Self-lubricating porous 17-4 PH stainless steel parts produced by MIM
Powder Metallurgy has long been used to produce porous parts, such as self-lubricating bronze and iron-based bearings, by powder compacting and sintering, where the porosity can be filled with a lubricating oil to give the porous bearings a low coefficient of friction (COF) and high wear resistance in a wide range of applications. Now, researchers at the University of Eastern Finland and Karelia University of Applied Sciences, both in Joensuu, Finland, have used Metal Injection Moulding to produce porous parts from 17-4 PH stainless steel. The porous 17-4 PH parts are impregnated with paraffin wax to provide the required self-lubricating properties. The researchers – M Kultamaa, K Monkkonen, JJ Saarinen, and M Suvanto – recently presented the results of their work in a paper published in Tribology International, Vol. 174, 2022, which indicated that new types of porous, self-lubricating stainless steel components with low COF can be produced by MIM.
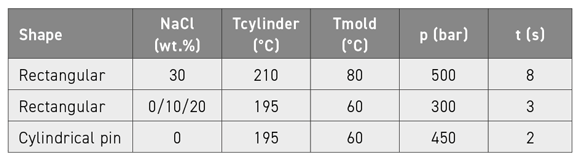
The authors reported that the martensitic, precipitation-hardened polyMIM 17-4 PH stainless steel powder was mixed with sodium chloride (NaCl), with a size distribution of 200–315 µm, as the space holder material. The amount of NaCl ranged from 10, 20 to 30 wt.%. 1 wt.% paraffin wax was also added to the mixture to increase the flowability of the polyMIM 17-4 PH feedstock containing high added amounts of NaCl during injection moulding. Injection moulding parameters for the rectangular test pieces with NaCl content and a cylindrical pin specimen without NaCl are summarised in Table 1. As can be seen in the table, specimens with 30 wt.% NaCl required a higher moulding temperature (210°C), as well as longer moulding time and higher pressure to compensate for the higher viscosity and lower flowability of the feedstock mixture. The chosen parameters ensured the complete filling of the mould cavity and, consequently, an even sample quality between the different porosities, which was controlled by the amount of NaCl in the feedstock mixtures.
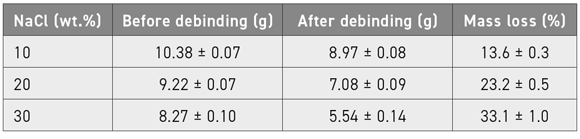
Debinding of the moulded parts was first carried out in a distilled water bath at 60°C for 20 h to remove the NaCl space holder material and the water soluble part of the binder material in the original powder feedstock. The brown parts were then dried at 100°C for 2 h. Porosities based on mass loss (%) of the moulded 17-4 PH stainless steel parts before and after debinding are given in Table 2.
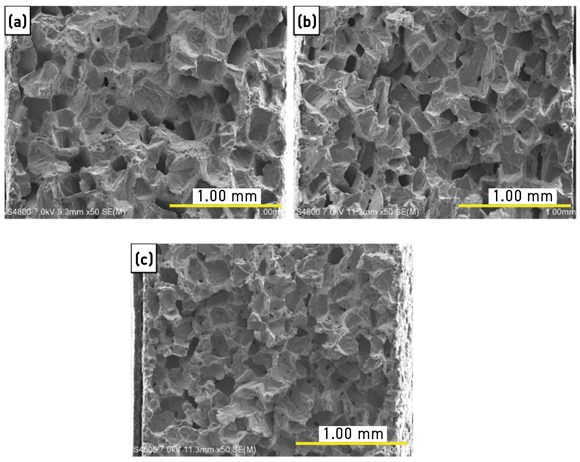
Any residual binder was removed from the parts during the sintering stage, which was done at up to 1350°C in a hydrogen atmosphere. Fig. 1 shows cross-sectional SEM images of the internal pore structure of the porous sintered 17-4 PH stainless steel samples. The amount of space holder material (NaCl) with 10 wt.% (a) resulted in 23.2% porosity, with 20 wt.% (b), 38.4% porosity; and, at 30 wt.% (c), porosity of 48.2% was observed. Porosities of the sintered MIM porous parts were calculated from the densities and the average density of the non-porous, 0 wt.% samples was regarded as a reference point. Density of the used paraffin was 0.90 g/cm3.
The resulting porous sintered 17-4 PH stainless steel parts were subsequently heated to 100°C and immersed into molten paraffin wax for 15 min to allow impregnation of the open porosity. Excess paraffin wax on the surface of the porous, impregnated 17-4 PH samples was cleaned off using N-heptane to ensure that the lubrication resulted only from the paraffin stored in the open porosity of the samples.
Dynamic COFs of porous and non-porous 17-4 PH stainless steel specimens were measured in dry sliding and paraffin lubricated conditions. Cylindrical non-porous 17-4 PH pins with a spherical tip were used as static friction partners. Each test was carried out at least three times and on different test specimens to ensure repeatability and consistency of the results. Normal loads of 10 and 30 N were used with a sliding distance of 100 m.
The authors reported that paraffin significantly reduced the sliding friction coefficient for all sintered 17-4 PH porous samples under normal loading of 10 N. The lowest COF values were recorded for the samples with 20 wt.% and 30 wt.% NaCl. The paraffin impregnated into the open porosity of the porous 17-4 PH samples was found to be solely responsible for the reduced sliding friction. The authors also noted that, although the amount of paraffin impregnated into the 10 wt.% porous samples was low compared to the 20 wt.% and 30 wt.% samples, it was sufficient to lower the friction significantly (COF = 0.15). The COF values for 20 wt.% and 30 wt.% samples at 10 N normal loading were at approximately 0.07. COF values with a normal load of 30 N for the sintered porous 17-4 PH specimens impregnated with paraffin were found to be similar to the results with a 10 N load.
The conclusion of this research showed that 20 wt.% porosity was the best for a balanced structural integrity of the sintered porous 17-4 PH stainless steel, with its ability to store lubrication in its porous structure and lubrication performance. The authors expect that this research will open up opportunities for the development of new types of self-lubricating stainless steels produced by metal injection moulding for high-wear applications.