Advances in water-debindable feedstock for Ceramic Injection Moulding: Thicker parts, faster cycles
Recent advances in water-debindable feedstocks are redefining what is possible in Ceramic Injection Moulding (CIM). By combining hydrophilic backbone chemistries with optimised surfactants and plasticisers, these formulations enable faster, safer debinding without compromising performance. This article presents comparative data demonstrating improved flow, reduced thermal load, and successful processing of parts beyond 10 mm wall thickness. Drawing on developments at KRAHN Ceramics GmbH, Dr Thorsten Ohlerth examines kinetics, moulding behaviour, and sintering outcomes that signal a shift towards more sustainable CIM production. [First published in Powder Injection Moulding International Vol. 19 No. 3, Autumn 2025 | 10 minute read | View on Issuu | Download PDF]

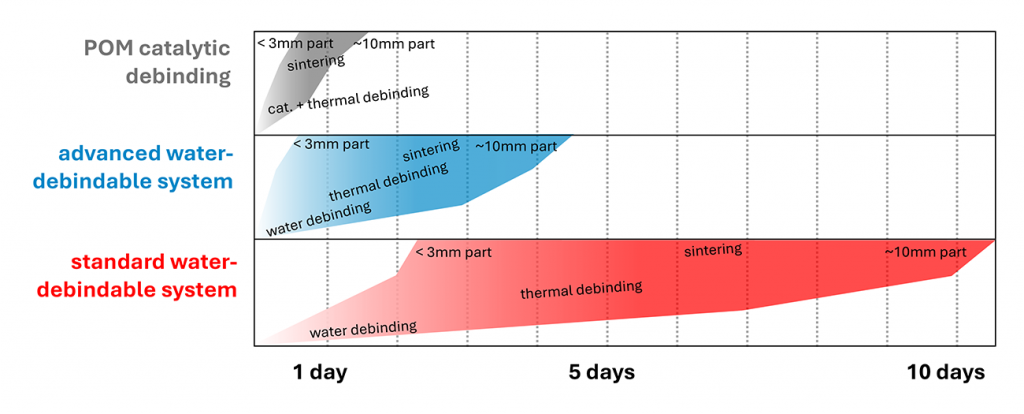
Over the past five years, a new generation of water-debindable binder systems has moved from R&D into commercial Ceramic Injection Moulding (CIM) lines. These advanced formulations, which combine hydrophilic backbone chemistry with finely tuned surfactant and plasticiser packages, enable the removal of more than half of their organic content within hours. They also reduce thermal debinding plateaus by over 50%, and – under appropriate kiln ventilation – may be processed directly to sintering without additional intermediate stages.

This article will show that wall sections thicker than 10 mm, once considered ‘binder-limited’ and therefore impractical for CIM, can now be moulded, debound and sintered successfully. The entire process uses tap water rather than concentrated nitric acid, significantly lowering environmental impact and improving operator safety. This article focuses on debinding kinetics, while also addressing moulding behaviour, economic considerations, and design implications, based on ceramic feedstocks developed and industrially validated at KRAHN Ceramics.
Background
Since the mid-1990s, the combination of polyoxymethylene (POM) binder and nitric-acid catalytic debinding has served as the workhorse in not only Metal Injection Moulding (MIM), but also in CIM. Its strengths are well-known: high filler tolerance, excellent green strength and a neatly ‘self-burning’ thermal profile. However, those strengths come at a price. Removing 1 kg of POM typically consumes 4–5 kg of 68 % HNO3, generates formaldehyde off-gas and demands a corrosion-resistant furnace with an attached scrubber system. As environmental, health, and safety standards tighten and energy prices climb, the cost-benefit equation is tipping, especially for newcomers to the field.
Water-soluble binder systems have been explored for over two decades as a more environmentally friendly alternative, particularly within Ceramic Injection Moulding. Early formulations proved the concept, but two key limitations slowed adoption: water bath extraction times were often measured in days rather than hours, and insufficient organic removal led to bubble formation during thermal debinding (Fig. 2).
In addition, backbone additions rich in polyvinyl alcohol or ethylene oxide frequently lacked the ductility needed for reliable demoulding, or exhibited tackiness to the mould or runner channels. The advanced water-debindable systems described here address both issues directly.
The chemistry of today’s modular binder platform
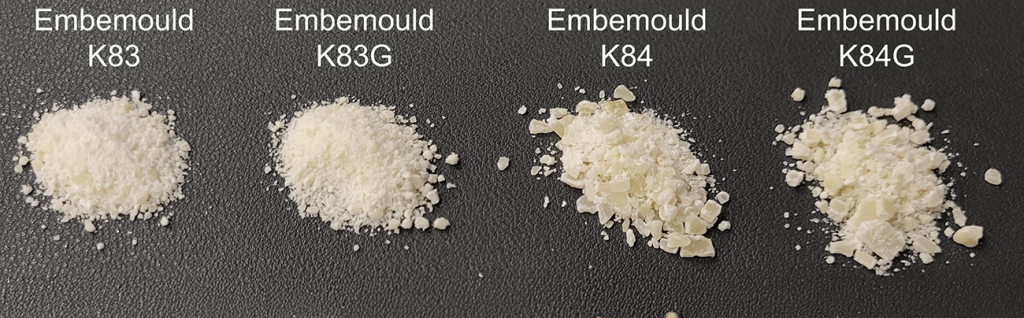
KRAHN Ceramics’ journey began with the acquisition of the CIM binder manufacturer eMBe in 2019 and the subsequent opening of a technical centre in Dinslaken, Germany. With these foundations in place, the company started work on the Embemould platform – a well-established binder system for water-debindable ceramic feedstocks (Fig. 3).
Building on this baseline, targeted refinements were introduced: adjusting backbone ratios, swapping plasticisers, and modifying hydrophilic spacer content, all while preserving the core advantages that made Embemould widely adopted. The key lesson was clear – no single formulation can address the diversity of real-world tooling. Many customers still operate legacy moulds designed for POM-catalytic, solvent-debinding, or early water-based systems, each with its own shrinkage allowances and gate geometries.

The current modular platform therefore covers the full range of tool allowances associated with these routes, enabling precise fine-tuning within that envelope. If higher flow is required to fill long runners where viscosity is a limiting factor, a lower-viscosity variant can be formulated. Conversely, if greater ductility is needed to withstand demanding ejector sequences, the backbone balance is adjusted to enhance elasticity and green strength.
Crucially, this selection is determined upfront, beginning with a concise review of tool dimensions, gate design, and shrinkage allowances – avoiding the need for costly and time-consuming mould revisions later in the process.
Setting the stage: standard versus advanced water-debindable systems
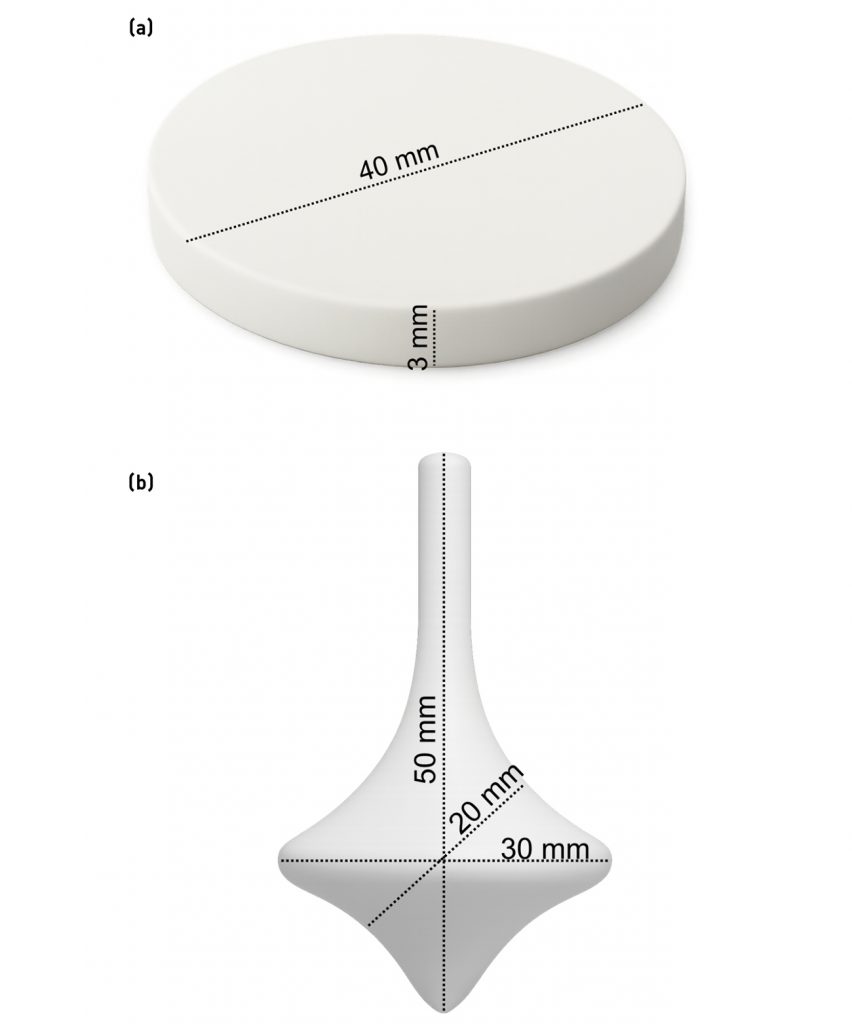
To benchmark the performance of feedstocks based on 99.9% purity alumina, two test parts were moulded: a 40 × 3 mm disc to probe flow behaviour and an intricate spinning top to test feature retention (Fig. 4). Both geometries were run on the same machine; only the binder changed.
With the reference material, the barrel and nozzle temperatures were limited to 160°C. At higher settings, the material began to decompose – typical behaviour for first-generation water-debindable feedstocks at elevated temperatures. The advanced formulation allowed a processing range of 160–180°C without flashing or jetting. The temperature selected was 170°C, matching the ~700 bar cavity pressure of the baseline disc. The spinning top filled cleanly at comparable settings.

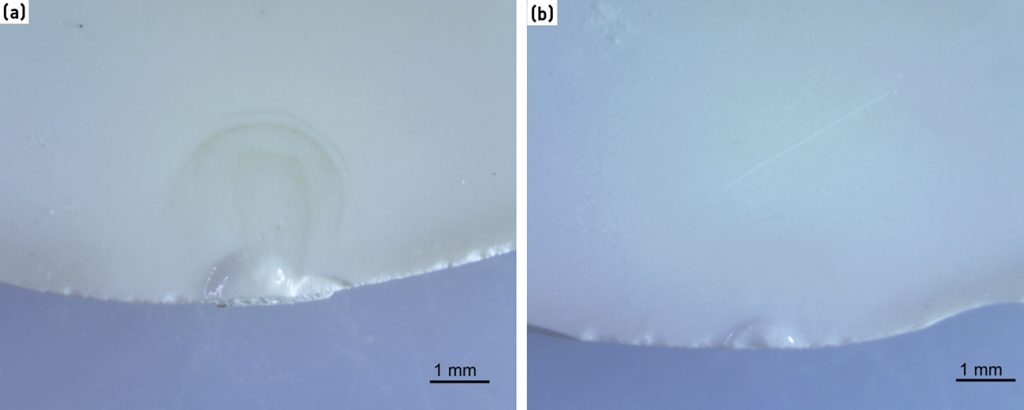
The first visible difference emerged at the gate (Fig. 5). The industry-standard binder exhibited more pronounced powder scuffing and surface smearing. The advanced system showed a cleaner surface with minimal edge wear at the gate. This suggests lower shear viscosity and a well-tuned surfactant package.
Disc-on-disc rheology data (Fig. 6) provide context for why the advanced feedstock system leaves noticeably less scuffing at the gate and on cavity walls. Between 160°C and 190°C, the advanced feedstock’s zero-shear viscosity is roughly one order of magnitude below that of the reference compound (solid blue vs. solid red curve).
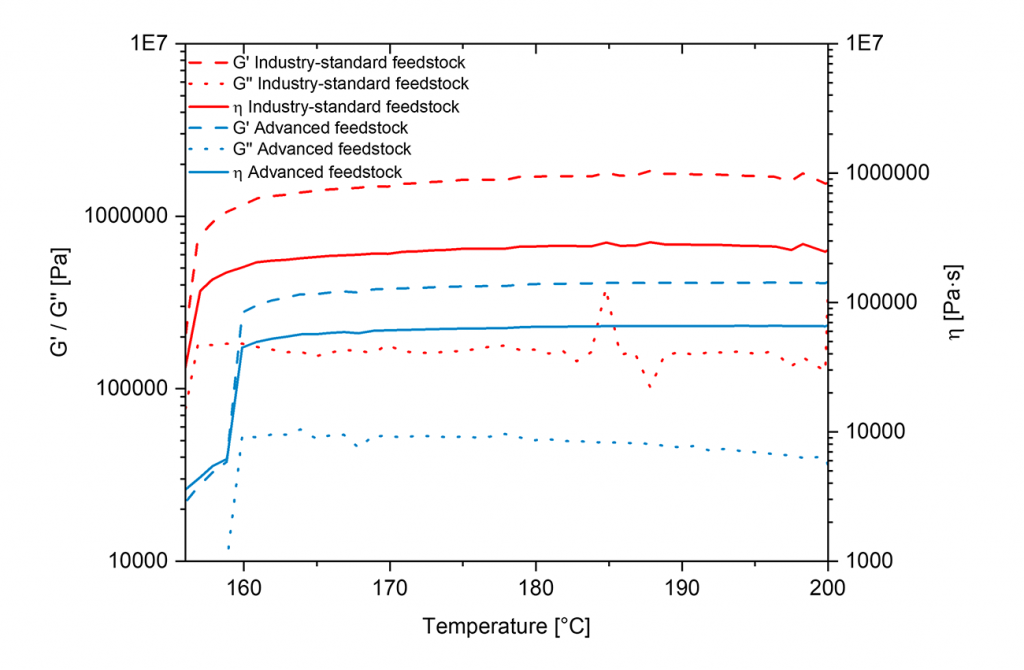
Storage and loss moduli (G’, G’’) are similarly lower by about a decade (i.e. roughly a tenfold reduction on the logarithmic scale). In practical terms, the melt reaches the same volumetric flow with far less wall shear stress. Hence, the boundary layer experiences less mechanical wear, which is consistent with the cleaner gate surfaces observed on the moulded discs. At the same time, viscosity remains notably stable across the processing window, widening the safe operating range and reducing the risk of local overheating or shear burn.
While disc-on-disc rheometry is a useful approximation, its absolute values cannot be directly mapped to the complex shear conditions within an injection screw or mould. Nevertheless, the relative drop in viscosity and moduli strongly indicates that the advanced binder formulation imposes lower shear loads on tool surfaces during mould filling [1].
Aqueous binder extraction kinetics
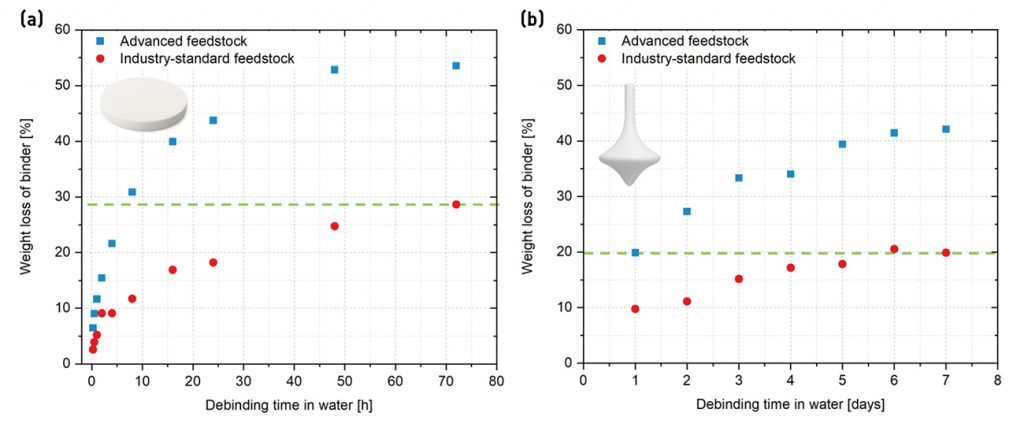
Fig. 7a and 7b highlight the leap in leaching kinetics. For the advanced binder, more than 30% of the organics are removed from the discs after only eight hours, and the thick-walled spinning tops reach the same mark in well under three days. By contrast, the industry-standard formulation seldom exceeds 30% binder removal after a full 72 hours in the bath. For the spinning tops, removal is capped at just 20%.
Both binders were tested in a bath where the water was not circulated at ambient temperature (≈ 25°C). A second rig equipped with mild heating to 33°C and circulation yielded virtually identical trends (data not shown), confirming that diffusion through binder and wall thickness are primary bottlenecks – not the water temperature.
Notably, the advanced binder maintains its advantage well beyond the initial phase. It surpasses 50% total binder loss within 48 hours. The parts remained dimensionally intact throughout the soak, with no evidence of delamination or green body softening. This indicates that the soluble phase detaches cleanly while the backbone retains sufficient strength to hold the shape.
Thermal debinding and sintering
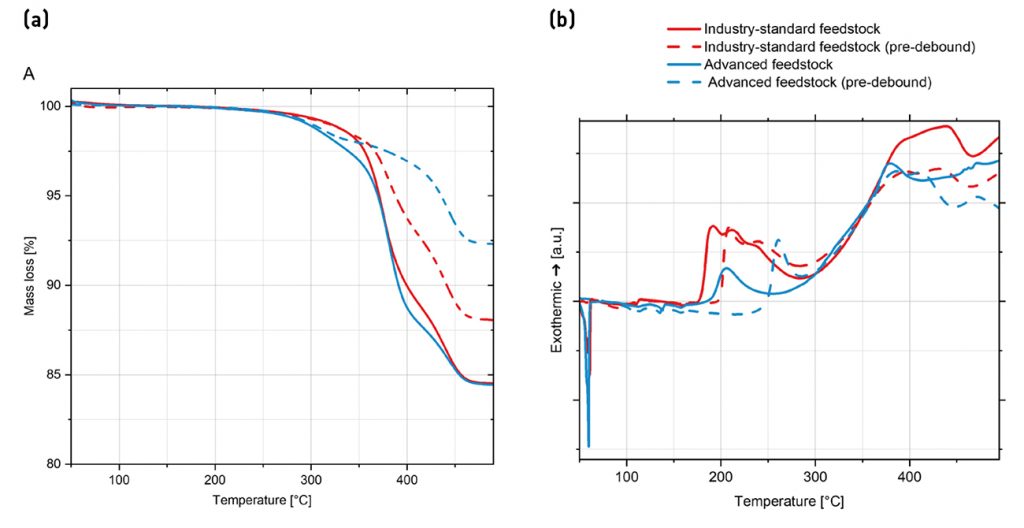
The TGA curves in Fig. 8a show that the disc specimen leached for three days using the advanced binder (blue dashed) had previously lost significantly more organics than the equally treated reference binder (red dashed). The onset of rapid mass loss shifts downward, and the total residue above 400°C is lower.
More striking, however, is what happens even when no binder is removed. The solid blue line (advanced system, as-moulded) tracks almost the same mass-loss profile as the solid red line, yet the DSC trace in frame (b) shows a substantially smaller exothermic peak and a reduced integral heat release. This means that less combustion enthalpy is demanded from the furnace – an advantage that is amplified by prior water extraction.
The water-debinding kinetics of the industry-standard feedstock (top row, red labels) and the advanced feedstock system (bottom row, blue labels) are contrasted in Fig. 9a. After identical bath durations, the advanced formulation absorbs noticeably more fluorescent penetrant, indicating improved internal water pathways.
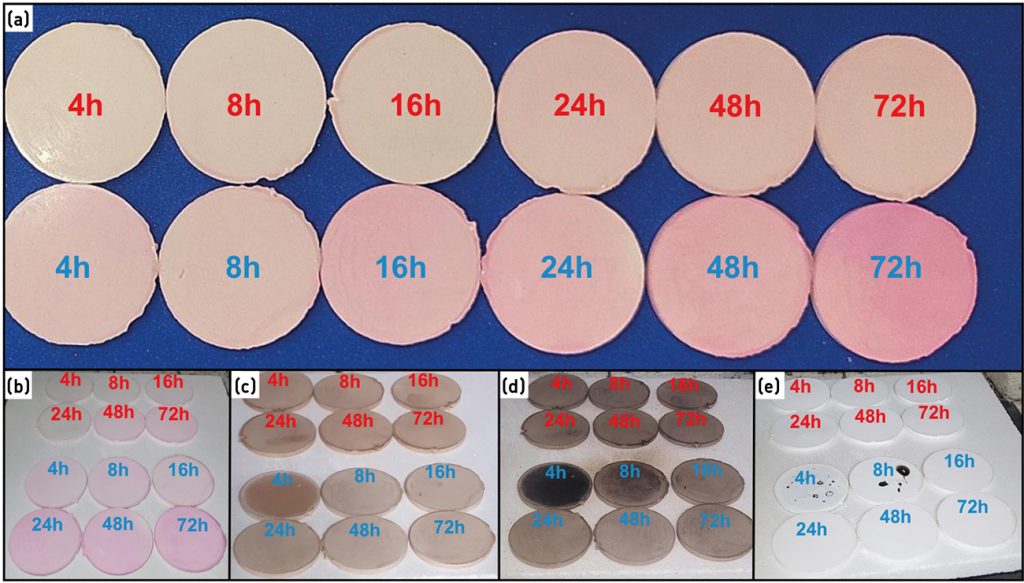
Fig. 9 panels b–d show the same tray part-way through an accelerated thermal debinding profile, ramping from room temperature to 450°C in approximately seven hours (~60 K/h average). With the advanced system, discs leached for 16 hours survive the rapid ramp without distortion, while those leached for only 4 or 8 hours still exhibit cracking. Visually, the industry-standard discs appear only marginally damaged, yet every one of them is internally bloated and fails later during sintering.
These results indicate that the hydrophilic channels generated by the advanced binder chemistry evacuate solvent fast enough to keep internal pressure below the critical threshold, comparable to thermal debinding profiles that are used for ‘ready-to-press’ (Cold Isostatically Pressed) materials. That speed opens a strategic shortcut for sintering kilns equipped with high-capacity exhaust and fresh-air bleed. As a result, the dedicated burnout furnace can be eliminated, and the thermal debind can be folded into the sinter cycle itself. Consolidating the two steps trims capital expenditure by removing an entire furnace line with its burners, controls and acid-resistant ducting. It also lowers operating costs through fewer heat-ups, shorter overall cycle times and reduced maintenance on a separate debinding vessel.
Mechanical evidence from Fig. 10 supports these observations: point-fracture tests show that sintered discs made with the industry-standard binder fracture along smooth, laminated planes at all debind times up to 72 hours. This indicates the presence of residual polymer layers and more aggressive combustion behaviour during debinding.
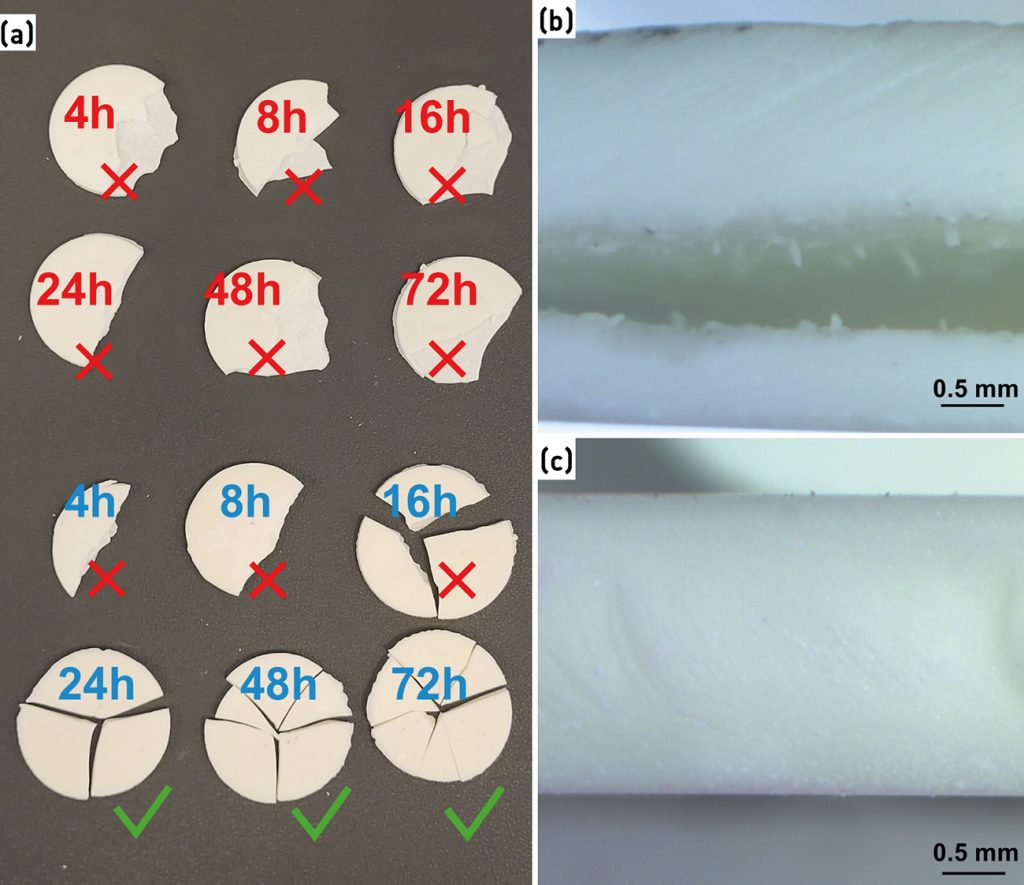
By contrast, the advanced system fractures cleanly and granularly once water soaking exceeds 24 hours. Microscopy supports this: the commercial binder still shows pronounced lamination, whereas the advanced binder (48 hour sample) reveals a dense, uniform microstructure with no shrinkage voids. The faster water pathway, therefore, translates directly into a stronger and more uniform ceramic body.
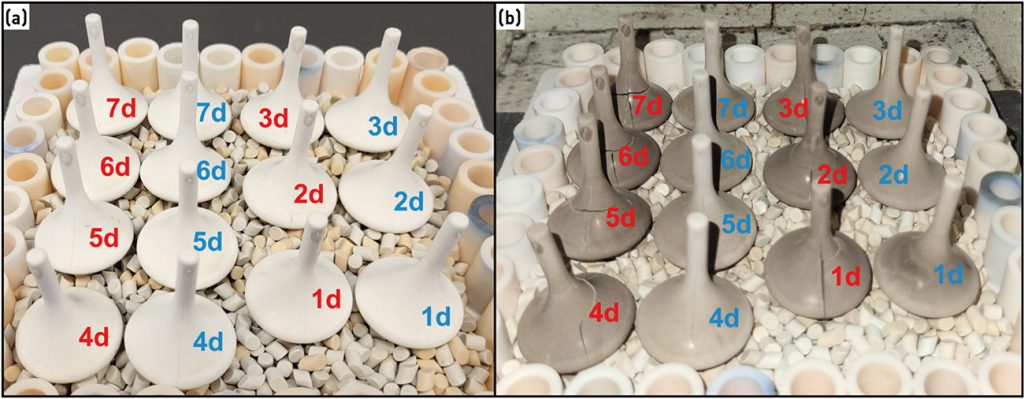
The final test series focused on spinning tops with wall thicknesses close to 20 mm – twice the typical green-state limit considered viable in CIM. Even under a gentler 24 hour ramp to 300°C, all tops made with the industry-standard binder burst. In contrast, those moulded with the advanced binder remained visually intact, except for superficial carbon staining on the specimen leached for only one day (Fig. 11).
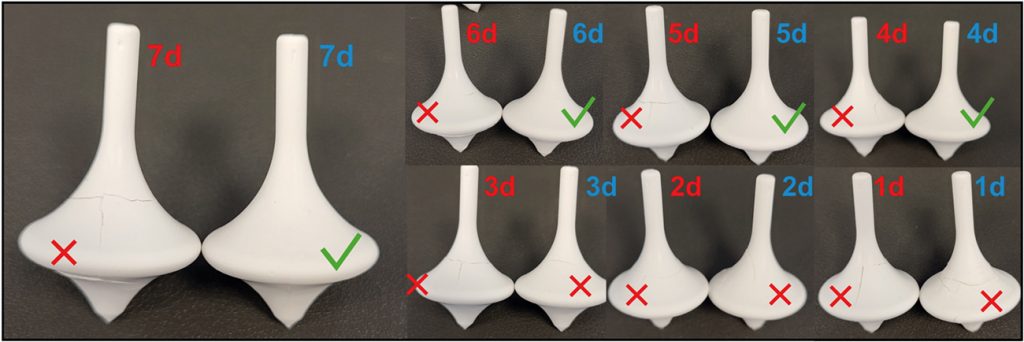
After sintering (Fig. 12), the industry-standard binder tops were extensively cracked. Yet, most of the ones with the advanced binder system held together and achieved a bulk density of 3.92 g cm3, closely matching the powder supplier’s nominal value of 3.93 g cm3.
Taken together, the images chart a decisive widening of the CIM window: faster aqueous extraction, shorter burnout and reliable densification for 10 mm or more sections.
Conclusions
Water-debindable binders have long been an industrial mainstay. However, these systems have historically come with accepted trade-offs: slower aqueous extraction, narrower thermal windows, occasional tackiness or gate wear, and limited confidence in thicker sections. This recent work addresses these limitations systematically. It addresses the known failure modes, delivering faster pre-debinding, cleaner moulding behaviour and shorter burnout – not only for alumina, but across oxide and non-oxide ceramics.
In parallel, early trials on metal powders and hybrid PIM routes show the same trends in kinetics and processing robustness, aligning with the results presented here. As these platforms continue to mature, the distinction between conventional and environmentally optimised CIM feedstocks is expected to diminish. For manufacturers planning new ceramic capacity, advanced water-debindable systems offer a credible, future-proof path to high-volume production with a smaller footprint.
Acknowledgement
The authors gratefully acknowledge Rebecca Hengsbach, Hochschule Rhein-Waal, for performing the DSC/TGA and rheology measurements and for the insightful discussion of the resulting data.
Author
Dr Thorsten Ohlerth
KRAHN Ceramics GmbH
Contact
KRAHN Ceramics GmbH
Mühlenhagen 35
20539 Hamburg, Germany
+49 40 32092-210
References
[1] Kukla, Chritsian, et al. (2017) Rheology of PIM feedstocks. Metal Powder Report, Volume 72, Issue 1, pp. 39-44. Available at: https://doi.org/10.1016/j.mprp.2016.03.003