



MIM nickel-base superalloy produced using BNi-2 powder as liquid phase sintering additive
Precipitation hardened nickel-base superalloys, including those produced using the Powder Metallurgy and Metal Injection Moulding processes, are particularly suitable for components used in the high temperature areas of advanced aero engines due to their excellent mechanical properties. These Ni-based superalloys derive the majority of their high temperature strength from a combination of finely dispersed gamma prime precipitates (y’) and discrete grain boundary carbide particles. The presence of the discrete grain boundary carbides reduces grain sliding by pinning the grain boundaries, increasing the creep resistance. However, grain boundary pinning is known to inhibit grain growth in Ni-superalloys, especially in those Ni-superalloys containing high amounts of refractory metal elements such as W and Ta.
MIM Ni-superalloys (MIM-NiSA) generally exhibit fine-grain structures on the scale of 20 to 30 µm which limits their high temperature creep resistance. This is particularly the case in Ni-superalloys containing high amounts (0.5 to 10 wt.%) of Mo, Ta, and W, and research has been undertaken at the Dalhousie University in Halifax, NS, Canada, to evaluate the use of a liquid phase sintering (LPS) approach as a method of increasing the grain size of a MIM Ni-SA containing high amounts of refractory elements. The results of the research carried out by Addison J Rayner and Stephen F Corbin have been published in a paper: ‘Liquid Phase Sintering of a Metal Injection Molded Nickel-Based Superalloy With Additions of BNi-2 Alloy Powder Using Differential Scanning Calorimetry’ in Metallurgical and Materials Transactions A, available online September 8, 2023, 13 pp.
The authors stated that the LPS approach involves adding a lower melting point alloy powder to the primary superalloy powder, with liquid phase sintering being carried out at a temperature above the melting point of the additive, but below the solidus of the primary alloy powder. The liquid phase migrates through the porous structure under capillary forces and acts as a diffusion and mass transport pathway. The presence of a liquid phase also enables grain re-arrangement and the net effect is rapid densification of the powder structure. The volume fraction of the low melting point additive must be properly selected to form a liquid fraction which will sinter the material to full density without shape loss.
The authors reported that comprehensive research has been completed on transient liquid phase bonding (TLPB) of Ni-superalloys with a filler metal alloy, such as BNi-2 (Ni-7Cr-4.5Si-3Fe-3B), thereby making it a suitable low melting point additive to study in an LPS application. The BNi-2 alloy contains the fast diffusing melting point depressant (MPD) elements B and Si to suppress the solidus temperature for brazing and enable the diffusional solidification process.
In addition, the high surface area associated with fine metal powders used in these MIM Ni-SA materials increases the contact area available for rapid solute uptake to occur. Since the BNi-2 loadings are low, there is also more NiSA volume available to uptake B and Si. Considering these factors, the authors stated that it was reasonable to expect the BNi-2 liquid to undergo rapid diffusional solidification upon contacting and wetting the adjacent NiSA particles.
The Ni-base superalloy (NiSA) powder used in the research contained Al, Co, Cr. Ta, W with the balance Ni and minor additions of other refractory metals. Both the NiSA and the additive BNi-2 powders used for the MIM feedstock were gas atomised and had similar d10 and d50 particle size distribution (PSD) with BNi-2 having the larger PSD throughout. However, the d90 of the two powders deviated significantly, with the NiSA having a d90 of 22 µm and the BNi-2 powder containing larger particles than the NiSA.
MIM NISA feedstock used in the research was produced with BNi-2 powder loadings of 5 and 10 wt.%. Thermoplastics such as waxes and polymers were used as binders. The feedstock was injection moulded to produce MIM green samples in plate form having a thickness of 3.65 mm. The green samples were then sectioned into appropriate sizes for differential scanning calorimetry (DSC). The top and bottom of the cut green samples were not altered in order to maintain a constant sample height and parallel injection faces which would maintain good contact with the bottom of the crucible used for DSC.
The sectioned green-state samples were packed in an inert Al2O3 powder support media within an Al2O3 crucible for de-binding, which was done under flowing high purity argon gas with isothermal holds at 180°C and 850°C. DSC analysis was performed on de-bound MIM LPS NiSA samples in order to characterise the sintering behaviour of the BNi-2 modified samples.
Sintering of the debound MIM NiSA samples was carried out in the DSC to a peak temperature of 1290°C under argon gas using a Zr getter ring in the DSC furnace to remove any oxygen from the argon atmosphere. The samples were isothermally held at 1290°C for 0, 15, 30, 60, and 120 minutes before being cooled to room temperature. Additional debound samples with the 5 and 10 wt.% BNi-2 additive loadings were heated to 1050°C for 30 minutes in the DSC. This interrupted test was used to assess the extent of wetting and spreading of the BNi-2 liquid after the first heat above the solidus temperature of BNi-2 (968°C).
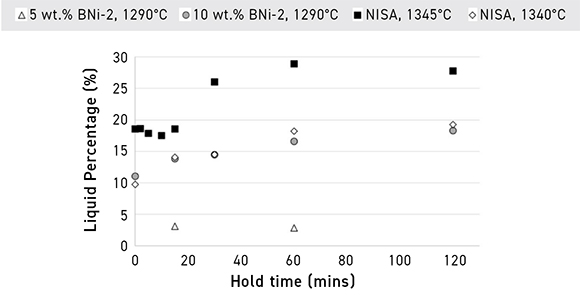
The authors reported that DSC coupled with SEM-EDS analysis revealed that the NiSA and BNi-2 alloys create a diffusionally solidified product during sintering which melts at 1240°C in the 5 wt.% BNi-2 loading and at 1200°C in the 10 wt.% BNi-2 loading. The liquid percentage (Fig. 1) and grain size (Fig. 2) were determined for various hold times for the BNi-2 modified alloys sintered at 1290°C and for pure NiSA sintered at 1340°C and 1345°C, the latter two taken from published literature. The average grain size of the sintered specimens was measured using the line intercept technique. The average grain size was determined over 5 fields at 9200 magnification using 10 lines per field. A total of 50 lines were measured per specimen.
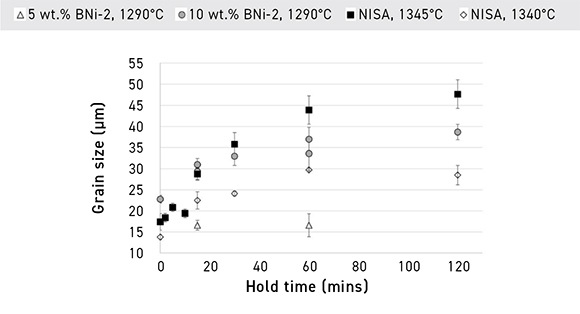
The 5 wt.% BNi-2 material was found to exhibit no grain growth after 15 and 60 minutes hold times at 1290°C, maintaining the initial sub-20 µm grain size. In contrast, the 10 wt.% BNi-2 alloy exhibited grain growth behaviour at 1290°C which is greater than the pure NiSA sintered at 1340°C, despite similar liquid fractions. The 10 wt.% BNi-2 NiSA displayed similar grain growth to supersolidus liquid phase sintering (SLPS) of the pure NiSA at 1345°C for up to 40 minutes, despite the NiSA (1345°C) having a higher liquid fraction. A maximum grain size of 39 µm was achieved in the 10 wt.% BNi-2 NiSA alloy after 2 hours while SLPS of the pure NiSA achieved 28.5 and 48 µm after 2 hours for the NiSA (1340°C) and NiSA (1345°C) respectively.
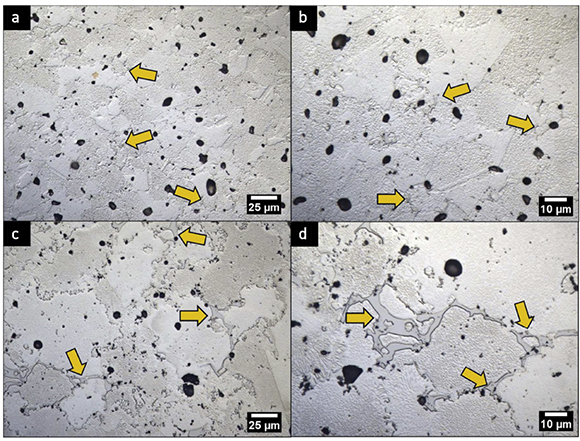
The authors concluded that the smaller scale and more homogeneous distribution of fine script-like borides in the 5 wt.% BNi-2 alloy, which showed no grain growth, is thought to be less detrimental to the overall properties of the alloy than the microstructures observed at the 10 wt.% BNi-2 loading. However, despite having a more homogenous microstructure and properties similar to the base NiSA, the 5 wt.% BNi-2 content does not activate grain growth as desired. At 10 wt.% BNi-2 loading, substantial grain growth is observed in the MIM NiSA, but the final microstructure contains deleterious non-equilibrium solidification products. These phases are expected to limit the useful temperature of the alloy due to the number of eutectic phases formed.
www.springer.com/journal/11661




















