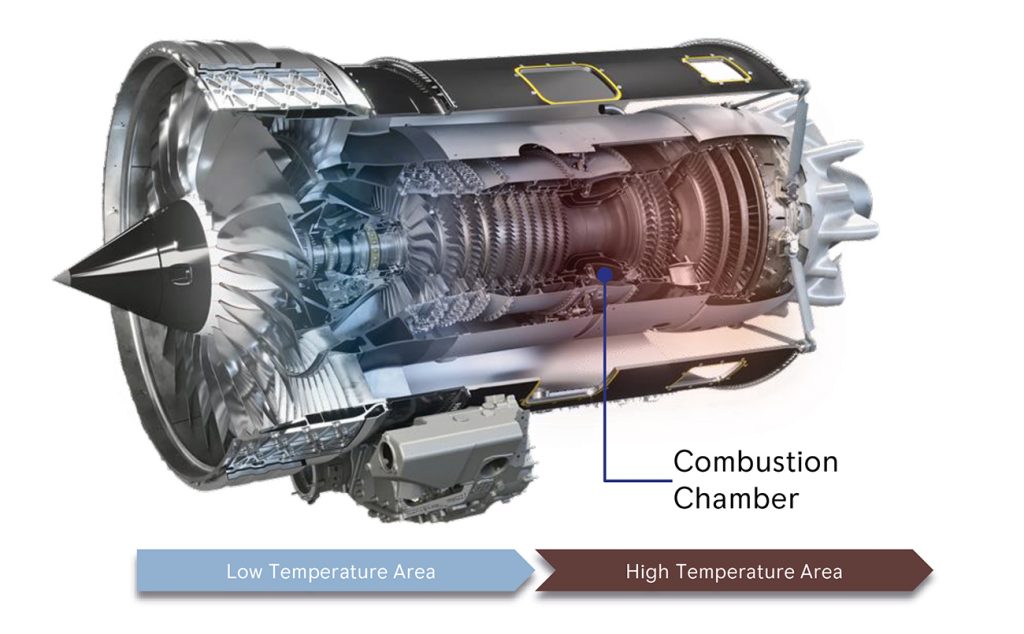
The first day opened with a focus on real-world applications of metal Binder Jetting. Dominique Kiesslich, Materials and Technology Acquisition Engineer at Rolls-Royce, outlined the company’s early investigation of nickel-based alloys for aerospace components produced via BJT, carried out in collaboration with her Rolls-Royce colleague Enrico Daenicke. The work examines whether sinter-based AM can provide a cost-effective alternative for small, high-temperature parts in nickel- and cobalt-based systems where geometric complexity and cost make conventional routes less competitive.

Rolls-Royce is evaluating BJT for components such as heat shields, combustor tiles and burner sleeves, with feasible part sizes up to 150 x 200 mm, annual production volumes of up to 50,000 units and the ability to incorporate curved channels and features below 0.5 mm. Within this envelope, Kiesslich suggested potential unit cost reductions of 40% or more compared with conventional manufacturing methods. Early work is therefore centred on what Kiesslich described as ‘low-hanging fruit’ applications, moderately loaded, geometrically complex parts with more accessible qualification pathways.
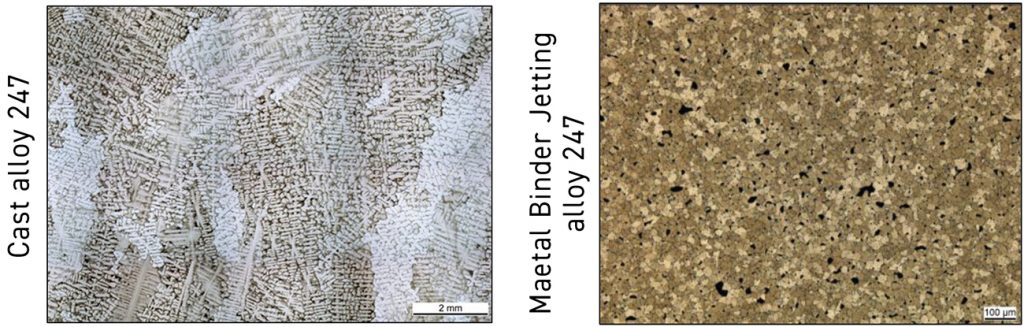
However, several constraints remain. Current BJT parts show slightly lower density than cast or MIM components (now used by Rolls-Royce aero engine applications), along with higher surface roughness and reduced fatigue performance. Sintering distortion continues to affect dimensional stability, narrowing the range of feasible geometries and increasing development effort. As-sintered porosity is typically around 2%, consistent with validation builds. Early Alloy 247 trials have produced fine-grained microstructures, but a full property dataset is still needed. Broader adoption will depend on suitable powders, effective defect control, robust processing and a more mature supply chain.
Legor: BJT for high-detail jewellery and fashion

Fabio di Falco and Mattia Lago introduced Legor’s 3D Metal Hub, the company’s internal facility for the Binder Jetting of precious and non-precious metals. They highlighted how BJT is being used in jewellery and fashion applications, where the ability to produce fine textures, detailed surfaces and localised features expands design options beyond what casting or machining typically allow.
Examples included a high-precision watch case and a concept for a fully additively manufactured shoe heel, illustrating how intricate geometries can be produced without moulds and with shorter development cycles. The Hub supports prototyping and small-to-medium production series, aligning with digital-inventory approaches and enabling customised designs.

Legor’s current BJT materials include silver, bronze and stainless steels (316L and 17-4 PH), with platinum alloys and 18-karat gold in development. The presenters noted BJT’s potential for functional performance in suitable applications, supported by density and powder-reuse figures, though detailed test conditions were not provided.

Bosch: BJT as a bridge between prototyping and MIM
Rainer Gumpinger, Group Leader 3D Binder Jetting, Bosch, brought the discussion back to industrial process development, illustrating how BJT can bridge rapid prototyping and Metal Injection Moulding (MIM) production. Gumpinger presented example components, including heater cups, locking units, and tooth lock washers, to demonstrate how BJT enables fast, MIM-grade prototypes that support design iteration, deburring evaluation, and sintering cycle development.
For Bosch, the main value lies in shortening development loops: rapid samples enable earlier error detection, faster alignment between design and manufacturing teams and more informed discussions with customers. Gumpinger emphasised that BJT does not replace MIM; instead, it serves as an enabler in the industrialisation process, helping refine part geometry and process parameters before committing to tooling. This reduces development risk and supports a more efficient transition to full-scale MIM production.
Ceramics and hardmetals: extending BJT’s capability
Process-driven selection for ceramic AM routes
Dieter Nikolay, WZR ceramic solutions GmbH, opened the ceramics and hardmetals session by noting that all ceramic AM routes are inherently sinter-based, regardless of the shaping method. He outlined how different processes are used in practice: Vat Photopolymerisation (VPP) remains the preferred route for fine-featured, high-density parts, while Binder Jetting, Material Extrusion (MEX) and, increasingly, Material Jetting (MJT) offer alternatives for larger, more porous or geometry-dependent components.
Nikolay showed how feedstock development, such as particle-filled systems and metal-organic additives, can support these routes by improving green strength and sintering behaviour. He emphasised that process selection should be driven by required density, part size, and tolerances, rather than the AM technology alone, with BJT being well-suited where larger volumes, complex shapes, or tailored porosity are needed.
Cemented carbides on HP Metal Jet
Hortensia Melero, Hyperion Materials & Technologies, presented work on the Binder Jetting of cemented carbides using HP’s Metal Jet S100 machine. She confirmed powder compatibility and demonstrated that wear-resistant tooling components can be successfully produced via BJT, a crucial step given the longstanding challenges of processing hard metals through AM routes.

Melero explained that cemented carbides are well-suited to sinter-based AM because they avoid the cracking, porosity and phase instabilities often introduced by high-energy fusion processes such as Laser Beam Powder Bed Fusion (PBF-LB). Examples shown, including carbide tooling components, demonstrated homogeneous microstructures and properties comparable to conventionally manufactured parts, while offering design flexibility and shorter lead times.
Work is ongoing, with further studies focused on refining sintering behaviour, assessing additional carbide grades and scaling the process. These developments indicate a growing potential for Binder Jetting in hardmetal tooling and industrial applications.

Volkswagen: Binder Jetting without internal binder
Matina Youshin, a PhD candidate working on AM at Volkswagen, presented a ‘binder‑free parts’ approach for Binder Jetting. In this method, the bulk of the green part is built without a binder, while a nanoparticle‑ or salt‑loaded binder is used only to build a thin shell around the component and around regions that must be depowdered, such as internal channels.
The shell binder contains anti‑sintering additives that hinder early neck formation, so the shell remains relatively brittle during a controlled presintering step. After presintering, this brittle shell can be broken by automated mechanical and/or chemical depowdering, allowing the loose, binder‑free powder inside to be removed. Youshin showed SEM images and schematic cross‑sections illustrating the inhibited neck formation and shell behaviour.
The goal is to enable automated depowdering and reduce carbon contamination, tackling one of the major bottlenecks in Binder Jetting. If successfully industrialised, this strategy could cut labour requirements, increase throughput and improve process reliability for complex metal components.
Machine supplier updates
HP: the expanding alloy ecosystem for Metal Jet S100
HP Additive Manufacturing’s Rocío Muñoz Moreno outlined the company’s expanding materials and process ecosystem around the Metal Jet S100 machine. She highlighted collaborations on nickel-base alloys with IndoMIM, Continuum and Tecnalia; WC-Co with Hyperion; copper with GKN and RWTH Aachen; and ongoing steel development involving partners such as GKN, IndoMIM, AMES, Sandvik, ArcelorMittal, Outokumpu and Fraunhofer IFAM.
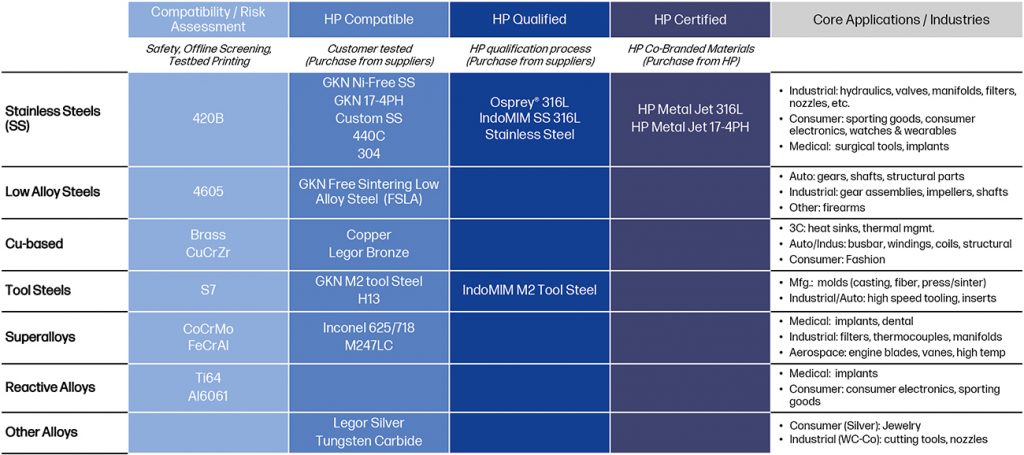
Moreno emphasised that these partnerships support coordinated progress in both materials and application development, enabling work on high-temperature alloys for aerospace, high-strength steels for automotive and tooling, and copper for thermal and electrical applications.
Of particular note is the number of companies now using HP’s Metal Jet solution, be it for production or research. Desktop Metal’s fall into administration and subsequent asset sale has reshaped the supplier landscape, giving HP an opportunity to expand its production and research partner network and, it would appear, to increase its global installations.
High-viscosity binders and the ‘Elephant’ recoater
Matteo Baldassari and Farid Salari, Concr3de, presented the company’s BJT machines designed for a wide range of materials, including technical ceramics, hardmetals and metals. They highlighted how high-viscosity, particle-filled binders enable the Additive Manufacturing of powders that are normally difficult to spread or consolidate on conventional BJT machines.
The presentation included examples of ceramic and carbide parts produced using these binders, demonstrating homogeneous structures in large or complex builds. Salari also discussed Concr3de’s high-viscosity jetting technology and the ‘Elephant’ recoater concept, which compacts and levels non-flowable or multimodal powders to support more challenging feedstocks. These developments expand the accessible materials palette and open up routes to applications across the semiconductor, aerospace, energy, and tooling sectors.
Hybrid AM workflows for multi-material components
Christian Berger from Fraunhofer Institute for Ceramic Technologies and Systems (IKTS) highlighted the institute’s work on hybrid manufacturing, which combines processes such as Vat Photopolymerisation (VPP), Fused Filament Fabrication (FFF), and milling to produce multi-material components with enhanced functional performance. These hybrid workflows allow integrated features (such as embedded conductors, tailored thermal pathways, or localised mechanical properties) that would be difficult to achieve using a single manufacturing method.

Berger showed examples from IKTS’ ongoing hybridisation programmes, demonstrating how sequential and simultaneous process combinations can widen the range of achievable material pairings and support components with complex functional requirements.
In summary, the first day’s presentations showed that Binder Jetting is advancing on multiple fronts, with applications in aerospace, jewellery, automotive, hard metals and ceramics. Despite the varied use cases, a clear theme emerged: BJT is gaining value as part of broader sinter-based and hybrid manufacturing chains rather than a standalone process. Across the talks, companies demonstrated progress in material development, process reliability and workflow integration, all of which are helping move BJT toward higher-volume, higher-performance applications.
Sinter-based AM research
‘Project Speed Dating’: advances in automation, aluminium BJT and digital QA
The second day of the workshop focused on research, materials, and industrialisation strategies. Fraunhofer IFAM’s Sebastian Hein and Thomas Studnitzky started the day with the institute’s ‘Project Speed Dating’ initiative, which brings together several targeted developments aimed at improving the reliability and automation of sinter-based AM.
They first introduced the QualiJet programme, which focuses on automated green-part handling. The work includes adaptive gripping strategies and robotic depowdering supported by AI-based quality control. The aim is to lower scrap rates, shorten unpacking cycles and move toward near-zero-defect production, requirements that are essential for aerospace and medical applications.
The discussion then turned to aluminium through the AutoMBJ project. Newly developed curing-free binders achieved 99% density after sintering at 645°C, with carbon levels around 0.04%, significantly cleaner than conventional systems. Improved debinding behaviour and enhanced wettability suggest that aluminium Binder Jetting could become more viable for lightweight, higher-volume components in automotive and aerospace sectors.
Additional research activities included screen-printed RF filters operating in the GHz range, produced with ±2-3 µm accuracy and demonstrated at 141 GHz. These filters offer a potential low-cost alternative to precision-machined RF hardware. Looking toward industrialisation, IFAM also outlined progress within the FAST programme, covering sinter-simulation workflows, digital twin development, part-specific inspection methods, and real-time sensor integration on BJT components.
IFAM also expanded its research capabilities with new equipment, including a Wayland Calibur 3 Electron Beam Powder Bed Fusion (PBF-EB) machine and a SinterIT LisaX polymer PBF-LB machine for Cold Metal Fusion (CMF).
Digital twins for spreading, density and shrinkage prediction
Alexis Burr, from CEA, presented work on using digital twins to improve process understanding in Binder Jetting. The team is developing predictive models for the steps that most influence final part quality, including powder spreading, green density and sintering shrinkage.
Burr demonstrated how dedicated test benches and controlled experiments help explain why powders spread in a particular way and why density varies across a build. These observations enable engineers to anticipate defects and trace variations back to specific process conditions, thereby reducing their reliance on trial-and-error methods.
The team also demonstrated how digital twins can support design compensation, utilising predictive sintering models to adjust geometries prior to the build. In several case studies, this reduced distortion to just a few hundred microns, even on more challenging shapes.
Crack-free A11 tool steel via BJT
Frederik Tegeder, RWTH Aachen, presented work on processing the carbide-rich cold-work tool steel A11 using Binder Jetting. This alloy is valued for its extreme wear resistance but is challenging to process using laser-based powder bed fusion, as high cooling rates often lead to cracking. The basic microstructure was consistent across BJT, Electron Beam Powder Bed Fusion (PBF-EB) and conventional PM+HIP, but differences in carbide distribution helped explain the fatigue behaviour observed.
Using Binder Jetting, Tegeder’s team produced crack-free A11 parts with the expected martensitic matrix and finely dispersed vanadium carbides, showing that the process can handle alloys that are inaccessible to laser-based routes. The BJT samples displayed the lowest scatter in fatigue testing amongst the AM processes examined and behaved predictably both with and without HIP. HIP further increased performance, but even the as-sintered BJT material showed stable fatigue behaviour, with defect structures clearly identifiable through SEM and EDX fracture analysis.
CuCrZr densification and conductivity optimisation
Shandra Sainz Rodriguez, CEIT, presented ongoing work to establish robust Binder Jetting parameters for the CuCrZr alloy. The study encompasses powder atomisation, build behaviour, and sintering optimisation, with a strong focus on how impurity control affects densification and final properties.
Tests identified 1,070°C for three hours in hydrogen as a viable sintering condition, producing parts close to full density (~99.7%) and highlighting the importance of managing oxygen and carbon during debinding. Subsequent solution annealing and ageing generated a fine dispersion of Cr and Zr precipitates, which raised hardness and improved microstructural uniformity. Well-densified samples achieved electrical conductivity values of 85-90% IACS, while elevated oxygen or residual defects resulted in lower values.

The team is now extending the work to HIP, with early results showing improved dimensional stability, densities approaching 99.9% and conductivities in the low-80% IACS range. The study concluded with a demonstration heatsink produced entirely by BJT, illustrating the alloy’s potential for complex thermal-management components.
Throughout the discussions, participants were notably candid about the remaining barriers to industrial adoption, particularly in areas such as quality assurance, automation, and process stability. Several exchanges also highlighted the role of digital tools in accelerating development and improving predictability.
Open discussion: AM standards, supply chains and automation
Midway through the second day, the workshop moved into a highly interactive pinboard-assisted discussion that opened out to the broader landscape of sinter-based AM. Participants raised a wide range of practical and strategic topics, including powder quality tolerances and process stability, as well as realistic adoption timelines and how Binder Jetting may evolve over the next decade. The conversation frequently returned to the need for more explicit material and inspection standards, reflecting a shared interest in more predictable and reliable production routes.
Automation emerged as a consistent theme, with several contributors noting its importance for scaling Binder Jetting, particularly in labour-intensive steps such as depowdering and quality control. The discussion also widened to consider how sinter-based AM might integrate into existing supply chains, and where it could potentially reshape them.
Sustainability featured throughout, with attendees highlighting opportunities to reduce material waste and improve resource efficiency as the technologies mature.
Materials developments across sinter-based AM
Ricoh: aluminium heatsinks with controlled distortion
Ricoh’s Insei Son provided a technical presentation on the company’s aluminium BJT development for inverter heatsinks. Using liquid-phase sintering of AlSiMg alloys, the team reported >97% density, tensile strengths up to 290 MPa, and thermal conductivity around 180 W/K. The ongoing project with a heatsink supplier has progressed through design, simulation, printing and sintering, with joining and full assembly evaluation still in progress.
Dimensional accuracy emerged as an important outcome of the work. The sintered fins held height variations to ±1.5% with a flatness of 0.115 mm, giving sufficient consistency for brazed assembly into the baseplate.

Features such as turbulators and topology-optimised fins showed promising simulated thermal performance and, in some cases, outperformed conventional copper plate-fin designs while reducing weight. Son also noted that BJT’s higher productivity and dense nesting support cost-efficient manufacturing, especially when built sections are combined with conventional components to limit material use.
At the workshop, Fraunhofer IFAM’s Claus Aumund-Kopp announced Ricoh as the winner of the 2025 Component Award for this application.
Steel powders for predictable BJT processing
Alberto Cabo Rios, R&D Engineer at ArcelorMittal, outlined the company’s work on steel powders tailored for Binder Jetting. These powders are produced in atomisation batches ranging from 200kg to 3 tonnes and characterised under ISO-certified procedures, with a focus on consistent sizing and flow. They are also made using scrap-based feedstock and renewable electricity, reflecting the company’s closed-loop materials approach.
Collaboration with HP is helping ArcelorMittal broaden the range of steels suitable for Binder Jetting, reduce part costs, and clarify where BJT fits alongside other AM processes, particularly for small to medium components and MIM- or casting-type applications. Application examples highlighted this potential, including a 36% lighter camshaft-valve linkage and a 20% lighter tailgate strut bracket. Initial BJT trials with ArcelorMittal’s 316L powder produced consistent parts at near-full density, with reuse studies showing stable behaviour across cycles.
GKN Additive: scaled copper production for thermal systems
Patrick Köhnen, Business Development Manager at GKN Additive, showcased large-scale production of copper sinter-based AM parts, achieving 20,000 units per month through automated build, handling and quality control. The components reach near-full density and offer high thermal and electrical conductivity, making them suitable for cooling applications in data centres, AI hardware and electrified vehicles.
Köhnen also showed how free-form and triply periodic minimal surface (TPMS)-inspired geometries can deliver measurable performance gains, including lower thermal resistance and improved temperature uniformity compared with conventional designs. He added that further industrialisation and wider design know-how (together with continued collaboration between materials developers, machine suppliers and end-users) will be essential for scaling copper BJT into high-demand cooling markets and realising the full potential of sinter-based AM.
Sinter-based AM beyond Binder Jetting: process variety and precision-focused routes
LMM for precision medical components
Lucas Vogel, CEO of MetShape, outlined how Vat Photopolymerisation (VPP) enables the production of small, highly detailed metal components, making it well-suited to medical applications where precision is critical. VPP is commercially known as Lithography-based Metal Manufacturing (LMM) in the implementation used by Incus GmbH and adopted by MetShape. In this partnership, Incus develops the machine, while MetShape provides the full process chain from design and materials to post-processing. Current production materials include 316L and 17-4PH stainless steels, with active R&D programmes focused on titanium Grade 5 and NiTi, the latter offering shape-memory and pseudoelastic behaviour valuable for advanced medical devices.

A case study in colorectal cancer treatment illustrated the potential of the approach. Using LMM, MetShape produced components with threaded sections, thin walls and complex internal features in a single process step, supporting rapid iteration and eliminating several constraints associated with conventional manufacturing routes. Vogel added that LMM offers MIM-like productivity and design freedom for small-format parts.
High-conductivity copper via LMM
Lisa Sinawehl, Senior Material Developer at Incus, presented recent progress in copper LMM. By refining powders, binders and the debinding–sintering sequence, the team achieved a density of 95.5%, an electrical conductivity of 54.3 MS/m (93.8% IACS), and a UTS of 196 MPa. These results place LMM copper close to high-purity reference values while retaining the fine geometries for which the process is known. Sinawehl highlighted that this combination of conductivity and precision opens opportunities in electronics, energy storage and compact medical devices.
She positioned the work within a broader copper development pathway, progressing from early sintering trials to stable feedstocks and increasingly reliable processing windows. Future activities will focus on copper alloys such as CuCrZr and CuNiSn, extending LMM’s potential in electronics, thermal management and other applications where both conductivity and detailed features are critical.
High-purity sintering without hydrogen
Henrik Peiss of Desktop Metal concluded the workshop with an overview of high-purity sintering without hydrogen using the company’s PureSinter furnace. He explained how its sealed silicon-carbide retort and heated gas paths suppress binder condensation and backstreaming, addressing what he suggested are contamination mechanisms in conventional vacuum furnaces. The system supports argon, nitrogen and forming-gas operation without dedicated hydrogen infrastructure, and incorporates an active rapid-cooling stage to reduce overall cycle time.
Peiss presented data from recent material studies. Newly developed sintering cycles for 316L produced higher and more consistent densities than the default recipe, with improved elongation attributed to reduced oxygen levels. Among the tested atmospheres, nitrogen-based sintering yielded the highest tensile properties. For Ti6Al4V, PureSinter achieved densities approaching HIP levels while maintaining low oxygen uptake and exceeding typical elongation values reported from third-party furnaces.
He emphasised that these performance gains stem from the furnace’s cleaner thermal environment and controlled gas-flow management, supporting applications where purity, repeatability and efficient throughput are critical.
Conclusion
Across both days, the workshop made clear that sinter-based Additive Manufacturing is transitioning from a promising technology to an increasingly industrialised production route. The presentations collectively demonstrated significant progress in materials, machine platforms, digital workflows and automation, with real-world production cases emerging in aerospace, automotive, medical and luxury goods. These examples reflected not only higher part volumes, but also improving repeatability, stronger process control and more mature integration with downstream manufacturing.
A set of common success factors surfaced throughout the programme: better contamination management, the adoption of automation in handling and depowdering, simulation-driven development for design and sintering, and the growing role of hybrid workflows that combine BJT with complementary processes. These elements are helping narrow the gap between laboratory success and factory-level reliability.
At the same time, the discussions highlighted the broader requirements that still need attention. Participants repeatedly emphasised the importance of robust quality assurance frameworks, a more granular understanding of powder, binder and densification behaviour, and the continued development of standards suited to sinter-based AM. Several speakers stressed that workforce development – skills, training and cross-discipline knowledge – will be decisive in supporting the next wave of adoption, especially as production scales and automation become more prevalent.
Taken together, the 6th Workshop on Sinter-based Additive Manufacturing provided a focused and constructive forum for sharing progress while openly addressing remaining challenges. The insights presented – from production case studies to alloy development, process stability, digital twins and novel machine architectures – outlined a clear trajectory toward higher-volume, higher-performance industrialisation.
The 7th Workshop on Sinter-based Additive Manufacturing will take place at Fraunhofer IFAM on September 8-9, 2027.
Authors
Lea Reineke MSc
Project Manager
Michael Norda MSc
Manufacturing Engineering Specialist
Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM
Wiener Strasse 12,
Bremen,
D-28359
Germany




