Additive Screen Printing: Industrialised AM technology for metals, ceramics and beyond from Exentis Group AG
The potential of sinter-based Additive Manufacturing for industrial production, along with the diversity of the processes that are being developed, continues to surprise. Switzerland’s Exentis Group AG has taken its own path to commercial success with what it terms ‘Additive Screen Printing’, and its speed and precision is delivering growth and opening up opportunities around the world. Dr Georg Schlieper reports on a recent visit to the company for PIM International. [First published in PIM International Vol. 17 No. 3, Autumn 2023 | 10 minute read | View on Issuu | Download PDF]
Not far from the Swiss metropolis of Zurich, in the rolling hills of the canton Aargau, lies the small town of Stetten. It is home to Exentis Group AG, a dynamic young company that has added another process to the already vibrant landscape of sinter-based Additive Manufacturing.
Founded in 2015, Exentis has quickly grown into a prospering company with more than a hundred employees. The company has developed a technology with some compelling selling points, opening up completely new business areas for metal Additive Manufacturing. Exentis states that it has secured its technology against imitations through extensive patent protection and that it is committed to establishing what it calls ‘Additive Screen Printing’ as an industry standard.

As the process name suggests, Exentis’ technology is based on the screen printing process, a well-known and traditional method of printing vibrant images on substrate materials of all kinds. Screen printing is a process in which ink is passed through a partially permeable screen with a squeegee. Exentis, however, uses a paste filled with powder particles as feedstock instead of ink. After the freshly applied paste has dried, another layer is applied, dried again, and so on. Products are built up in this way, layer by layer until ‘green’ components have been formed.
Gereon W Heinemann, CEO of Exentis, described the salient benefits of his company’s technology for PIM International, stating that, “Unlike many other Additive Manufacturing processes, our technology can produce not only single parts and small batches, but also offers the ability to move to the high-volume production of millions of parts with the highest precision. Components with wall thicknesses less than the diameter of a human hair can be produced with relative ease and our production systems work reliably both in clean room conditions and in harsh industrial areas. There are hardly any limitations on the materials that can be produced.”
The process
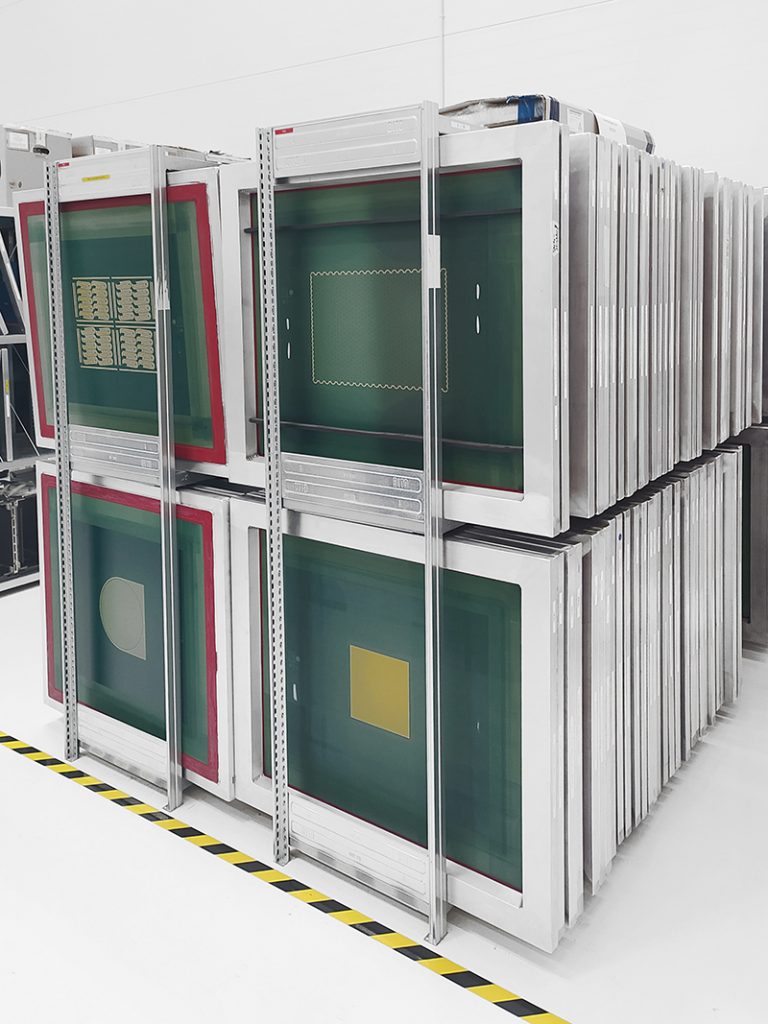
The formative element of screen printing is the screen. The screens used by Exentis are woven from steel wire or polymer threads, which are then stretched and clamped in sturdy aluminium frames. Such screens are easy to pre-produce and store (Fig. 2).
In order to prepare a screen for the manufacture of a specific product, it is initially coated with a photosensitive layer before being exposed. The layer is then chemically removed in the places where the screen should be permeable; this process is completed within a few hours. This short timeframe enables users of Extentis’ technology to respond to customer orders much faster than is possible with MIM or CIM technology, which require an injection mould, for example.
After a job is completed, the screen is cleaned and stored until it is used again. The screens are extremely durable and can withstand up to 100,000 printing cycles without wear.
The fineness of the screen is directly proportionate to the level of detail in the product, as well as the build rate: the finer the screen, the more detailed the part and the slower the build. According to Heinemann, build rates between 8-150 μm per printing step can be achieved, depending on the fineness of the screen.
Additive Screen Printing can be used to process metal and ceramic materials, polymers, and medical and pharmaceutical materials. The printing process takes place at ambient temperature to prevent distortion from occurring and temperature-sensitive materials from being negatively affected. “It is easily possible to change the screen – or even the material – in the course of the building process,” stated Heinemann. “This gives our manufacturing process the greatest possible flexibility.”

The company believes that what currently distinguishes its solution from many other AM processes is that it is already suitable, and being used for, industrial-scale mass production. If the dimensions of the parts are sufficiently small, several thousand parts can be accommodated on one base plate and produced at the same time. Although it takes only a few seconds to print a layer, every new layer requires drying time before the next layer can be applied. In order to enable continuous operation for large-scale production, up to sixty base plates are built upon.
While products for the pharmaceutical industry (e.g., tablets with a freely adjustable release profile of the active ingredients) and products made of polymers are ready to use after printing and drying, metallic alloys and ceramics undergo thermal debinding and sintering processes.
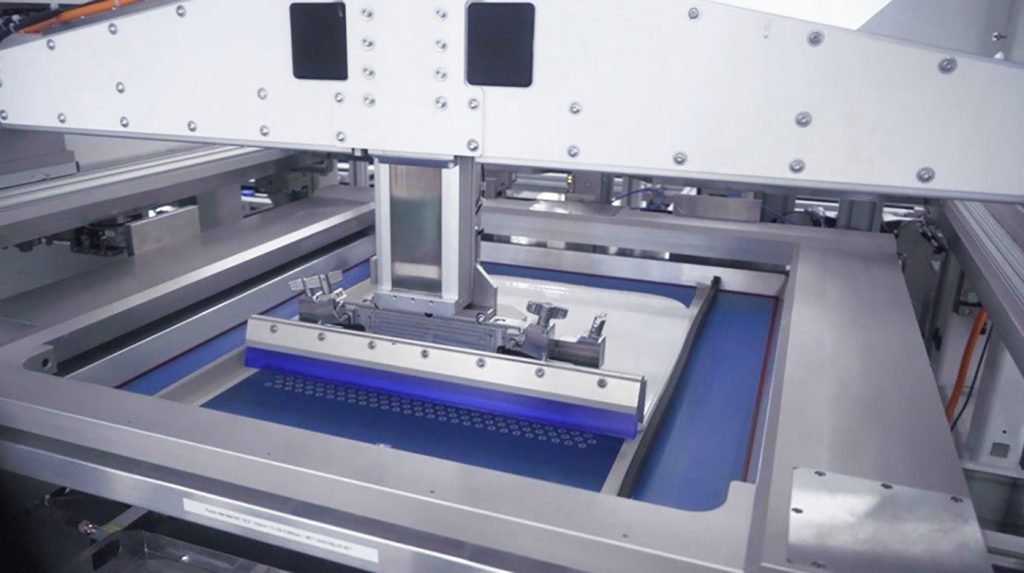
Modularity for expandability

Exentis’ production systems have a modular design so that several printing stations and drying units can be combined with each other or expanded at a later date (Figs. 4, 5). The systems are fully automated and can process multiple materials and screen changes. The printing process is optically monitored with cameras so that process errors can be detected and addressed immediately. Exentis’ quality management system was certified according to the ISO 9001 standard back in 2015.

Business strategy
Exentis’ business model is based on licensing its technology to the users of its process, who are referred to as ‘members of the Exentis 3D community’ rather than customers. Part of the business model is that the feedstock for Additive Screen Printing, which is developed by Exentis itself, is also manufactured by the company and delivered directly to customers.
“As members of the Exentis 3D community,” stated Heinemann, “customers also enjoy the long-term exclusive protection of the products that they manufacture on Exentis equipment. We guarantee that no further licences for similar products will be granted to direct competitors.”
Today, the Exentis Group has facilities and subsidiaries in Switzerland, Germany and the USA. Stetten serves as its headquarters, the location for technology and process development, as well as for the development of pastes. There is also an Innovation Centre where customers can test the manufacture of their products on Exentis machines through trials and small series production.

The manufacturing plant for the production systems is located in Malterdingen, in the southwest of Germany, and has more than fifty employees. Customer service operations are also carried out from this location. A further subsidiary near Munich specialises in the production of the screens, and a branch in Jena offers services to the customers in the pharmaceutical industry.
To gain access to the American market, Exentis recently set up a US subsidiary, Exentis North America, Inc. A local distribution and service network is also being developed in order to better serve customers on the ground.
Several research institutions are involved in the further development of the technology. Specific paste development is carried out in close cooperation with Fraunhofer IFAM, Dresden, and there are also close research contacts with ETH Zurich, the University of Jena and Forschungszentrum Jülich, a national research institution. There are also strong development partnerships on the customer side.
Products and applications
The following examples of industrial applications demonstrate that Exentis’ Additive Screen Printing technology is capable of producing ultra-fine structures in high volumes from metals and ceramics.
Hydraulic microfilter

The metal hydraulic microfilter shown in Fig. 6 can trap the smallest particles in hydraulic and fuel lines in the automotive sector. The microfilter, which is only a few millimetres in diameter and contains 211 channels, is produced from 316L stainless steel using the Additive Screen Printing process. This is produced in volumes of 100,000 parts per shift on an Exentis production system. This component contributes to the prevention of brake failure caused by the contamination of hydraulic oil.
Ceramic pacemaker parts
Examples of ceramic parts produced in high volumes by Additive Screen Printing are shown in Fig. 7. These components, used in pacemakers, are already being used in in-vivo applications.

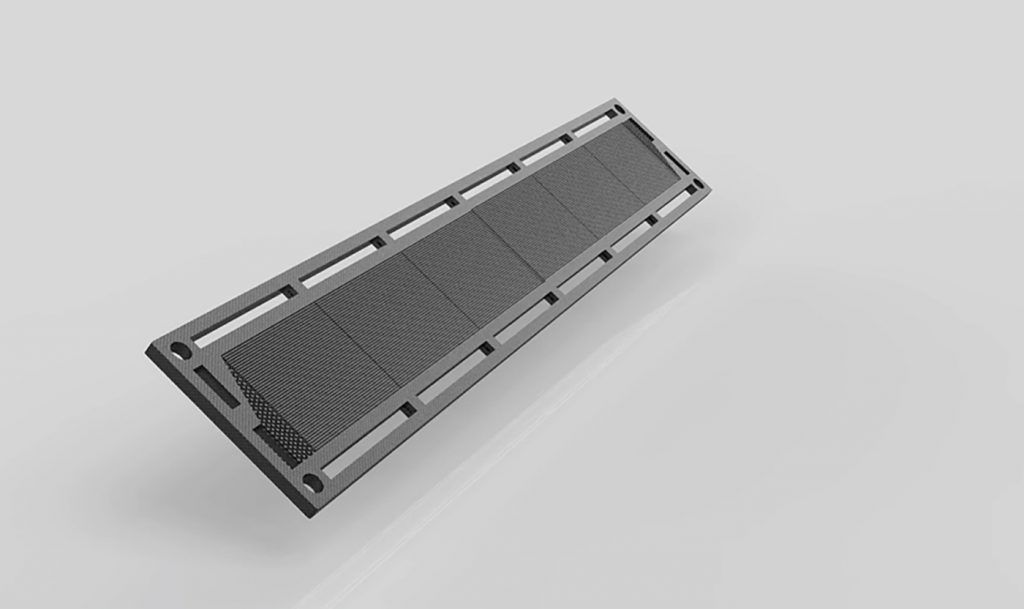
Fuel cell bipolar plates
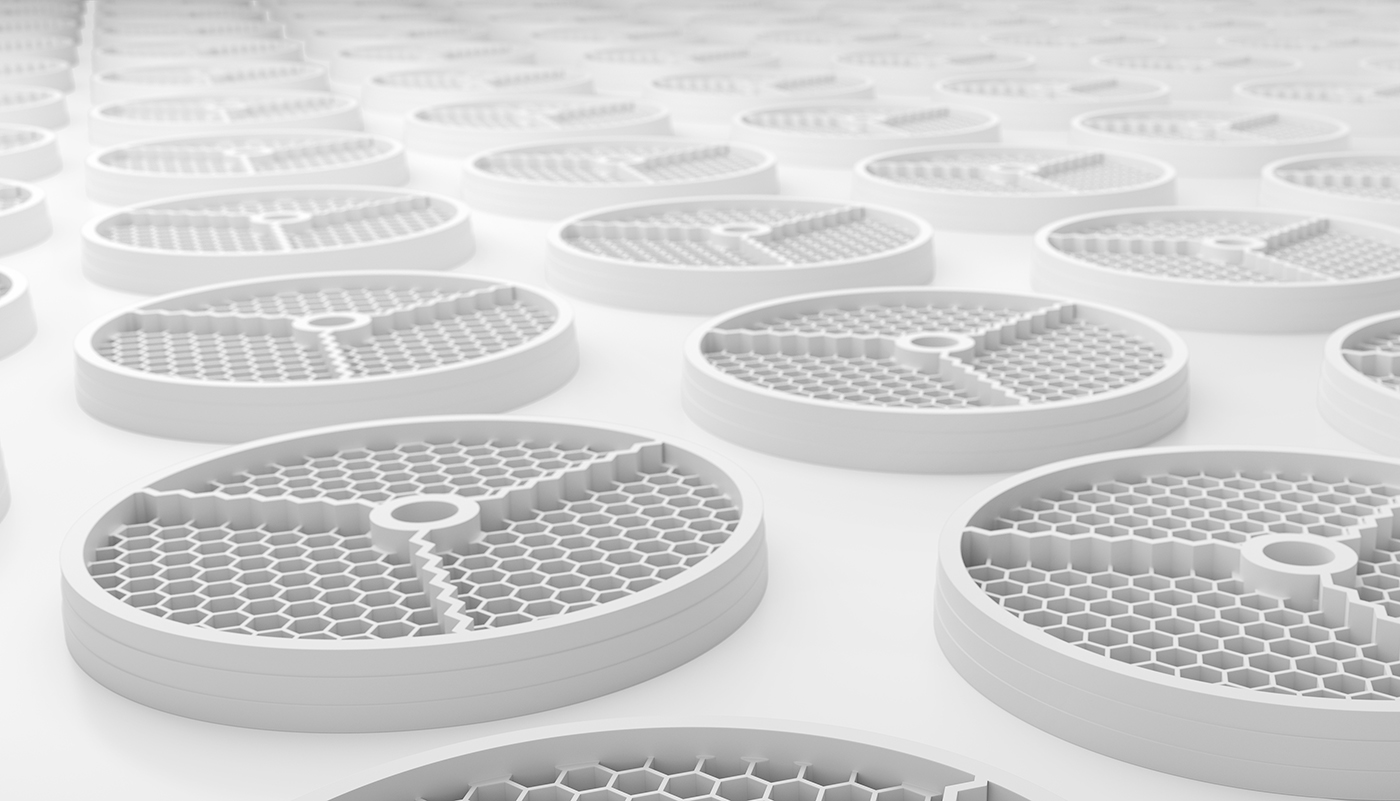
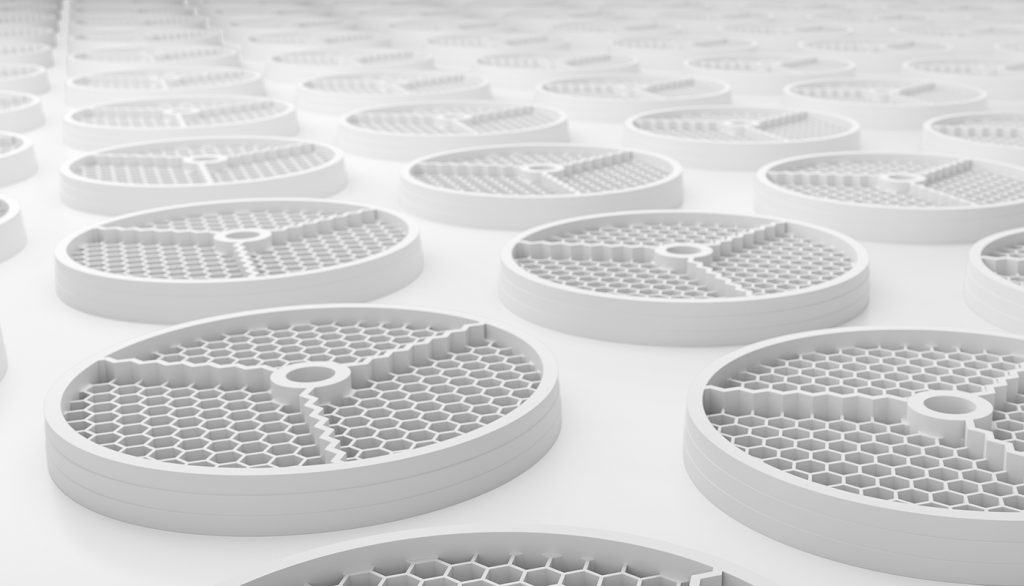
Fuel cells are playing an increasingly important role in the transition away from fossil fuels and towards renewable energies. They convert a fuel, such as hydrogen, into electricity and heat through a reaction with oxygen. Exentis has developed a cost-saving way to produce bipolar plates. These plates are essential components of fuel cells, as they are where the reaction between hydrogen and oxygen takes place. Bipolar plates contain fine transverse channels as integrated cooling structures and these can be produced by Additive Screen Printing without the need for support structures. The plates, in stacks of several dozens of pieces, form the elements of a fuel cell.
Fuel cells can be used stationarily to supply energy and heat to buildings or as mobile devices in trucks and cars. Bipolar plates can be made of graphite, metal or composite materials (Fig. 8). The design generates complex gas flows between the plates whilst simultaneously saving weight and volume compared to other manufacturing processes. As a result, they contribute to a significant increase in the performance of fuel cells.
Electric motor plates
The electrical industry processes electrical steel sheets in large quantities. These are usually rolled, punched and provided with a thin insulating layer before they are assembled into stacks. An important area of application for such stacks of electrical sheets are the rotors and stators of electric motors. The thinner the sheets, the lower the eddy current losses and the greater the power of the motor.
“With our innovative technology we can produce electrical sheets with a high degree of design freedom that are up to two-thirds thinner than rolled electrical sheets,” stated Heinemann. “While the cost of rolling electrical sheets increases with decreasing thickness, the cost of Additive Screen Printing reduces in line with thickness. Added to this is the advantage that Screen Printing can be used to process metals with higher alloy contents, which makes it possible to further reduce eddy current losses. Such materials are difficult to roll because they are too brittle. Additively building up very thin sheets is significantly cheaper than rolling them.”
Typical electrical sheets that can be manufactured by Exentis are 80-100 μm thick (Fig. 9). With such thin electrical sheets, electric motors can be built smaller because the eddy current losses are lower than with thicker sheets, saving weight and raw materials whilst increasing motor performance.

From industry to pharmaceuticals
In the pharmaceutical sector, Additive Screen Printing can be used to produce tablets in which the active ingredients are distributed locally in such a way that they are delivered to the patient according to a fully adjustable release profile (Fig. 10). “Besides the advantages of this kind of medication for the patient, the pharmaceutical industry appreciates another benefit,” stated Heinemann. “They see this as an opportunity to extend patent protection for well-known active ingredients by manufacturing the tablets using our novel additive process.”

Sustainability and corporate philosophy
The company’s management places great importance on sustainability at all levels. “The members of our 3D community benefit from our resource-saving cold printing process,” added Heinemann. “We make sure that the procured materials and supplier products are manufactured under conditions that ensure responsible treatment of people and nature. Preference is given to suppliers from the vicinity of the respective location.”
Alongside the use of sustainable raw materials, focus is also placed on the greatest possible material and energy efficiency in the manufacturing process, and the recyclability of the products. As with many Additive Manufacturing processes, material utilisation is close to 100%. Exentis ensures that the binder materials of its feedstock are biocompatible, non-hazardous to water and non-toxic. Unused pastes do not have to be disposed of because they can be easily recycled, and the metal or ceramic powders contained are fully recyclable for the production of new pastes.
At the heart of the company’s employment philosophy is a belief in employee satisfaction, motivation and commitment. “We live in a culture of mutual appreciation, team spirit and respect in our company,” said Heinemann. “Regardless of gender, age or origin, all employees can develop their skills individually. We are convinced that our success depends to a large extent on the constructive cooperation of all employees.”
Company management pursues the strategy of allowing all employees to participate in the company’s success by offering shares of the Exentis Group on attractive terms. This strategy helps to strengthen employees’ identification with, and loyalty to, the company while ensuring very low staff turnover. The company shares are widespread, so that no shareholder can directly influence the management of the company on the basis of their shares.
Conclusions
The application examples shown demonstrate the strengths of Additive Screen Printing. The precision of details generated by the process is exceptional. Exentis offers a compelling solution for the high volume production of specific geometries. Shaping capabilities include the creation of channels and openings of a few tenths of a millimetre in diameter, and transverse channels are also possible without the need for support structures. Furthermore, the dimensional accuracy and surface finish rarely require reworking. The method also offers potential savings as the lower the height of the products, the lower the production costs.
Exentis is currently extending its final assembly capacity to fifty production systems by the end of 2024 to fulfil the continued high demand for its systems. The company is on its way to becoming a global force in Additive Manufacturing, with the next step being to gain greater traction within the American market through its newly established Exentis North America subsidiary. Last year, an exclusive distribution partnership for Japan was agreed with a Japanese company, which is developing favourably. Thanks in large part to the significant progress made, an IPO is planned for the near future.
Author
Dr Georg Schlieper
Essen, Germany
[email protected]
Contact
Dr Gereon W. Heinemann
Exentis Group AG
Stetten, Switzerland
[email protected]