



MIM/PBF hybrid 316L stainless steel components evaluated
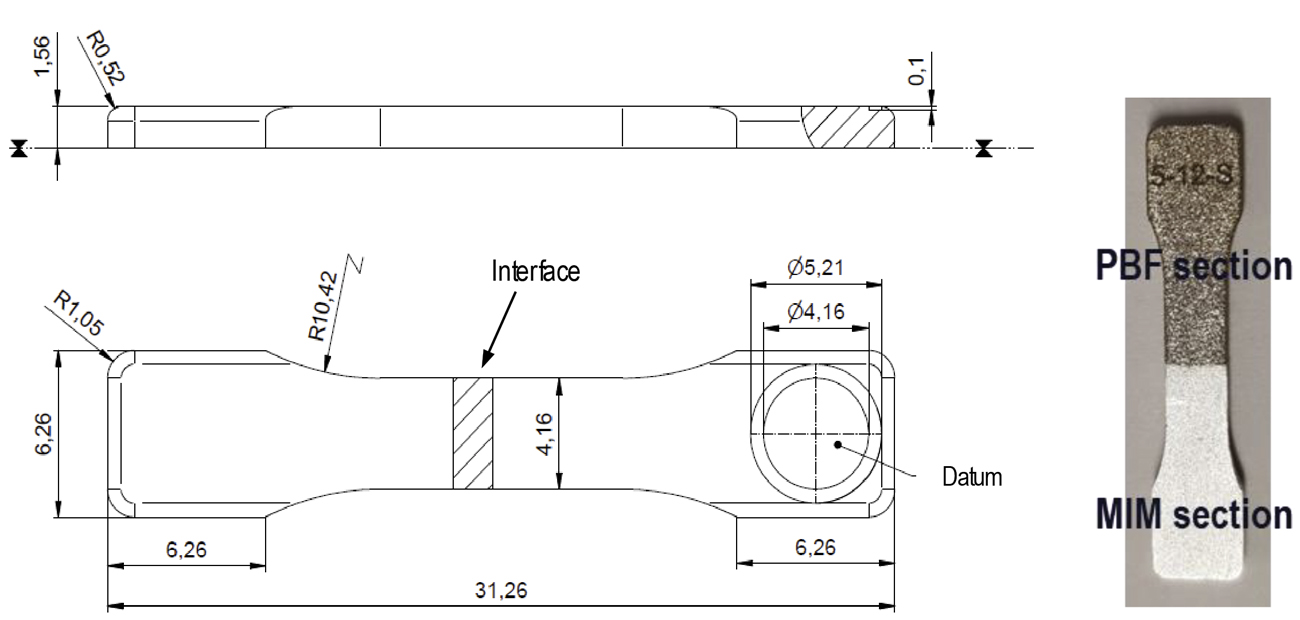
Fig. 1 The design of the hybrid MIM/PBF tensile bar used as a test part; all dimensions in mm (left), together with an actual hybrid part (right). (From paper: ‘Mechanical Behaviour and Interface Evaluation of Hybrid MIM/PBF Stainless Steel Components’, by A Mehmeti, et al., Rapid Prototyping Journal, 2020, 27pp)
The possibility of manufacturing high-value, innovative components in small series by using a hybrid manufacturing process that combines Metal Injection Moulding and Additive Manufacturing has attracted the attention of both industry and the research community. The MIM process can be used to fabricate relatively lower cost preforms, while Powder Bed Fusion (PBF) AM is deployed to add sections that can be personalised, customised or functionalised to meet specific technical requirements. This combination may also help to meet the constantly-increasing requirements for production efficiency and the growing legislative pressure for sustainability and reduced environmental impact of component manufacturing.
Research carried out by Aldi Mehmeti et al at the Department of Mechanical Engineering, School of Engineering, University of Birmingham (UK) in collaboration with the Universite Grenoble Alpes (France), IPC (France), MIMPlus Technologies (Germany) and MTC Coventry (UK) has focused on developing such a hybrid manufacturing (HM) process for 316L stainless steel.
The researchers have also investigated the mechanical properties and performance of the MIM/PBF interfaces in such hybrid stainless steel components, including the production efficiency of the investigated HM route. Their results are published in a paper in the Rapid Prototyping Journal and are available online on the University of Birmingham Research Portal.
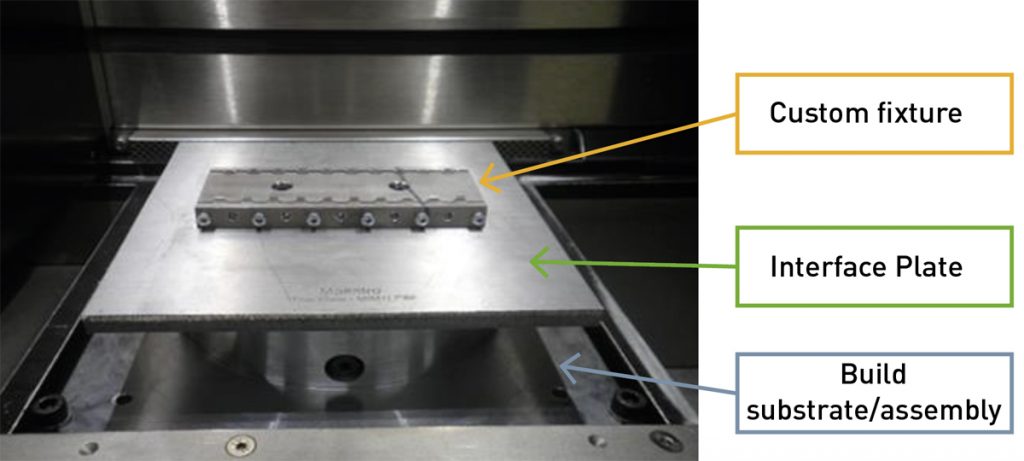
The authors used the design of a standard tensile test bar, made from 316L stainless steel powder, as the test component, as it was sufficiently small to allow batch production. The HM test bar could be used directly to investigate both the mechanical properties and the interface of the hybrid MIM/PBF component, which is shown in Fig. 1. The selected design has a relatively small cross-sectional area (interface), thus, any misalignments between MIM preforms and PBF sections would impact the mechanical performance of the produced hybrid components. The authors designed an integrated system where the hybrid MIM/PBF components could be produced in batches on an AM fixture capable of holding twenty MIM preforms for each PBF build, as can be seen in Fig. 2.
The MIM 316L preforms were first produced using established MIM technology from MIMPlus. The feedstocks used comprised two different gas atomised 316L stainless steel powders, supplied by Sandvik and EOS, and a blend of these powders. Injection moulding, debinding and sintering was undertaken in commercially-available equipment. The sintered MIM preforms were cut into two halves using a 90° band saw, with the ends of each half sanded to remove any burrs. Two surface treatments were applied to the interface surfaces of the MIM preforms (sand blasting and laser texturing), so that the different conditions of MIM preform surfaces allowed the bonding strength at the interface between the MIM preforms and PBF sections to be studied.
The PBF sections of the hybrid tensile bars were then built on the cut surfaces of the MIM preforms using an EOS M290 machine and EOS 316L stainless steel powder with the following process settings: laser power 180 W; scanning speed 1300 mm/s; energy density 83 J/mm3 and double or single laser exposure in a protective gas environment to prevent oxidation. This setup was used to manufacture the hybrid 316L steel MIM/PBF tensile bars. The authors reported that, from microstructure analysis of MIM/PBF interfaces, there were no voids or cracks and could, thus, be considered ‘healthy’ (i.e., without any defects).

Fig. 3 A SEM micrograph of a MIM/PBF interface (From paper: ‘Mechanical Behaviour and Interface Evaluation of Hybrid MIM/PBF Stainless Steel Components’, by A Mehmeti, et al., Rapid Prototyping Journal, 2020, 27pp)
The tested mechanical properties of monolithic PBF 316L parts produced with the EOS 316L stainless steel powder were used as a reference for the performance of hybrid MIM/PBF components. PBF specimens were produced with two different build orientations, vertical and horizontal. In addition, a positive offset of 0.3 mm was applied on the STL model to produce half of them with some machining allowance, while the rest were built to net shape.
As expected, the mechanical properties of the PBF tensile bars built horizontally and vertically were different (Table 1). The tensile bars built vertically had a lower Rm and higher Rp0.2 and elongation at rupture compared to the tensile bars built horizontally. These results can be explained with the anisotropy of PBF parts due to the dependence of the grain structure orientation on the PBF build orientation.
Heat treatment was also found to have a significant impact on the elongation at rupture and Rp0.2 for the PBF specimens built horizontally. In particular, the heat treatment released the stresses in the material induced by the PBF process and, therefore, the elongation at rupture increased by approximately 13%, while Rp0.2 was lowered by approximately 15%.
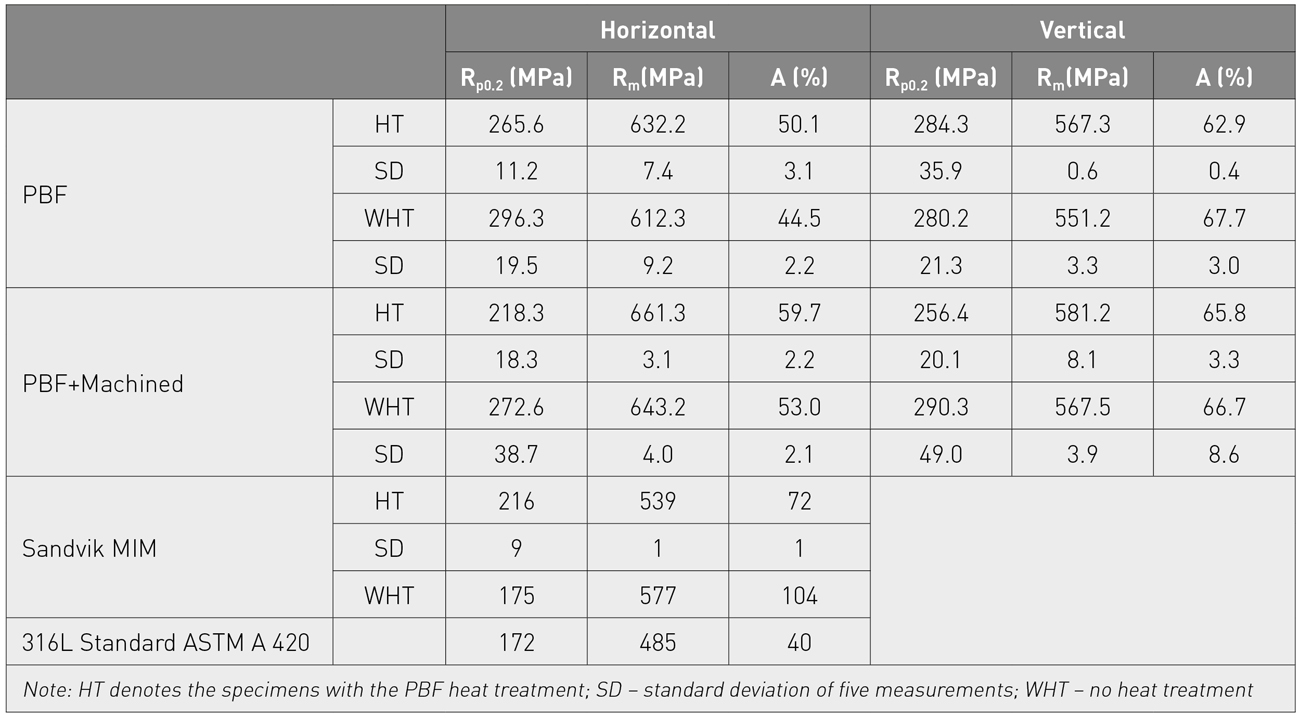
Table 1 Results of tensile tests carried out on the PBF and MIM 316L specimens. (From paper: ‘Mechanical Behaviour and Interface Evaluation of Hybrid MIM/PBF Stainless Steel Components’, by A Mehmeti, et al., Rapid Prototyping Journal, 2020, 27pp)
The mechanical properties of monolithic MIM 316L preforms were also examined and results are given in an Appendix to the paper, with a summary given in Table 1. As already stated, the MIM parts were produced using three different powders, but only the Sandvik 316L powder gave adequate properties. The mechanical properties of all MIM test bars that were produced using Sandvik 316L powder, with and without heat treatment, conformed to the 316L standards, and the hybrid test MIM preforms were produced from this grade with only the EOS powder used to build the PBF sections. Compared to the properties of the 316L MIM specimens, the PBF specimens had a higher Rp0.2 and a lower elongation.
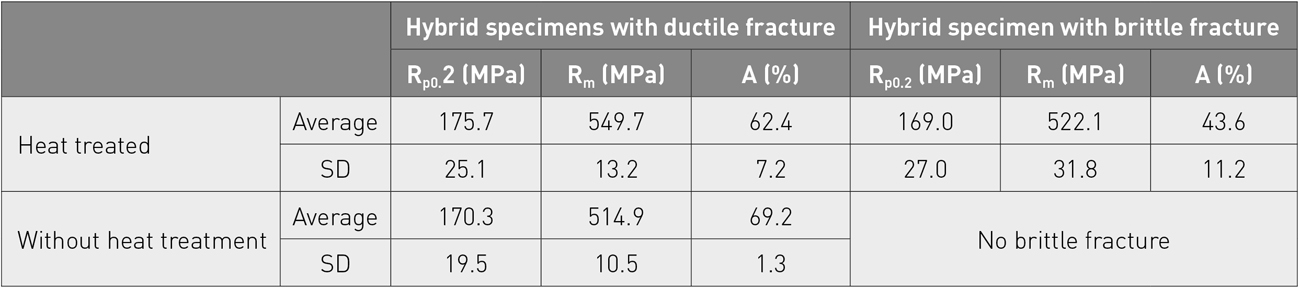
Table 2 Mechanical properties of hybrid 316L specimens with ductile and brittle fractures. (From paper: ‘Mechanical Behaviour and Interface Evaluation of Hybrid MIM/PBF Stainless Steel Components’, by A Mehmeti, et al, Rapid Prototyping Journal, 2020, 27pp)
For the mechanical properties and quality of hybrid MIM/PBF components, the authors focused especially on the interface performance with three controlled factors: MIM surface treatment (sawn, laser textured, sand blasted), PBF heat treatment (with and without) and PBF laser exposure (single or double). The obtained results show that the proposed HM route can produce hybrid MIM/PBF components with consistent mechanical properties and interface performance. In fact, the performance of interfaces between MIM preforms and PBF sections were found to be similar and even better than the properties of monolithic MIM parts, and they conformed fully to the ASTM standards for 316L stainless steel parts.
The authors stated that the investigated treatments of the MIM interface surfaces, such as laser texturing, sandblasting and as-received after sawing, did not have any impact on the interface performance nor on the fracture mode.
Available online at:


















