



Interactions of polymeric components in POM-based binders for titanium MIM
Metal Injection Moulding feedstocks are usually composed of multi-component polymeric mixtures containing a small amount of additives such as stearic acid to promote the coating of the binder mixture to the powder particle surfaces and prevent aggregation. Coating individual particles with a thin layer of binder provides sufficient fluidity to the MIM feedstock to fill the mould during injection moulding. However, obtaining a homogeneous MIM feedstock using multiple polymers is often challenging due to the relatively short chain lengths of stearic acid, and the interlinking strength among the polymeric components is also often weak. Adding polymers with a polar group as interfacial agents among binder components can be beneficial in enhancing the interlinking strength of binder components and improving the adhesion force onto the metal powder surface.
Currently, the interaction of the binder and powder is mainly assessed by rheological and thermogravimetric measurements, but very little is known about the specific interactions among binder components and, in particular, how these interactions affect the feedstocks used in the MIM of reactive powder such as titanium. Research carried out at the University of Auckland, the University of Waikato, both located in New Zealand, and also at the Kunming University of Science and Technology in the People’s Republic of China, has investigated using polyoxymethylene (POM) as the primary binder, polypropylene (PP) as the backbone binder and stearic acid (SA) as a surfactant. To this POM/PP blend were added two different types of compatibiliser — poly(ethylene methyl acrylate-co-glycidyl methacrylate) (EGMA) and ethylene-vinyl acetate (EVA) — and the researchers studied the effects of the compatibilisers addition on improving the binders’ homogeneity and also on the interactions between the POM- based binder system and titanium powder.
The results of this research have been published in the paper: ‘Interactions of polymeric components in a POM-based binder system for titanium Metal Injection Moulding feedstocks’ by K Lim, et al., Powder Metallurgy Vol. 66, No. 4, 2023, 355-364.
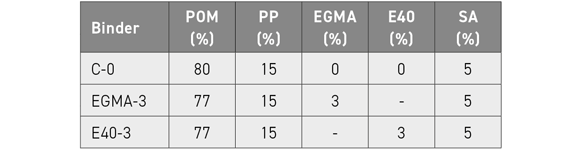
The authors reported that gas atomised Ti powder, having a particle size of 45 micron, was mixed with a laboratory modified POM, to which was added isotactic polypropylene (PP), plus poly(ethylene-co-methyl acrylate-co-glycidyl methacrylate) (EGMA) and poly(ethylene-co-vinyl acetate) with 40% vinyl acetate (E40) as compatibilisers, and stearic acid (SA) as a surfactant. Table 1 shows the composition in weight percent of the three binder systems studied for MIM-Ti feedstock. The Ti powder loading in the MIM feedstock was 63 vol.%. The homogeneity of the MIM Ti feedstock was determined by randomly selecting five samples from the prepared batch. To ensure the highest possible density with no voids, the injection moulded parts and the crushed injected parts were compared to the feedstock’s theoretical density.
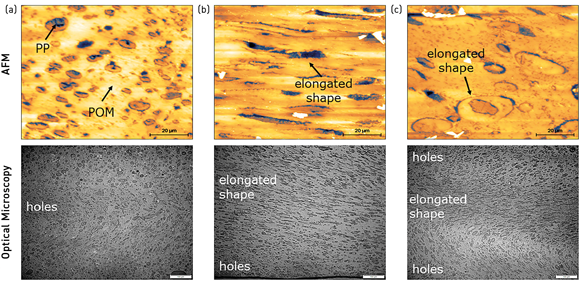
The compatibility of the POM-based binder system with and without compatibilisers is illustrated in Fig. 1. Fig. 1 (a) shows an island-like morphology with a clear phase separation between POM and PP blends (feedstock C-0), where the darker regions correspond to PP and the lighter regions correspond to POM. This indicates the high level of immiscibility between the two polymer phases. However, an elongated structure can be seen in the ternary blends after the addition of compatibilisers. Fig. 1(b) revealed that POM-based binder system with EGMA-3 had better miscibility, dominated by more elongated-like morphology dispersed in the continuous phase. On the other hand, the morphology of the POM-based binder system with E40-3 showed both island-like and elongated-like characteristics (Fig. 1 (c)).
The authors stated that for feedstocks containing EGMA-3 and E40-3, the binder is melted and uniformly distributed in the feedstock matrix. No voids were found, indicating a good adhesion of the binder on the Ti metal powder particles. Nonetheless, feedstock EGMA-3 was found to show better wetting between powder and binder than feedstock E40-3. Optical micrographs showed the POM-based binder with E40-3 compatibiliser having many holes dispersed in the continuous phases compared to the binder system containing EGMA-3. Some unfilled voids or gaps were observed at the interface between titanium particles and binder for feedstock C-0.
The authors also measured contact angles for each binder to determine the binder components’ wettability and interaction. It was found that the binder system based on POM/PP blends containing EGMA-3 demonstrates the lowest contact angle value at 87.6° and best miscibility, which compares with 98.9° for feedstock E40, and 101.3° for feedstock C-0. This enhanced interaction was said to lie in the chemistry of EGMA, having an active site that reduces the interfacial tension between the components of the POM/PP blend. Subsequently, this creates a positive interaction between the polymers and metal powders, ensuring good adhesion within the feedstock.
A gas pycnometer was used to compare the homogeneity of randomly selected samples from the three feedstock batches being studied. The feedstock containing EGMA-3 compatibiliser was found to be the most homogeneous showing a much smaller standard deviation, 0.009, compared to the worst feedstock C-0 (0.012), as a result of its higher powder-binder interaction. Measurement of the green density of the moulded part showed that feedstock containing EGMA-3 had a slightly higher value at 99.56% compared with feedstock C-0 at 99.28%.
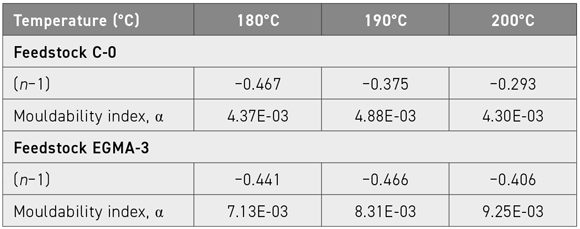
When measuring the rheological behaviour of the feedstocks, the authors found that feedstock-containing compatibiliser EGMA-3 demonstrated a more consistent and higher shear sensitivity value at most temperatures and with a high mouldability index (Table 2), making it suitable for MIM production of Ti parts.
www.tandfonline.com/journals/ypom20




















